一种入库读码装置的制作方法
本技术属于读码设备,尤其涉及一种入库读码装置。
背景技术:
1、生产出来的产品都需要使用包装袋进行包装,每一个产品都有相应的编码,相应的用于包装产品的包装袋也会配套进行编码,则包装袋在封装入库前都需要对其表面的二维码进行扫码入库,产品与包装袋的数量以及编码都是一一对应。
2、工厂对包装袋进入库,一般采用的都是由操作员持手持式扫码枪对料袋进行扫码入库,这种人工扫码的方式很容易导致效率低下,且操作员疲劳强度较大,而如若工厂不对包装袋不进行读码,只统计数量,不利于后期产品的信息追溯,为此,我们设计一种自动扫码的入库读码装置。
技术实现思路
1、本实用新型是为了解决背景技术中提出的技术问题,而提出的一种入库读码装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
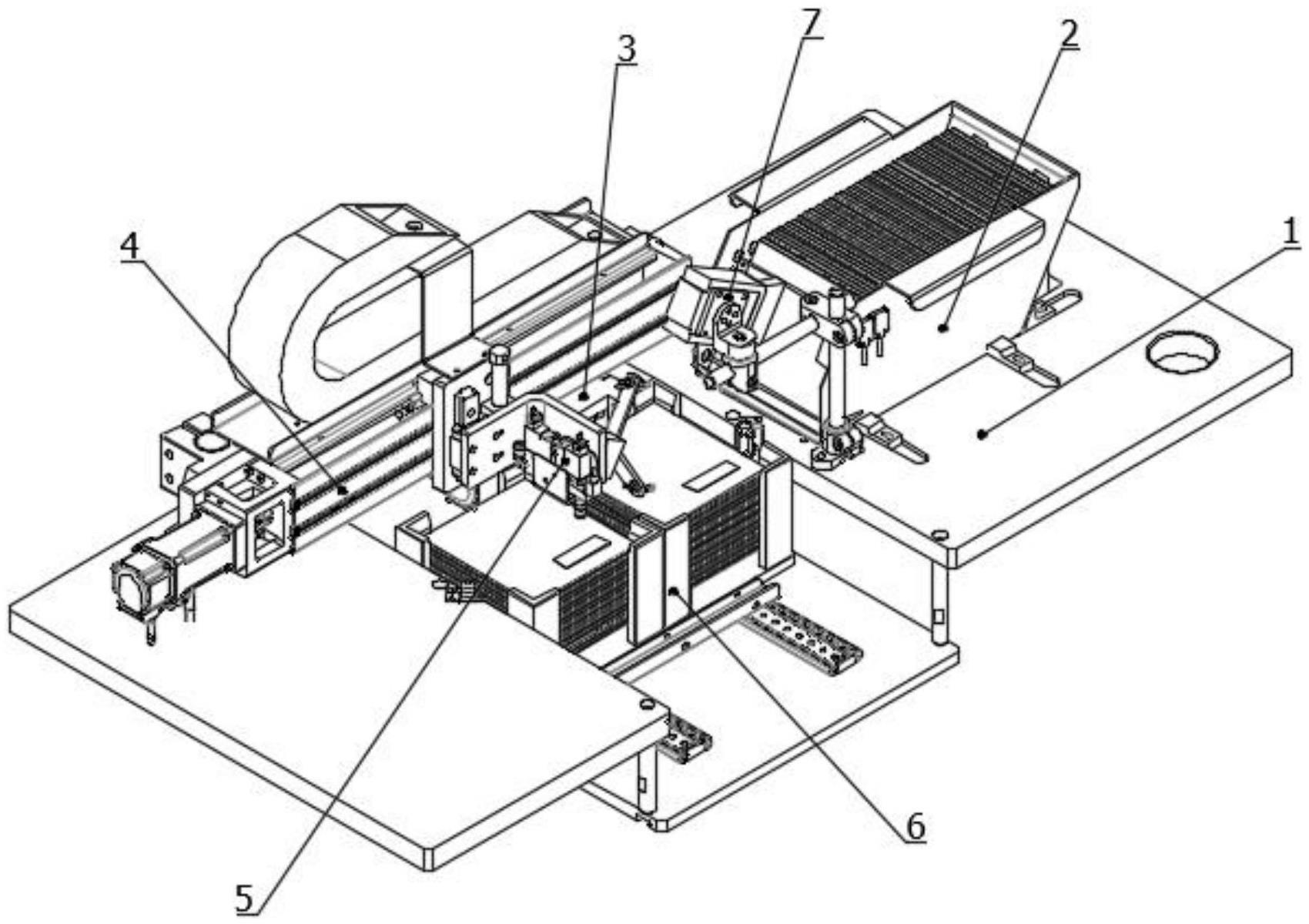
3、一种入库读码装置,所述入库读码装置包括:
4、底座,所述底座上设置有安装槽,所述底座上的一侧安装有x方向料袋进给模组和x方向吸头移动模组,所述x方向吸头移动模组安装在底座的上表面,所述x方向料袋进给模组安装在底座的下表面;
5、安装在底座上的料仓模组,所述料仓模组的一端朝向安装槽,且该料仓模组的一端开设有出口,所述出口上固定安装有读码器,所述x方向料袋进给模组的一端与料仓模组接触;
6、设置在安装槽内的料盘模组,所述料盘模组上方设置有吸头模组,所述吸头模组与x方向吸头移动模组连接。
7、优选的,所述x方向料袋进给模组包括固定安装在底座上的第一直线模组,所述第一直线模组的一侧安装有多个第一光电传感器,所述第一直线模组的一端设置有第一伺服电机,所述第一伺服电机的驱动端固定连接有第一联轴器,所述第一伺服电机通过第一联轴器与直线模组连接,所述第一直线模组内转动连接有与第一联轴器连接的丝杆,所述x方向料袋进给模组还包括执行件和连接板,所述执行件滑动连接在第一直线模组上,所述连接板固定安装在执行件上,所述连接板滑动穿过底座,所述丝杆与执行件的一端螺纹套接。
8、优选的,所述料仓模组包括安装在底座上的钣金料仓,所述钣金料仓内存放有料袋,所述钣金料仓的两侧对称设置有多个前后定位夹紧块,所述钣金料仓远离安装槽的一端设置有左右定位夹紧块,所述钣金料仓通过左右定位夹紧块和前后定位夹紧块固定安装在底座上,所述钣金料仓上设置有开口,所述开口的下方安装有一号透过型光电传感器,所述开口的上方安装有相互邻近的三号透过型光电传感器和二号透过型光电传感器,所述钣金料仓远离开口的一端开设有插口,所述连接板滑动插设在插口内。
9、优选的,所述x方向吸头移动模组包括安装在底座上的第二直线模组,所述第二直线模组的一端设置有第二伺服电机,所述第二伺服电机的驱动端固定连接有第二联轴器,所述第二直线模组内也安装有丝杆,所述第二伺服电机通过第二联轴器与该丝杆固定连接,所述第二直线模组的一侧固定连接有多个第二光电传感器,所述第二直线模组通过多个轴座与底座固定连接,所述x方向吸头移动模组还包括有坦克链、坦克链安装钣金和轴座,所述坦克链安装钣金滑动安装在第二直线模组的侧面,所述坦克链固定安装在坦克链安装钣金上,所述丝杆与坦克链安装钣金的一侧螺纹连接。
10、优选的,所述料盘模组包括并排设置的一对定位块,所述安装槽的内壁上安装有与定位块对应的导轨,所述定位块滑动设置在导轨上,所述定位块放置有料袋,其中一个所述定位块的侧边设置有两个五号透过型光电传感器,另一个所述定位块的侧边设置有两个四号透过型光电传感器,两个所述定位块的同一端的位置设置有磁力锁,其中一个所述五号透过型光电传感器和四号透过型光电传感器均与磁力锁连接。
11、优选的,所述吸头模组包括链接钣金、阀片安装钣金和安装在阀片安装钣金内的真空发生器阀片,所述链接钣金的一端与坦克链固定连接,所述链接钣金朝向阀片安装钣金的一端固定安装有直线滑轨和笔形气缸,所述阀片安装钣金通过直线滑轨与链接钣金滑动连接,所述笔形气缸的驱动端通过浮动接头与阀片安装钣金固定连接,所述阀片安装钣金的侧面通过连接件连接有爪形连接件,所述爪形连接件的末端安装有吸嘴。
12、与现有技术相比,本实用新型的有益效果是:
13、1、本装置通过读码器正对排列有序的料袋,依次实现料袋的自动化读码,且读取完毕一个料袋,吸头模组将读取过的料袋移动到相应的料盘内,从而能够自动实现读码,以及读码完毕后料袋的及时移开,提高读码效率,降低了操作员的劳动强度。
14、2、本装置基于三组透过型光电传感器,实现对料袋的全姿态监测,实时判断钣金料仓内是否还存有料袋,从而决策x方向吸头移动模组、x方向料袋进给模组和吸头模组的移动方式,本装置结构简单,成本低廉。
技术特征:
1.一种入库读码装置,其特征在于,所述入库读码装置包括:
2.根据权利要求1所述的一种入库读码装置,其特征在于,所述x方向料袋进给模组(3)包括固定安装在底座(1)上的第一直线模组(35),所述第一直线模组(35)的一侧安装有多个第一光电传感器(34),所述第一直线模组(35)的一端设置有第一伺服电机(33),所述第一伺服电机(33)的驱动端固定连接有第一联轴器(36),所述第一伺服电机(33)通过第一联轴器(36)与第一直线模组(35)连接,所述第一直线模组(35)内转动连接有与第一联轴器(36)连接的丝杆,所述x方向料袋进给模组(3)还包括执行件(31)和连接板(32),所述执行件(31)滑动连接在第一直线模组(35)上,所述连接板(32)固定安装在执行件(31)上,所述连接板(32)滑动穿过底座(1),所述丝杆与执行件(31)的一端螺纹套接。
3.根据权利要求2所述的一种入库读码装置,其特征在于,所述料仓模组(2)包括安装在底座(1)上的钣金料仓(26),所述钣金料仓(26)内存放有料袋(61),所述钣金料仓(26)的两侧对称设置有多个前后定位夹紧块(22),所述钣金料仓(26)远离安装槽的一端设置有左右定位夹紧块(21),所述钣金料仓(26)通过左右定位夹紧块(21)和前后定位夹紧块(22)固定安装在底座(1)上,所述钣金料仓(26)上设置有开口,所述开口的下方安装有一号透过型光电传感器(25),所述开口的上方安装有相互邻近的三号透过型光电传感器(23)和二号透过型光电传感器(24),所述钣金料仓(26)远离开口的一端开设有插口,所述连接板(32)滑动插设在插口内。
4.根据权利要求1所述的一种入库读码装置,其特征在于,所述x方向吸头移动模组(4)包括安装在底座(1)上的第二直线模组(45),所述第二直线模组(45)的一端设置有第二伺服电机(47),所述第二伺服电机(47)的驱动端固定连接有第二联轴器(46),所述第二直线模组(45)内也安装有丝杆,所述第二伺服电机(47)通过第二联轴器(46)与该丝杆固定连接,所述第二直线模组(45)的一侧固定连接有多个第二光电传感器(44),所述第二直线模组(45)通过多个轴座(43)与底座(1)固定连接,所述x方向吸头移动模组(4)还包括有坦克链(41)、坦克链安装钣金(42)和轴座(43),所述坦克链安装钣金(42)滑动安装在第二直线模组(45)的侧面,所述坦克链(41)固定安装在坦克链安装钣金(42)上,所述丝杆与坦克链安装钣金(42)的一侧螺纹连接。
5.根据权利要求1所述的一种入库读码装置,其特征在于,所述料盘模组(6)包括并排设置的一对定位块(66),所述安装槽的内壁上安装有与定位块(66)对应的导轨(62),所述定位块(66)滑动设置在导轨(62)上,所述定位块(66)放置有料袋(61),其中一个所述定位块(66)的侧边设置有两个五号透过型光电传感器(65),另一个所述定位块(66)的侧边设置有两个四号透过型光电传感器(63),两个所述定位块(66)的同一端的位置设置有磁力锁(64),其中一个所述五号透过型光电传感器(65)和四号透过型光电传感器(63)均与磁力锁(64)连接。
6.根据权利要求4所述的一种入库读码装置,其特征在于,所述吸头模组(5)包括链接钣金(51)、阀片安装钣金(56)和安装在阀片安装钣金(56)内的真空发生器阀片(57),所述链接钣金(51)的一端与坦克链(41)固定连接,所述链接钣金(51)朝向阀片安装钣金(56)的一端固定安装有直线滑轨(58)和笔形气缸(52),所述阀片安装钣金(56)通过直线滑轨(58)与链接钣金(51)滑动连接,所述笔形气缸(52)的驱动端通过浮动接头(59)与阀片安装钣金(56)固定连接,所述阀片安装钣金(56)的侧面通过连接件(54)连接有爪形连接件(53),所述爪形连接件(53)的末端安装有吸嘴(55)。
技术总结
本技术公开了一种入库读码装置,包括:底座,所述底座上设置有安装槽,所述底座上的一侧安装有X方向料袋进给模组和X方向吸头移动模组,所述X方向吸头移动模组安装在底座的上表面,所述X方向料袋进给模组安装在底座的下表面;安装在底座上的料仓模组,所述料仓模组的一端朝向安装槽,且该料仓模组的一端开设有出口,所述出口上固定安装有读码器,所述X方向料袋进给模组的一端与料仓模组接触。本装置通过读码器正对排列有序的料袋,依次实现料袋的自动化读码,且读取完毕一个料袋,吸头模组将读取过的料袋移动到相应的料盘内,从而能够自动实现读码,以及读码完毕后料袋的及时移开,提高读码效率,降低了操作员的劳动强度。
技术研发人员:王卫,王加伟,许山虎,王从东,王康
受保护的技术使用者:连云港中蓝光电科技有限公司
技术研发日:20220421
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!