用于BLDC组装线上的挡板导笼送料装置的制作方法
用于bldc组装线上的挡板导笼送料装置
技术领域
1.本实用新型属于机械设备技术领域,具体涉及一种用于bldc组装线上的挡板导笼送料装置。
背景技术:
2.转子为电机中必不可少的部分,其结构包括铁芯、甩油帽、平衡块、磁钢、挡板、铆钉等部件,因此,电子转子需要按照一定的顺序进行组装,在组装过程中,挡板作为其中一个工序,主要作用在于阻挡转子内部零部件的掉落,但在组装过程中,需要对挡板的方位进行确定,如果挡板方位错误,导致组装失败,而目前在转子组装过程中,挡板的组装大多需要手动放置,挡板放置的方向完全依靠工人眼力进行判断,该种人工操作除了费时费力、效率低之外,还存在精度不高的问题。
技术实现要素:
3.针对现有技术中存在的问题,本实用新型设计的目的在于提供一种用于bldc组装线上的挡板导笼送料装置,以解决目前效率低、精度低的问题。
4.本实用新型通过以下技术方案加以实现:
5.所述的用于bldc组装线上的挡板导笼送料装置,包括工作台、设置在工作台上用于存放挡板的导笼、用于挡板输送的挡板推料机构、用于挡板旋转定位的旋转定位机构及夹取机构,所述工作台上设置有推料槽,导笼通过固定块与工作台安装,所述固定块上设置有与挡板配合使用的放置槽,工作台靠近夹取机构的一端设置有旋转台,所述旋转定位机构用于驱动旋转台在圆周方向上的运动。
6.优选地,挡板推料机构包括推料气缸、与推料气缸的推杆固定连接的连接块、与连接块刚性连接的推块,所述推块的上一体式有与推料槽配合使用推片。
7.优选地,推料槽设置有两个,所述推块截面呈u型,所述推片伸出u型的两侧边,且推片的端部设置有与挡板边缘相匹配的弧形缺口。
8.优选地,推料气缸通过倒l型结构的气缸安装板与工作台的一端固定连接,所述气缸安装板固定在远离旋转台的一端。
9.优选地,旋转定位机构包括旋转电机、视觉检测摄像头,所述旋转电机对应设置在旋转台的下方,所述旋转电机的电机杆与旋转台的下表面固定,用于驱动旋转台的旋转,所述视觉检测摄像头对应设置在旋转台的上方,用于监控旋转台上的挡板的旋转方位。
10.优选地,夹取机构包括机械手夹爪、用于驱动机械手夹爪水平位移的水平位移机构、用于驱动机械手夹爪竖直位移的竖直位移机构。
11.优选地,水平位移机构包括水平安装板、设置在水平安装板上的导轨、沿导轨运动的水平位移板、水平运动气缸,所述水平运动气缸通过水平运动推杆与水平位移板的一端连接;所述竖直位移机构包括竖直安装板、竖直位移板及竖直运动气缸,所述竖直安装板上一体式设置有滑槽,所述竖直位移板通过其上设置的滑块与滑槽配合,所述竖直运动气缸
用于驱动竖直位移板沿滑槽上下移动。
12.优选地,水平安装板的两端均设置有限位缓冲器,用于限位水平位移板的位移距离。
13.优选地,机械手夹爪的底部均布设置有吸盘。
14.本实用新型自动化程度高,通过设置的导笼,实现挡板的提前放置,挡板推料机构的设置,便于实现转子组装过程中挡板的自动上料,节约人工成本,旋转定位机构的设置,便于挡板放置方向的精准定位,提高装配的精度。
附图说明
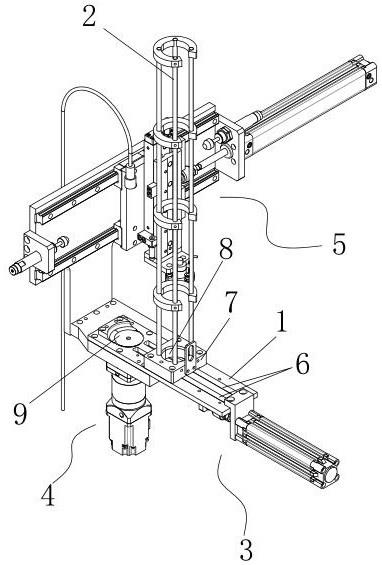
15.图1-图2为本实用新型整体结构示意图;
16.图3为推块的结构示意图;
17.图4为推块安装关系图;
18.图中,1-工作台,2-导笼,3-挡板推料机构,301-推料气缸,302-推杆,303-连接块,304-推块,305-推片,306-气缸安装板,4-旋转定位机构,401-旋转电机,402-视觉检测摄像头,403-电机杆,5-夹取机构,501-机械手夹爪,502-水平安装板,503-导轨,504-水平位移板,505-水平 运动气缸,506-水平运动推杆,507-竖直安装板,508-竖直位移板,509-竖直运动气缸,510-滑槽,511-滑块,512-限位缓冲器,513-吸盘,6-推料槽,7-固定块,8-放置槽,9-旋转台。
具体实施方式
19.以下结合说明书各附图,对本实用新型的结构做进一步的描述,以使理解更加方便。
20.本实用新型用于bldc组装线上的挡板导笼送料装置,属于电机转子组装生产线上的一个工位,用于挡板的自动上料、输送、旋转定位及夹取,该整个流程自动化程度高,取代目前的人工操作,提高工作效率及安装精度。
21.如图1-图2所示,用于bldc组装线上的挡板导笼送料装置,包括工作台1、设置在工作台1上用于存放挡板的导笼2、用于挡板输送的挡板推料机构3、用于挡板旋转定位的旋转定位机构4及夹取机构5,工作台1上设置有推料槽6,导笼2通过固定块7与工作台1安装,固定块7上设置有与挡板配合使用的放置槽8,工作台1靠近夹取机构5的一端设置有旋转台9,旋转定位机构4用于驱动旋转台9在圆周方向上的运动。其中,推料槽6便于挡板沿着推料槽6被推送到旋转台9上。
22.如图3-图4所示,挡板推料机构3包括推料气缸301、与推料气缸301的推杆302固定连接的连接块303、与连接块303刚性连接的推块304,推料气缸301通过倒l型结构的气缸安装板306安装在远离旋转台9一端的工作台1上,推块304的上一体式有与推料槽6配合使用推片305,推块304截面呈u型,推片305伸出u型的两侧边,与两个推料槽6配合使用,且推片305的端部设置有与挡板边缘相匹配的弧形缺口。
23.继续参阅图1-图2,旋转定位机构4包括旋转电机401、视觉检测摄像头402,旋转电机401对应设置在旋转台9的下方,旋转电机401的电机杆403与旋转台9的下表面固定,用于驱动旋转台9的旋转,视觉检测摄像头402对应设置在旋转台9的上方,用于监控旋转台9上
的挡板的旋转方位。视觉检测摄像头402为现有技术,可直接购买,用于检测旋转台9上的挡板是否旋转到位,旋转到位,电机停止工作,该控制系统也看根据现有技术进行设定,不做具体描述。
24.继续参阅图1-图2,夹取机构5包括机械手夹爪501、用于驱动机械手夹爪501水平位移的水平位移机构、用于驱动机械手夹爪501竖直位移的竖直位移机构,其中,机械手夹爪501的底部均布设置有吸盘513,用于对挡板的吸取;水平位移机构包括水平安装板502、设置在水平安装板502上的导轨503、沿导轨503运动的水平位移板504、水平运动气缸505,水平运动气缸505通过水平运动推杆506与水平位移板504的一端连接,为实现对水平位移板504的限位,在水平安装板502的两端均设置有限位缓冲器512;竖直位移机构包括竖直安装板507、竖直位移板508及竖直运动气缸509,竖直安装板507上一体式设置有滑槽510,竖直位移板508通过其上设置的滑块511与滑槽510配合,竖直运动气缸509用于驱动竖直位移板508沿滑槽510上下移动。
25.本实用新型整体工作过程,将所有待组装的挡板放置到导笼2中,启动推料气缸301,气缸推杆302带动连接块303上的推块304移动直至两个推片305与导笼2最下方的挡板接触,继续推动挡板至旋转台9上,此时,旋转电机401工作,带动电极杆403及旋转台9一起转动,使得放置在旋转台9上的挡板一起跟着旋转,位于旋转台9上方的视觉检测摄像头402实时监控挡板旋转的方向,待挡板旋转到规定的方位后,视觉检测摄像头402反馈给控制系统,控制系统控制旋转电机401停止工作,此时,水平运动气缸505工作带动水平位移板504水平运动,运动合适位置后,竖直运动气缸509工作,带动竖直位移板508向下运动直至设置在竖直位移板508上的机械手夹爪501的吸盘513与挡板接触,将挡板吸起后进入到下一工序,完成一个挡板的送料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1