一种固液分离系统的压布折布装置的制作方法
1.本实用新型涉及一种固液分离系统,特别是一种固液分离系统的压布折布装置。
背景技术:
2.中国专利《一种单榨笼污泥压滤系统装置》,授权公告号:cn214991075u,其中公布了布料装置。所述的布料装置就是将滤布规则、整齐的布设在榨笼中。
3.其中,在布料装置4中包括压布装置4-5,压布装置4-5位于下料皮带机4-4和滚布皮带机4-6之间。
4.所述的压布装置4-5包括:压布驱动装置4-5-1、压布辊筒4-5-2和辊筒支座4-5-3;压布辊筒4-5-2位于滚布皮带机4-6一端的上端面,在压布辊筒4-5-2两端的轴上均有辊筒支座4-5-3,辊筒支座4-5-3延伸出支架,在支架上连接有压布驱动装置4-5-1,压布驱动装置4-5-1顶在延伸的支架上。
5.上述布料装置4中的压布装置4-5在布料工作过程中,滤布会跟着布料移动架一起行走,只能对滤布实施压布,而不能在压布的同时进行折布工作,造成滤布不能平整的铺设在榨笼内部。
技术实现要素:
6.本实用新型的目的是要提供一种固液分离系统的压布折布装置,解决布料工作过程中,滤布不能平整的铺设在榨笼内部的问题。
7.本实用新型的目的是这样实现的:压布折布装置包括:布料机架和榨笼;
8.还包括:布料移动架、后端折压布装置、前端折压布装置、折压布缓冲器和推布辊筒;布料移动架、后端折压布装置和前端折压布装置均安装在布料机架上,推布辊筒安装在布料移动架上,折压布缓冲器安装在榨笼上。
9.所述的后端折压布装置和前端折压布装置各有二个,分别位于布料机架的前端和后端,并且与安装在榨笼上的四个折压布缓冲器相对应。
10.所述的后端折压布装置包括:水平驱动器、竖直驱动器、连接臂、后折压布杆、水平导向杆、竖直导向杆、横向导向臂、纵向导向臂和竖直导向杆座;
11.水平驱动器安装在竖直驱动器的动杆上端,竖直驱动器推动水平驱动器上下移动;在水平驱动器的端部连接横向导向臂,水平驱动器的动杆上安装有连接臂,在连接臂的两端分别连接有后折压布杆和水平导向杆,水平导向杆穿入至横向导向臂的导向孔中,并能在该导向孔中滑动运行;在水平驱动器的中部连接有竖直导向杆座,在竖直导向杆座上连接有竖直导向杆,竖直导向杆穿入至纵向导向臂的导向孔,并能在该导向孔中滑动运行,纵向导向臂连接在竖直驱动器的上端。
12.所述的水平驱动器和竖直驱动器是液压油缸、或者是气缸、或者是电动驱动装置中的一种。
13.所述的前端折压布装置包括:旋转驱动器、前折压布杆和安装座;旋转驱动器安装
在安装座上,在旋转驱动器的输出轴上安装有前折压布杆。
14.所述的旋转驱动器是液压马达,或者是电动驱动装置中的一种。
15.所述的折压布缓冲器有四个,分别安装在榨笼上端的四个角上端的外侧。
16.所述的折压布缓冲器包括:橡胶板、弹簧、安装座、螺母、弹簧轴和折布板;
17.弹簧轴的上端连接有折布板,在折布板上表面连接有橡胶板;在弹簧轴上顺序套接有弹簧和安装座,在弹簧轴的下端连接有螺母,将弹簧和安装座锁定在弹簧轴上。
18.有益效果,由于采用了上述方案,压布折布装置的前端折压布装初始状态为前折压布杆处于竖直状态;后端折压布装置初始状态为水平驱动器前进到位,竖直驱动器前进到位状态;工作时,布料移动架前进到位,抵达前端折压布装置上方时,推布滚筒将滤布带至榨笼前端面上,这时前端折压布装置开始动作,前端折压布装置的旋转驱动器开始启动,使其上的前折压布杆向内旋转90度,将滤布折叠并压在折压布缓冲器上,随后布料移动架后退到位,后端折压布装置开始动作,通过液压驱动水平驱动器使其向榨笼内回收,随后竖直驱动器也开始向下回收,使后折压布杆将滤布压在缓冲器上,完成一次折布动作,往返重复动作。在压滤机上安装压布折布装置,在向滤布上布料时,由于前端折压布装置和后端折压布装置的作用,滤布会平顺的向榨笼铺设,运行到预定的位置时就自动折返,滤布不会跟着布料移动架一起行走,使滤布能够平整的铺设在榨笼内部。
19.解决了布料工作过程中,滤布不能平整的铺设在榨笼内部的问题,达到了本实用新型的目的。
20.优点:
21.1、推布辊筒使滤布铺设时绷紧不松散,前后端压折布装置使折布处更为平顺;滤布整体铺设平整度更高、褶皱更少,大大降低了由于较多褶皱、对边不齐而产生的挤压磨损,延长滤布使用寿命;
22.2、由于采用折压布装置,使得铺设滤布时滤布距离榨笼的高度更低,为布料装置节省空间,降低了布料装置的高度,减少了布料移动架在移动、刹车过程中由于布料装置较高而产生的晃动问题,提高系统运行的安全系数;
23.3、整体结构简单,故障率低,检修便捷。
附图说明
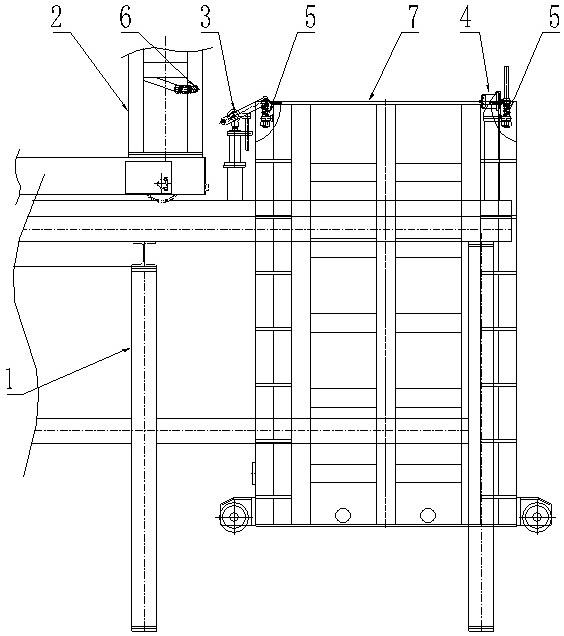
24.图1是本实用新型的结构示意图。
25.图2是本实用新型的后端折压布装置立体结构示意图。
26.图3是本实用新型的后端折压布装置与压布缓冲器结合状态的结构示意图。
27.图4是本实用新型的后端折压布装置初始状态结构示意图。
28.图5是本实用新型的前端折压布装置结构示意图。
29.图6是图5的侧视结构示意图。
30.图7是本实用新型的折压布缓冲器结构示意图。
31.图8是图7的侧视结构示意图。
32.图9是本实用新型滤布移至榨笼前端的工作状态图。
33.图10是本实用新型前端压住滤布的工作状态图。
34.图11是本实用新型推布辊筒后退至榨笼后端的工作状态图。
35.图12是本实用新型后端折压住滤布后,前端松开滤布的工作状态图。
36.图中,1、布料机架;2、布料移动架;3、后端折压布装置;4、前端折压布装置;5、折压布缓冲器;6、推布辊筒;7、榨笼;8、滤布。
37.3-1、水平驱动器;3-2、竖直驱动器;3-3、连接臂;3-4、后折压布杆;3-5、水平导向杆;3-6、竖直导向杆;3-7、横向导向臂;3-8、纵向导向臂;3-9、竖直导向杆座。
38.4-1、旋转驱动器;4-2、前折压布杆;4-3、安装座。
39.5-1、橡胶板;5-2、弹簧;5-3、安装座;5-4、螺母;5-5、弹簧轴;5-6、折布板。
具体实施方式
40.实施例1:压布折布装置包括:布料机架1和榨笼7;还包括:布料移动架2、后端折压布装置3、前端折压布装置4、折压布缓冲器5和推布辊筒6;
41.布料移动架2、后端折压布装置3和前端折压布装置4均安装在布料机架1上,推布辊筒6安装在布料移动架2上,折压布缓冲器5安装在榨笼7上。
42.所述的后端折压布装置3和前端折压布装置4各有二个,分别位于布料机架1的前端和后端,并且与安装在榨笼7上的四个折压布缓冲器5相对应。
43.所述的后端折压布装置3包括:水平驱动器3-1、竖直驱动器3-2、连接臂3-3、后折压布杆3-4、水平导向杆3-5、竖直导向杆3-6、横向导向臂3-7、纵向导向臂3-8和竖直导向杆座3-9;
44.水平驱动器3-1安装在竖直驱动器3-2的动杆上端,竖直驱动器3-2推动水平驱动器3-1上下移动;在水平驱动器3-1的端部连接横向导向臂3-7,水平驱动器3-1的动杆上安装有连接臂3-3,在连接臂3-3的两端分别连接有后折压布杆3-4和水平导向杆3-5,水平导向杆3-5穿入至横向导向臂3-7的导向孔中,并能在该导向孔中滑动运行;在水平驱动器3-1的中部连接有竖直导向杆座3-9,在竖直导向杆座3-9上连接有竖直导向杆3-6,竖直导向杆3-6穿入至纵向导向臂3-8的导向孔,并能在该导向孔中滑动运行,纵向导向臂3-8连接在竖直驱动器3-2的上端。
45.所述的水平驱动器和竖直驱动器是液压油缸、或者是气缸、或者是电动驱动装置中的一种。
46.所述的前端折压布装置4包括:旋转驱动器4-1、前折压布杆4-2和安装座4-3;
47.旋转驱动器4-1安装在安装座4-3上,在旋转驱动器4-1的输出轴上安装有前折压布杆4-2。
48.所述的旋转驱动器是液压马达,或者是电动驱动装置中的一种。
49.所述的折压布缓冲器5有四个,分别安装在榨笼7上端的四个角上端的外侧。
50.所述的折压布缓冲器5包括:橡胶板5-1、弹簧5-2、安装座5-3、螺母5-4、弹簧轴5-5和折布板5-6;
51.弹簧轴5-5的上端连接有折布板5-6,在折布板5-6上表面连接有橡胶板5-1;在弹簧轴5-5上顺序套接有弹簧5-2和安装座5-3,在弹簧轴5-5的下端连接有螺母5-4,将弹簧5-2和安装座5-3锁定在弹簧轴5-5上。
52.布料工作动作过程:步骤1
→
步骤2
→
步骤3
→
步骤4
→
步骤5
→
步骤3
→
步骤6
→
步骤4
→
步骤5
→
步骤3
→
步骤6
→
步骤4
→
步骤5
……
直至布料工作完成;正常工作状态下,步
骤3
→
步骤6
→
步骤4
→
步骤5为不断反复循环的工作步骤;其中,步骤1和步骤2为初始状态步骤;步骤3、步骤4、步骤5和步骤6为工作状态步骤。
53.具体工作步骤如下:
54.步骤1、前端折压布装置初始状态:前折压布杆处于竖直状态。
55.步骤2、后端折压布装置初始状态:水平驱动装置前进到位,竖直驱动装置前进到位。
56.步骤3、布料移动架前进到位,推布辊筒将滤布带至榨笼前端,前端折压布装置开始动作:旋转驱动器启动,前折压布杆4-2旋转90
°
将滤布压在缓冲器上。
57.步骤4、布料移动架后退到位,后端折压布装置开始动作步骤:水平驱动器回程到位;竖直驱动器回程到位,后折压布杆3-4将滤布压在缓冲器上。
58.步骤5、前端折压布装置恢复到初始状态,松开前端滤布。
59.步骤6、后端折压布装置恢复到初始状态,松开后端滤布。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1