一种自动盘绳器的制作方法
1.本实用新型涉及绞车设备技术领域,尤其涉及一种自动盘绳器。
背景技术:
2.在绞车运行过程中,钢缆会在滚筒上一层一层按顺序排列,目前绞车在排列钢缆时,通常采用人工控制液压杆(或者液压杆和马丁代克组合)将钢缆排列在滚筒上,在排列过程中,经常会遇到钢缆在滚筒上排列松散,容易出现打结、排列不均的现象,从而引起滚筒受力偏移损伤滚筒轴,以及钢缆缠绕的问题;另外,也无法保证钢缆排线的速度与绞车滚筒转动的速度相适配,导致钢缆排线时紧时松,也会引起滚筒受力偏移,造成滚轴轴向受力不平衡,致使滚筒轴受损。
技术实现要素:
3.针对上述缺陷或不足,本实用新型的目的在于提供一种自动盘绳器。
4.为达到以上目的,本实用新型的技术方案为:
5.一种自动盘绳器,包括伺服电机和丝杠,所述伺服电机的动力输出端与丝杠连接,所述丝杠上安装有可往复运动的排线机构,所述丝杠上安装有一组支撑杆,所述支撑杆与绞车滚筒两侧的壳体相连接;所述支撑杆的内侧均安装有至少一组位置传感器,所述位置传感器的信号输出端与自动盘绳器的 cpu信号连接,自动盘绳器的cpu信号输出端与所述伺服电机信号输入端信号连接。
6.所述排线机构包括,与丝杠相配合的滑块,所述滑块上连接有排线支撑杆,所述排线支撑杆远离滑块的一端安装有可旋转的排线器,所述排线器径向开设有用于钢缆穿过的通孔。
7.所述排线器包括,安装于排线支撑杆上的轴承座,所述轴承座上安装有相匹配的轴承,所述轴承外圈上套接有具有排线孔的端冒,钢缆从端冒的径向排线孔穿过。
8.所述丝杠远离伺服电机的一端设置有光电编码器,所述光电编码器的信号输出端与自动盘绳器中的cpu信号连接。
9.所述自动盘绳器还包括安装于绞车滚筒转动轴上的角速度传感器,所述角度传感器的信号输出端与自动盘绳器中的cpu信号连接。
10.所述自动盘绳器还包括安装于绞车滚筒转动轴上的第二光电编码器,所述第二光电编码器的信号输出端与自动盘绳器中的cpu信号连接。
11.与现有技术比较,本实用新型的有益效果为:
12.本实用新型提供一种自动盘绳器,随着绞车滚筒转动的同时,排线机构在丝杠上往返直线运动,引导钢缆在滚筒上一层层紧密排列;通过位置传感器进行限位并将需要反向排缆的信息反馈给自动盘绳器的cpu,及时控制伺服电机改变旋转方向,进而排线机构在丝杠上反方向移动,带动排线机构反向排线,形成闭合反馈回路;使得排线更加紧密整齐、精准,防止在钢缆在滚筒上引起打结或者排列不均的现象。通过角度传感器(或者光电编码
器),将绞车滚筒转动的角速度和转动方向信息实时反馈给自动盘绳器的cpu,cpu 将角速度信息换算为钢缆运行的线速度,结合正(反)转信息,及时、有效的对伺服电机的运行方向和转速进行控制,使得绞车滚筒转动的速度与排线机构引导钢缆往复排线的速度相适配;使滚筒受力均匀,滚筒轴向受力平衡,防止滚筒轴受损。本实用新型结构简单,排线更加紧密整齐、精准,使得绞车运行顺畅。
附图说明
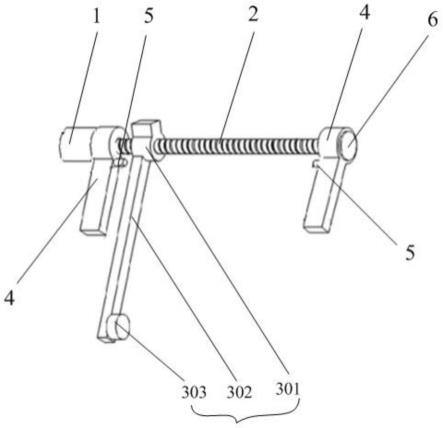
13.图1是本实用新型装置结构示意图;
14.图2是本实用新型装配结构示意图;
15.图3是本实用新型装置工作过程流程图。
16.图中,1—伺服电机;2—丝杠;3—排线机构;4—支撑杆;5—位置传感器;6—光电编码器;7—绞车滚筒;301—滑块;302—排线支撑杆;303—排线器。
具体实施方式
17.下面将结合附图对本实用新型做详细描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型的保护范围。
18.如图1、图2所示,一种自动盘绳器,包括伺服电机1和丝杠2,所述伺服电机1的动力输出端与丝杠2连接,所述丝杠2上安装有可往复运动的排线机构3,所述丝杠2上安装有一组支撑杆4,所述支撑杆4作为支架,盘绳器通过支撑杆4与绞车滚筒7两侧的壳体相连接;示例性的,所述支撑杆4 通过焊接与绞车滚筒7壳体固定连接;
19.所述排线机构3包括,与丝杠2相配合的滑块301,所述滑块301上连接有排线支撑杆302,所述排线支撑杆302远离滑块301的一端安装有可旋转的排线器303,所述排线器303径向开设有用于钢缆穿过的通孔;随着绞车滚筒的转动,同时,所述排线机构3在丝杠2上往返直线运动,引导钢缆在滚筒上一层层紧密排列。
20.本实用新型还包括,用于自动控制盘绳器的cpu;所述支撑杆4的内侧安装有至少一组位置传感器5(包括,传感器一和传感器二)为防止传感器故障也可以多设置几组传感器,所述位置传感器5的信号输出端与自动盘绳器中的cpu无线/有线信号连接,自动盘绳器中的cpu信号输出端与所述伺服电机1信号输入端无线/有线信号连接。伺服电机1运行时,带动排线机构3 在丝杠2上往复排线,当排线机构3运行至滚筒两边的极限位置时,排线机构3中的排线支撑杆302与支撑杆4内侧的位置传感器5相接触,位置传感器5限位并将需要反向排缆的信息反馈给自动盘绳器的cpu,该cpu及时控制伺服电机1改变旋转方向,进而排线机构3在丝杠2上反方向移动,同时通过光电编码器6,对丝杠2的速度大小和方向进行监测,形成闭环回路;带动排线机构3反向排线,使得排线更加紧密整齐、精准,防止钢缆在滚筒边沿引起打结或者排列不均的现象。
21.在本实用新型中,所述排线器303通过轴承安装于排线支撑杆302的一侧;具体的,所述排线器303包括,安装于排线支撑杆302上的轴承座,所述轴承座上安装有相匹配的轴承,此时,轴承座与轴承内圈固定,轴承外圈可转动;所述轴承外圈上套接有具有排线孔的
端冒,钢缆从端冒的径向排线孔穿过;从而实现排线器303与排线支撑杆302的转动连接,便于钢缆在排线过程中倾斜角度的变化,在钢缆摆动时可以根据钢缆的摆动而上下转动,保持钢缆始终在一个伸直的状态。同时,由于支撑杆4的限位,避免钢缆向两侧摆动,以保证钢缆在滚筒上排列时不会攒动。
22.基于上述实施例,所述丝杠2远离伺服电机1的一端设置有光电编码器 6,所述光电编码器6的信号输出端与自动盘绳器中的cpu有线连接;随着丝杠2的转动对伺服电机1输出的转速和运行方向进行实时监测,并反馈给自动盘绳器的cpu,对控制伺服电机1的转速和运行方向提供依据,形成闭合反馈回路。
23.基于上述实施例,本实用新型还包括安装于绞车滚筒转动轴上的角度传感器,所述角度传感器的信号输出端与自动盘绳器中的cpu无线/有线连接;或者采用安装于绞车滚筒转动轴上的第二光电编码器,所述第二光电编码器的信号输出端与自动盘绳器中的cpu无线/有线连接;所述角度传感器和第二光电编码器的作用均用于检测绞车滚筒转动轴的运行方向和角速度,将绞车滚筒7转动的角速度和转动方向信息实时反馈给自动盘绳器中的cpu,便于 cpu对伺服电机1的运行方向和转速进行控制,并提供依据,使得绞车滚筒转动的速度与排线机构3引导钢缆往复排线的速度相适配;使滚筒受力均匀,滚轴轴向受力平衡,防止滚筒轴受损;另外,使得排线更加紧密整齐、精准,克服了钢缆在滚筒边沿引起打结或者排列不均的问题。
24.本实用新型的工作过程和原理:
25.如图3所示,当绞车滚筒7开始转动运行时,角速度传感器(或者第二光电编码器)将绞车运行角速度,正(反)转信息反馈给自动盘绳器的cpu; cpu将角速度信息换算为钢缆运行的线速度,结合正(反)转信息,有效的的控制伺服电机1进行相应的运转方向和角速度输出,伺服电机1带动排线机构3在丝杠2上往复运动,引导钢缆在滚筒上一层层紧密排列,或者将缠绕于滚筒上的钢缆依次可控的进行放线。
26.同时,伺服电机1带动排线机构3往复排线,进入滚筒两边的边沿位置时,排线支撑杆302与位置传感器5接触,位置传感器5一则进行限位,二则将钢缆需要反向排列的信息反馈给自动盘绳器的cpu,cpu及时控制伺服电机1改变旋转方向,带动排线机构3反向排线,使得排线更加紧密整齐、精准,防止在钢缆在滚筒边沿引起打结或者排列不均的现象。而且,设置在丝杠2一端的编码器6,随着丝杠2的转动对伺服电机1输出的转速和运行方向进行实时监测,并反馈给自动盘绳器中的cpu,形成闭合反馈回路。确保排线更加紧密整齐、精准,解决了钢在缆滚筒边沿引起打结或者排列不均的问题。
27.对于本领域技术人员而言,显然能了解到上述具体事实例只是本实用新型的优选方案,因此本领域的技术人员对本实用新型中的某些部分所可能作出的改进、变动,体现的仍是本实用新型的原理,实现的仍是本实用新型的目的,均属于本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1