一种粉料夯实机构及装料机的制作方法
1.本实用新型属于粉料装填设备技术领域,具体涉及一种粉料夯实机构及装料机。
背景技术:
2.在氮化硅陶瓷粉压制过程中,需要将陶瓷粉进行称料并装填至装料桶中,然后再进行夯实,而夯实工序的进行目前大多都是通过人工或简单的振动机构实现,其对粉料的夯实效果较差。
技术实现要素:
3.本实用新型的目的在于提供的一种粉料夯实机构及装料机,解决粉料装填仍采用人工或简单的振动机构而导致的夯实效果较差的问题。
4.为了实现上述目的,本实用新型采用以下技术方案:
5.一方面,提供一种粉料夯实机构,包括:
6.装料桶;
7.夯实组件,设于所述装料桶的外侧,并具有围绕装料桶分布的多个振动部;以及
8.升降驱动组件,连接于所述夯实组件,用于使所述夯实组件沿所述装料桶的轴向移动。
9.在可能的实现方式中,所述振动部由电磁驱使移动,以作直线往复式振动。
10.在可能的实现方式中,所述夯实组件包括安装箱和多个振动部件;
11.其中,所述安装箱与所述升降驱动组件连接;在所述安装箱的中部开设有上下贯通的安装孔,安装箱通过该安装孔套设于所述装料桶的外侧;多个所述振动部件设于所述安装箱内,并沿装料桶的周向分布于装料桶的径向上;所述振动部件具有一振动端,该振动端可伸入所述安装孔内且作用于所述装料桶。
12.在可能的实现方式中,所述夯实组件包括安装箱和多个振动部件;
13.其中,所述安装箱与所述升降驱动组件连接;在所述安装箱的中部开设有上下贯通的安装孔,安装箱通过该安装孔套设于所述装料桶的外侧;多个所述振动部件设于所述安装箱内,并沿装料桶的周向分布于装料桶的径向上;所述振动部件具有一振动端,该振动端可伸入所述安装孔内且作用于所述装料桶的表面。
14.在可能的实现方式中,所述外壳内还设有缓冲垫,该缓冲垫位于所述激振器背离所述第一通孔的一侧。
15.在可能的实现方式中,所述装料桶的下方设有安装底座,安装底座与装料桶可拆卸连接;所述夯实组件可在升降驱动部件的驱使下移动至安装底座的外侧。
16.在可能的实现方式中,所述升降驱动组件包括对称设于所述夯实组件两侧的两个第一带式升降部件,第一带式升降部件具有可纵向移动的带动部,该带动部与所述夯实组件连接。
17.在可能的实现方式中,所述夯实组件的两侧还对称设有两个第二带式升降部件,
第二带式升降部件也具有可纵向移动的带动部,该带动部连接有位于所述夯实组件上方的挡板,在挡板与夯实组件之间还连接有伸缩挡帘,伸缩挡帘设有多个且分别位于夯实组件的至少两侧。
18.另一方面,也提供一种装料机,包括:
19.机架;
20.上料组件,设于所述机架并具有一进料口和出料口;
21.粉料称量翻转组件,设于所述机架并衔接于所述出料口,用于的粉料称量和翻倒;以及
22.如上述任一项技术方案的粉料夯实机构,所述装料桶衔接于粉料称量翻转组件。
23.与现有技术相比,本实用新型具有以下有益效果:
24.本实用新型的粉料夯实机构,通过夯实组件和升降驱动组件,夯实组件可通过其多个周向分布的振动部对装料桶以周向的振动方式进行夯实,并且升降驱动组件的纵向带动下,可进一步实现对装料桶全身位的夯实,使得夯实效果更好,也避免了人工夯实而导致的工作效率低、质量不均衡的问题。
25.而且,通过采用电磁驱动振动的方式进行夯实,可使得夯实结构更为简单,占用空间少,也具有更好的夯实效果。
26.同时,通过设置第二带式部件和伸缩挡帘,可形成一个较为封闭的工作空间,以避免在夯实过程中粉料的四逸。
27.本实用新型的装料机,通过设于机架的粉料称量装填组件、上料组件和夯实组件,可实现自动的上料、称料、翻倒和夯实等功能,提高了生产效率,降低了生产成本,更为实用。
附图说明
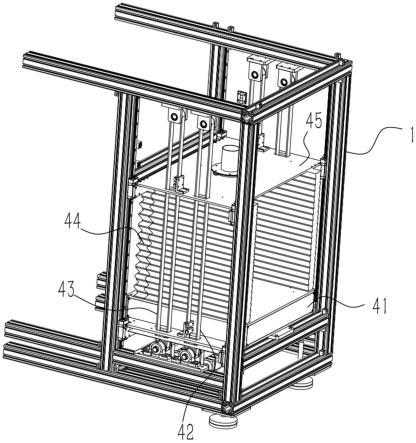
28.图1为本技术实施例的一种粉料夯实机构在一视角下的立体示意图;
29.图2为本技术实施例的一种粉料夯实机构在另一视角下的立体示意图;
30.图3为本技术实施例的一种粉料夯实机构的夯实组件的内部结构示意图;
31.图4为本技术实施例的一种粉料夯实机构的夯实组件的振动部件的立体示意图;
32.图5为本技术实施例的一种装料机的立体示意图;
33.图6为本技术实施例的一种装料机的内部结构示意图;
34.图7为本技术实施例的一种装料机的上料组件的立体示意图;
35.图8为本技术实施例的一种装料机的粉料称量翻转组件在一视角下的立体示意图;
36.图9为本技术实施例的一种装料机的粉料称量翻转组件在另一视角下的立体示意图。
37.图中:1-机架;2-上料组件;21-进料斗;22-第一振动部件;23-导料槽;24-第二振动部件;25-超声波传感器;3-粉料称量翻转组件;31-称料桶;32-活动卡套;33-安装板;34-放置面;35-连接臂;36-第二位置检测部件;37-转轴;38-驱动电机;39-第一位置检测部件;310-接料斗;4-粉料夯实机构;41-夯实组件;411-安装箱;412-安装底座;413-振动部件;4131-外壳;42-第一带式升降部件;43-第二带式升降部件;44-伸缩挡帘;45-挡板;5-控制
器;6-梯架。
具体实施方式
38.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
39.下面结合附图及具体实施例对本实用新型作进一步阐述。
40.请参照图1和图2所示,本技术的实施例提供了一种粉料夯实机构4,包括:装料桶(图中未示出);夯实组件41,设于所述装料桶的外侧,并具有围绕装料桶分布的多个振动部;以及升降驱动组件,连接于所述夯实组件41,用于使所述夯实组件41沿所述装料桶的轴向移动。
41.其中,装料桶用于粉料的承装并需要对其进行夯实,其在夯实过程中为固定状态;夯实组件41,用于对装料桶内粉料进行夯实,其具体是通过其围绕装料桶分布的多个振动部实现对装料桶周向的周向夯实,并在升降驱动组件的带动下,可实现沿装料桶轴向的全身位振动,夯实效果更好。
42.通过上述的技术方案,夯实组件41可通过其多个周向分布的振动部对装料桶以周向的振动方式进行夯实,并且升降驱动组件的纵向带动下,可进一步实现对装料桶全身位的夯实,使得夯实效果更好,也避免了人工夯实而导致的工作效率低、质量不均衡的问题。
43.在一实施方式中,所述振动部由电磁驱使移动,以作直线往复式振动。
44.振动部由电磁驱使移动,即通过电磁铁通电而使得相配合且位于内侧的轴体能够作直线往复式运动,从而可进行夯实;容易理解的是,本领域技术人员可根据该原理可进行一些常规的结构设置,以实施此种夯实方式下夯实机构。
45.请参照图2和图3所示,在其他的一种实施方式中,所述夯实组件41可包括安装箱411和多个振动部件413;其中,所述安装箱411与所述升降驱动组件连接;在所述安装箱411的中部开设有上下贯通的安装孔,安装箱411通过该安装孔套设于所述装料桶的外侧;多个所述振动部件413设于所述安装箱411内,并沿装料桶的周向分布于装料桶的径向上;所述振动部件413具有一振动端,该振动端可伸入所述安装孔内且作用于所述装料桶。
46.该安装箱411用于安装多个振动部,并通过升降驱动部件对安装箱411的升降而实现对振动部件413的升降驱动;多个振动部件413呈环形阵列分布,也可以说是沿装料桶的周向分布于装料桶的径向上,这样便可通过每个振动部件413的振动端对装料桶周向上的不同部分进行振动夯实,效果更佳;在本实施方式中,该振动部件413既可以是采用如电磁驱动的方式实现振动,也可以采用如电动推杆等现有可振动部件413或振动机构而实现,并不做限制。
47.下面列举一种由电磁驱动的振动部件413的实施结构,作为示例性说明:
48.请结合图3和图4所示,所述振动部件413包括外壳4131和激振器(图中未示出);
49.其中,所述外壳4131固定在所述安装箱411内,在外壳4131与所述安装孔相邻的一端开设有第一通孔,第一通孔与装料桶轴向垂直;所述激振器安装在所述外壳4131内,并具有所述振动端,该振动端可穿过第一通孔并振击于所述装料桶的表面。
50.激振器(vibration exciter)是附加在某些机械和设备上用以产生激励力的装置,是利用机械振动的重要部件。激振器能使被激物件获得一定形式和大小的振动量,从而对物体进行振动和强度试验,或对振动测试仪器和传感器进行校准。激振器还可作为激励部件组成振动机械,用以实现物料或物件的输送、筛分、密实、成型和土壤砂石的捣固等工作。按激励型式的不同,激振器分为惯性式电动式、电磁式、电液式、气动式和液压式等型式。激振器可产生单向的或多向的,简谐的或非简谐的激振力。在具体实施过程中,该激振器优选采用电磁式驱动器,其振动端穿过第一通孔并振击于所述装料桶的表面,从而实现夯实动作。
51.为了表面振动轴体在作往复式运动时对安装可造成撞击损坏,所述外壳4131内还设有缓冲垫(图中未示出),该缓冲垫位于所述激振器背离所述第一通孔的一侧。
52.请参照图2和图3所示,在本技术的实施例中,所述装料桶的下方设有安装底座412,安装底座412与装料桶可拆卸连接;所述夯实组件41可在升降驱动部件的驱使下移动至安装底座412的外侧。
53.该装料桶可拆卸的安装在安装底座412上,这样便于对装料桶进行拆装,而在夯实开始时或未在夯实的状态下,夯实组件41位于安装底座412的外侧,这样可便于装料桶的拆装,更为方便实用。
54.请参照图1所示,在本技术的实施例中,所述升降驱动组件包括对称设于所述夯实组件41两侧的两个第一带式升降部件42,第一带式升降部件42具有可纵向移动的带动部,该带动部与所述夯实组件41连接。
55.其中,第一带式升降部件42可以是如传送链式或传动带式的传送结构,这样通过其带动部可将夯实组件41进行提升后下降,更为方便夯实组件41的上下移动。具体的,其大致可包括一个主动轮、一个从动轮以及同时绕设在主动轮和从动轮上的传动带或传动链,传动带或传动链的通过连接件与夯实部件的安装箱411连接,并在一个电机的驱动下实现对其的传动。
56.进一步的,为了避免在夯实过程中粉尘的四逸,所述夯实组件41的两侧还对称设有两个第二带式升降部件43,第二带式升降部件43也具有可纵向移动的带动部,该带动部连接有位于所述夯实组件41上方的挡板45,在挡板45与夯实组件41之间还连接有伸缩挡帘44,伸缩挡帘44设有多个且分别位于夯实组件41的至少两侧。
57.这样一来,伸缩挡帘44可形成一个较为封闭的工作腔,或者是伸缩挡帘44与装料机的壁板构成该工作腔,这样可避免在振动过程中粉尘四逸,并且通过第二带式升降部件43可实现对挡板的升降,进而可通过挡板的升降实现对工作腔高度的调节,也更便于夯实的进行。
58.具体的,在该工作腔的一侧敞开,以便于从敞开一侧对装料桶进行拆装。
59.请参照图5和图6所示,本技术实施例也提供一种装料机,包括:机架1;上料组件2,设于所述机架1并具有一进料口和出料口;粉料称量翻转组件3,设于所述机架1并衔接于所述出料口,用于的粉料称量和翻倒;以及如上述任一项实施方案的粉料夯实机构4,所述装料桶衔接于粉料称量翻转组件3。
60.这样一来,粉料可通过上料组件2被装填到粉料称量翻转组件3中,并在称量后通过翻倒而被装填入装料桶中,装料桶在装料后通过夯实组件41可得到夯实,进而可实现自
动化的装填工作,避免了人工而导致的装填效率低的问题,减少了成本的投入。
61.请参照图7所示,在本技术的实施例中,所述上料组件2可包括进料斗21、第一振动部件22、第二振动部件24和导料槽23;其中,所述机架1的顶部设有所述进料斗21,进料斗21底部连通有导料槽23,导料槽23的出料口位于所述称料桶31的正上方;所述第一振动部件22设于所述进料斗21的外侧壁,所述第二振动部件24设于所述导料槽23的底部。
62.粉料可先倒入进料斗21中,进料斗21通过其外侧的第一振动部件22可使得其内的粉料能够通过其出料口持续的进入导料槽23中,导料槽23中的粉料再通过第二振动部件24可通过其出料口被持续的向粉料称量翻转组件3输送,由此可实现上料。具体的,导料槽23为水平设置,并通过如直振器的振动设备可对其振动并向粉料称量翻转组件3方向输送;而第一振动部件22可采用一般的振动部件413。具体的,进料斗21设于盖板,并在机架1一侧设置有梯架6,以便于由人工进行上料,当然也可以采用现有其他的机械上料机构。为了能够对进料斗21内的粉料量的检测,可通过一安装支架设置一个超声波传感器25,该超声波传感器25位于进料斗21的上方,控制器5接收该传感器所发送的采集信号,并分析判断,在粉料低于一预设的粉料量或高度时,通过蜂鸣器提醒上料。
63.进一步的,结合图8和图9所示,粉料称量翻转组件3可包括安装板33,具有一可称量的放置面34;称料桶31,置于所述安装板33的放置面34;装料桶位于所述称料桶31的一侧且低于称料桶31;以及翻转部件,设于所述安装板33,并具有可绕一轴向转动的翻转部,该翻转部与所述称料桶31活动连接,以使装料桶可在所述放置面34与装料桶之间绕所述轴向作翻倒动作和复位动作。其中,所述翻转部件可包括驱动电机38、转轴37、连接臂35和活动卡套32;其中,所述驱动电机38的输出轴连接所述转轴37,转轴37通过两个所述连接臂35连接所述活动卡套32,活动卡套32间隙配合的套设在所述称料桶的外侧,并在称料桶31的外壁上部和下部分别设有一限位部,活动卡套32被限位于两个限位部之间。
64.这样一来,在驱动电机38的驱动下,转轴37可带动通过连接臂35连接的活动卡套32转动,而由于活动卡套32与称量桶存在间隙,因而在称量位置时,活动卡套32并不与称量桶接触,所得到的称量数据即为称量桶及其内的粉料的重量;而在称量后,活动卡套32被称量桶上的上下两个限位部限位,在进行翻转动作时因此称量桶可被活动卡套32带动而转动,从而可进行翻倒动作,将称量桶中的粉料倒入装料桶内。
65.进一步的,实现对称量桶分别在称量位置和翻倒位置的检测,所述连接臂35设有两个且分别连接在所述活动卡套32的两侧;在两个所述连接臂35中,一个连接臂35上设有第一检测触发块,第一检测触发块相适配有第一位置检测部件39,第一位置检测部件39固定在所述安装板33上并与所述称量桶相邻;另一个连接臂35上设有第二检测触发块,第二检测触发块相适配有第二位置检测部件36,第二位置检测部件36固定在所述安装板33上并与所述装料桶相邻;所述第一位置检测部件39和所述第二位置检测部件36分别用于称料桶31的称量位置和翻倒位置的检测;所述第一位置检测部件39和第二位置检测部件36同时连接有一控制器5。
66.其中,第一位置检测部件39和第二位置检测部件36可采用传感器进行检测,并分别配合随连接臂35同步转动的触发块而实现随是否翻转到位或复位到位的检测;而控制器5在接收到传感器发送的检测信号后,控制器5则判断已翻转到位并控制驱动电机38停止驱动,在经过预设的翻倒时间后,再控制驱动电机38使成称料桶复位,以进行进料和称量。
67.在具体的实施过程中,该控制器5为可执行一定编程逻辑的控制部件,如plc控制器5。
68.进一步的,为了使位置检测部件与触发块的运动方式相适配和起到限位作用,所述第一检测触发块具有第一斜面,所述第一位置检测部件39具有第一检测接触端,第一检测接触端与第一斜面限位配合;所述第二检测触发块具有第二斜面,所述第二位置检测部件36具有第二检测接触端,第二检测接触端与第二斜面限位配合。
69.具体的,所述第一检测接触端和第二检测接触端均为滚轮结构,并分别与对应的斜面滚动配合。这样一来,通过滚动配合可减小在接触后的摩擦力,以避免检测接触端与触发块的硬性接触而导致的容易损坏的问题。
70.在本技术的实施例中,所述安装板的中部设避让口,在避让口内安装有设有称量传感器的称量板,称量板的顶面构成所述放置面34。
71.该称量传感器设置在安装板33的下方,而其称量板位于该避让口内侧并作为放置称量桶的放置面34,以此在称量桶放置在该放置面34上后可进行称量,所获得的重量数据则传输至控制器5上并进行显示和记录。
72.在本技术的实施例中,所述装料桶的正上方设有接料斗310,接料斗310低于所述称料桶31。在应用于陶瓷粉装填的方面时,由于陶瓷粉需要装入一个较为细长的桶状结构的装料桶中,因此需要一个接料斗310将装填的粉料导入装料桶中。
73.具体的,接料斗310底端的出料口与夯实组件41的挡板顶部连接,并穿过挡板可与装料头连通,进而可便于装料。
74.在机架1的具体实施过程中,机架1内侧和外侧均可根据结构布置情况设置隔板和外板,以对内部进行遮挡。
75.在一些应用场景中,本技术的实施例也可应用于粉末合金压制、新型材料氮化硅陶瓷粉压制以及其他如氧化锆、稀土等新型材料的场景中。
76.本技术实施例的一种装料机的工作原理:
77.首先,由人工通过梯架6往进料斗21内加入粉料,并在夯实组件41的安装底座412上安装上装料桶,该装料桶的顶端与接料斗310的出料口对其,并通过控制器5使第二带式升降部件43将挡板下移,以罩住装料桶的顶端。
78.之后,通过控制器5启动上料组件2、粉末称量翻转机构和夯实机构,依次进行上料、称料、翻倒、装料和夯实的工序,从而完成填料。
79.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型的保护范围。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1