一种含有三七的保健品粉末压片装置的制作方法
本技术涉及压片装置,具体是指一种含有三七的保健品粉末压片装置。
背景技术:
1、保健品在制作成片剂时需要用到压片装置,现有的压片装置,在进行投料时,投料量无法精确把控看,致使压合而成的片剂厚度不一致。同时,现有的压片装置自动化程度不高,在进行压片过程中,需要人工的干预,致使压片效率不高。
技术实现思路
1、本实用新型要解决的技术问题是,针对上述问题,提供一种投料量精确、片剂厚度差异小、无需人工干预、生产效率高的含有三七的保健品粉末压片装置。
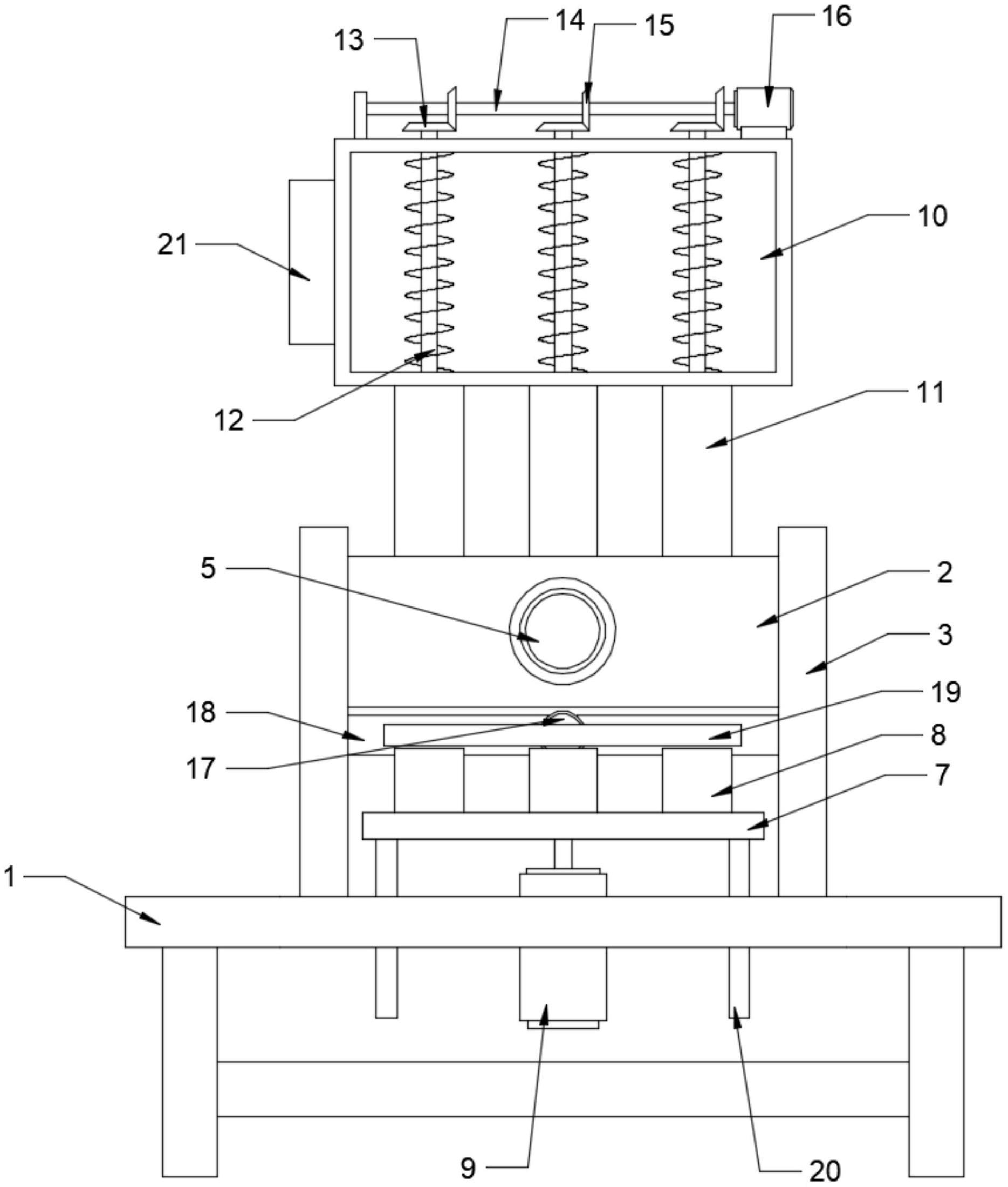
2、为解决上述技术问题,本实用新型提供的技术方案为:一种含有三七的保健品粉末压片装置,包括台面,所述台面上方设有压模,所述压模左右两端通过支撑板与台面连接,所述压模内均匀设有型腔,所述压模正面设有电动推杆一,所述压模内滑动连接有挡板,所述电动推杆一的活塞杆与挡板连接,所述压模下方设有升降板,所述升降板上端面均匀设有凸块,所述凸块与型腔位置对应,所述台面上设有气缸,所述气缸的活塞杆与升降板连接,所述压模上方设有料箱,所述料箱通过送料管与型腔连通,所述送料管内转动连接有送料螺杆,所述送料螺杆上端露出料箱,所述送料螺杆上端设有齿轮一,所述料箱上方转动连接有传动杆,所述传动杆上均匀设有齿轮二,所述齿轮二与齿轮一啮合,所述料箱上端面设有电机,所述电机的输出端与传动杆连接,所述支撑板后端之间设有电动推杆二,所述电动推杆二通过连接杆与支撑板连接,所述电动推杆二的活塞杆上设有推板。
3、本实用新型与现有技术相比的优点在于:该含有三七的保健品粉末压片装置,气缸的活塞杆伸出,升降板向上运动,凸块运动至型腔内,电机带动传动杆转动,通过齿轮二和齿轮一的啮合,带动送料螺杆转动,送料螺杆将料箱内的粉末状物料定量的送至型腔内,落在凸块上;电动推杆一的活塞杆伸出,带动挡板运动,挡板对型腔上端进行隔断,气缸的活塞杆伸出,升降板向上运动,升降板带动凸块向上运动,凸块对型腔内的粉料进行压制;压制成型后,气缸的活塞杆缩回,凸块运动出型腔,片剂位于凸块上端,电动推杆二的活塞杆伸出,带动推板运动,将凸块上端的片剂推下,整个过程无需人工干预,提升了生产效率。
4、作为改进,所述升降板下端面两端设有导向杆,所述导向杆与台面滑动连接。导向杆对升降板的升降方向进行导向。
5、作为改进,所述料箱侧面设有与其连通的进料管。通过进料管向料箱补充粉料。
6、作为改进,所述电机采伺服电机。可精确控制电机转动角度,进而精确控制投料量。
7、作为改进,所述气缸采用行程气缸。可精确控制气缸活塞杆伸出的长度。
技术特征:
1.一种含有三七的保健品粉末压片装置,包括台面(1),其特征在于:所述台面(1)上方设有压模(2),所述压模(2)左右两端通过支撑板(3)与台面(1)连接,所述压模(2)内均匀设有型腔(4),所述压模(2)正面设有电动推杆一(5),所述压模(2)内滑动连接有挡板(6),所述电动推杆一(5)的活塞杆与挡板(6)连接,所述压模(2)下方设有升降板(7),所述升降板(7)上端面均匀设有凸块(8),所述凸块(8)与型腔(4)位置对应,所述台面(1)上设有气缸(9),所述气缸(9)的活塞杆与升降板(7)连接,所述压模(2)上方设有料箱(10),所述料箱(10)通过送料管(11)与型腔(4)连通,所述送料管(11)内转动连接有送料螺杆(12),所述送料螺杆(12)上端露出料箱(10),所述送料螺杆(12)上端设有齿轮一(13),所述料箱(10)上方转动连接有传动杆(14),所述传动杆(14)上均匀设有齿轮二(15),所述齿轮二(15)与齿轮一(13)啮合,所述料箱(10)上端面设有电机(16),所述电机(16)的输出端与传动杆(14)连接,所述支撑板(3)后端之间设有电动推杆二(17),所述电动推杆二(17)通过连接杆(18)与支撑板(3)连接,所述电动推杆二(17)的活塞杆上设有推板(19)。
2.根据权利要求1所述的一种含有三七的保健品粉末压片装置,其特征在于:所述升降板(7)下端面两端设有导向杆(20),所述导向杆(20)与台面(1)滑动连接。
3.根据权利要求1所述的一种含有三七的保健品粉末压片装置,其特征在于:所述料箱(10)侧面设有与其连通的进料管(21)。
4.根据权利要求1所述的一种含有三七的保健品粉末压片装置,其特征在于:所述电机(16)采伺服电机。
5.根据权利要求1所述的一种含有三七的保健品粉末压片装置,其特征在于:所述气缸(9)采用行程气缸。
技术总结
本技术公开了一种含有三七的保健品粉末压片装置,台面上方设有压模,压模内均匀设有型腔,压模正面设有电动推杆一,压模内滑动连接有挡板,电动推杆一的活塞杆与挡板连接,压模下方设有升降板,升降板上端面均匀设有凸块,台面上设有气缸,压模上方设有料箱,料箱通过送料管与型腔连通,送料管内转动连接有送料螺杆,送礼螺杆上端露出料箱,送料螺杆上端设有齿轮一,料箱上方转动连接有传动杆,传动杆上均匀设有齿轮二,料箱上端面设有电机,支撑板后端之间设有电动推杆二,电动推杆二的活塞杆上设有推板。本技术的优点在于:投料量精确、片剂厚度差异小、无需人工干预、生产效率高。
技术研发人员:李浩成,范银英,王海燕
受保护的技术使用者:云南现代民族药工程技术研究中心
技术研发日:20220412
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!