一种双通道自补料计数机的制作方法
1.本实用新型涉及计数设备的技术领域,特别涉及一种双通道自补料计数机。
背景技术:
2.数粒机是一种被广泛应用于药品、食品、五金、玩具等诸多领域的自动化包装设备,其作用是自动对颗粒状、片状、胶囊或丸剂等物料进行计数,为这些物料的后续定量包装提供条件。本技术人于2019年10月31日申请了专利号为cn 201921860680.9的发明专利,其公开了一种多轨数粒机,包括机架、供料装置、振动输送装置和计数下料装置,供料装置、振动输送装置和计数下料装置均安装在机架上并且自前至后依次排列;振动输送装置包括第一振动器、第二振动器、第一输送轨和至少两个第二输送轨,第一振动器、第二振动器均安装在所述机架上,第一输送轨安装在第一振动器上并且沿前后方向设置,第一输送轨的底板后端设有至少两个前后走向的分料槽,各个第二输送轨均安装在第二振动器上并且沿前后方向设置,第二输送轨与分料槽的数量相同且一一对应,第二输送轨前端处在分料槽后端的正下方,第二输送轨的底板自右至左逐渐向下倾斜,第二输送轨的底板后端设有条形理料部和条形落料孔,条形理料部和条形落料孔均沿前后方向延伸,条形落料孔处在条形理料部的右侧;每个第二输送轨中均设有限宽板和限高板。这种多轨数粒机虽然设置了多条第二输送轨,利用振动输送将物料振散,可以输送形状相对复杂的物料,能够提高体积小形状复杂的物料的输送速度,但是不能对不合格及数量多了的物料立即进行剔除,对合格的物料无法快速收集,工作效率不高,造成时间的浪费;而且现有的输送轨在振动器在停止工作时会产生一定的余震,输送轨无法立即停止震动,从而导致输送轨末端的物料在余震作用下容易发生掉落,使物料的计数无法达到精准,同时也导致了输送轨无法提高物料的输送速度。
技术实现要素:
3.本实用新型实施例所要解决的技术问题在于,提供一种双通道自补料计数机,结构简单、自动化程度高、传送速度高,实现双通道自动计数分拣补料。
4.为达到上述目的,本实用新型公开了一种双通道自补料计数机,包括震动盘、直线供料装置、传送装置、预填充装置,所述直线供料装置包括并列设置第一直线流道、第二直线流道,所述震动盘上具有一对出料导轨,所述震动盘上的物料通道出料导轨分别导入所述第一、第二直线流道上,所述传送装置包括第一传送带、第二传送带,所述第一、第二直线流道在直线驱动装置驱动下将物料呈一字排列并依次输入所述第一、第二传送带上;
5.所述预填充装置包括腔体、第一合页翻板、第二合页翻板,所述腔体的内部通过隔板左右分隔为第一下料通道、第二下料通道,所述第一、第二下料通道连通的上方分别设置有计数装置,用于对物料进行计数,所述第一、第二下料通道的下料口分别设置有第一叶片、第二叶片,用于控制所述第一、第二下料通道的落料,所述隔板的中部具有缺口,所述第一、第二合页翻板的上部转动设置于所述缺口内,且所述腔体的两侧分别具有与所述第一、
第二下料通道连通的剔除口,所述剔除口上分别转动设置有剔除板,用于控制剔除口开闭,通过所述第一、第二合页翻板与所述剔除口配合导通,用于剔除不合格物料,或者所述第一、合页翻板分别与所述第一、第二下料通道配合导通,用于投放合格物料。
6.优选的,所述腔体的中部固定设置有铰接轴,所述第一、第二合页翻板分别铰接设置于所述铰接轴上,通过第一翻转驱动装置、第二翻转驱动装置分别驱动所述第一合页翻板、第二合页翻板旋转。
7.优选的,还包括提升带,所述提升带的下部设置有储料斗,且所述提升带的顶部设置有导流通道,通过所述提升带将所述储料斗内的物料输入所述导流通道内,使所述导流通道将所述提升带上的物料导入所述震动盘内。
8.优选的,所述腔体的两侧分别设置有剔除滑道,用于承接不合格物料,并将不合格的物料导入所述储料斗内。
9.所述第一、第二传送带的表面沿传送方向依次设置有若干凹槽。
10.优选的,所述第一、第二直线流道的中部底面具有筛料口,所述第一、第二直线流道侧壁于所述筛料口分别设置有插槽,所述插槽内滑动插装有插板,且所述第一、第二直线流道侧壁于所述筛料口的上方分别设置有吹气装置。
11.优选的,所述第一、第二下料通道的侧壁于所述第一、第二合页翻板的上方分别设置有第一吹气辅助装置、第二吹气辅助装置。
12.优选的,所述腔体的上部分别设置有与所述第一、第二下料通道连通的进料口,所述计数装置分别设置于所述进料口上。
13.优选的,所述剔除板的上部两侧分别设置有第一轴杆,所述第一轴杆分别与所述腔体转动连接,通过剔除驱动装置分别驱动所述剔除板旋转。
14.优选的,所述第一、第二叶片的上部两侧分别设置有第二轴杆,所述第二轴杆分别与所述腔体转动连接,通过第一叶片驱动装置、第二叶片驱动装置分别驱动所述第一、第二叶片旋转。
15.相比于现有技术,本实用新型的有益效果在于:
16.本实用新型采用两条独立的直线流道,通过震动盘上的物料通过两条出料导轨分别导入直线流道,通过筛选口配合吹气装置剔除宽度、高度不符合的物料,保证直线流道上的物料依次有序排列输送,便于后续的计数分拣,从而提高物料的输送效率。
17.由于第一、第二直线流道的末端增加有第一、第二传送带,并且第一、第二传送带与第一、第二直线流道之间同步启停,因此在第一、第二直线流道在停止工作时,第一、第二直线流道所产生的余震使末端的物料掉落在第一、第二传送带,由于第一、第二传送带的摩擦力使掉落的物料停止,能够有效防止物料掉落到预填充装置内,从而使计数更加精准,因此第一、第二直线流道能够满足高速下物料的输送,且第一、第二传送带相较于现有的分拣传送带更短,大大提高物料的传送效率。
18.第一、第二合页翻板之间采用铰接方式连接,并且第一、第二合页翻板均能够被独立控制,使第一、第二合页翻板独立控制第一、第二下料通道内物料的输送情况,即物料合格则通过第一合页翻板/第二合页翻板控制物料落入第一叶片/第二叶片上暂时缓存,或者物料不合格则通过第一合页翻板/第二合页翻板配合剔除口导通,使不合格的物料剔除出第一下料通道/第二下料通道,通过剔除通道滑入储料斗继续筛选,从而实现双通道物料分
拣,大大提高物料的下料效率。
附图说明
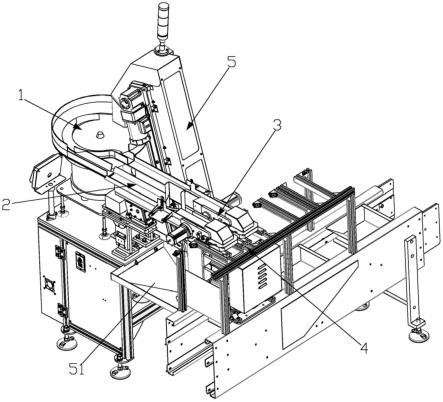
19.图1为本实用新型的整体结构示意图;
20.图2为直线供料装置的整体结构示意图;
21.图3为示出图2中的a部结构示意图;
22.图4为预填充装置的内部结构示意图;
23.图5为第一、第二合页翻板的结构示意图;
24.图6为预填充装置的主视图i;
25.图7为预填充装置的主视图ii;
26.图8为预填充装置的后部示意图
27.图9为提升带的整体结构示意图。
具体实施方式
28.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
29.参照图1所示,一种双通道自补料计数机,其特征在于,包括震动盘1、直线供料装置2、传送装置3、预填充装置4、提升带5。
30.再结合图2、图9所示,提升带5的下部设置有储料斗51,储料斗51内储存有物料,且提升带5的上部设置有导流通道52,而导流通道的出料口相对于震动盘的上方,通过提升带5将储料斗51内的物料输入导流通道52内,使导流通道52将提升带52上的物料导入震动盘1内,导流通道有效实现缓冲的作用,使物料能够平稳落入震动盘内,避免物料掉落出震动盘1外,影响工作环境,直线供料装置2包括并列设置第一直线流道21、第二直线流道22,震动盘1上具有一对出料导轨11、12,震动盘1上的物料通过出料导轨11、12分别导入第一、第二直线流道21、22上,第一、第二直线流道21、22设置于直振器上,因此物料在直振器的振动作用下呈一字排列输送。
31.参照图2、图3所示,第一、第二直线流道21、22的中部底面具有筛料口 23,第一、第二直线流道21、22侧壁于筛料口23分别设置有插槽241,插槽241 内滑动插装有插板24,第一、第二直线流道21、22的侧壁分别设置有调节座,调节座的底面与插板24均设置有条形槽,因此本实施例可根据物料的大小调整插板24伸入筛料口23的距离,保证插板24伸出的长度能够控制物料通过的尺寸,当物料大于插板2伸出的长度,则物料从筛料口23掉出。
32.第一、第二直线流道21、22侧壁于所述筛料口23的上方分别设置有吹气装置25,吹气装置25包括吹气嘴,吹气嘴连接有气源,通过打开气源,使吹气嘴将高于一个物料的高度的叠加物料吹入筛料口23内并从筛料口23掉出。从而实现物料能够整齐输送,保证后续计数更加精准,同时提高物料的输送效率。
33.参照图1、图2所示,预填充装置4设置于传送装置3的下方,传送装置3 包括第一传送带31、第二传送带32,物料经过第一、第二直线流道21、22整齐排列后依次输入第一、第二传送带31、32上,使第一、第二传送带31、32将物料分别输入预填充装置4,且第一、第二传送带31、32的上方设置有工业相机,用于对第一、第二传送带332上的物料进行检测,判断物料
是否合格,有效提高产品的质量,且第一、第二传送带31、32的表面沿传送方向依次设置有若干凹槽,从而大大增加了第一、第二传送带31、32表面的摩擦力,避免第一、第二传送带31、32停止时,多个物料在惯性的作用下落入预填充装置4内,从而影响预填充装置4的计数工作,而且凹槽能够防止球形或者环形物料在第一、第二传送带31、32上发生滚动导致多个物料堆聚到一起影响工业相机的工作精度。
34.参照图1、图2所示,并且本实施例中由于第一、第二直线流道21、22在停止时会产生余震,导致第一、第二直线流道21、22上部分的物料在余震下掉落,容易出现计数不精准的情况。由于本实施例在第一、第二直线流道21、22 的末端增加了第一、第二传送带31、32,而第一、第二传送带31、32与第一、第二直线流道21、22同步启停,因此在第一、第二直线流道21、22停止时,部分物料在第一、第二直线流道21、22的余震作用下掉落在第一、第二传送带31、 32上,由于第一、第二传送带31、32表面的摩擦力使物料停止,从而实现第一、第二直线流道21、22能够满足物料的高速输送,大大提高输送效率。避免预填充装置4内的物料达到所需的数量时,第一、第二直线流道21、22停止工作后因产生的余震带动部分物料掉落在预填充装置4内导致计数出现失误。
35.参照图4、图6、图7所示,预填充装置4包括腔体41、第一合页翻板42、第二合页翻板43,腔体41的内部通过隔板411左右分隔为第一下料通道412、第二下料通道413,腔体41的上部分别设置有与第一、第二下料通道412、413 连通的进料口,且进料口的上方设置有计数装置6,用于对物料进行计数。隔板 411的中部具有缺口,第一、第二合页翻板42、43转动设置于缺口内,腔体41 的中部固定设置有铰接轴421,第一、第二合页翻板42、43的上部分别转动设置于铰接轴上,且第一、第二合页翻板42、43的端部分别设置有第一齿轮422、423(如图5),腔体41的前、后侧面分别设置有第一翻转驱动装置421、第二翻转驱动装置431(如图5、图8),本实施例优选采用电机,其输出端上设置有与第一齿轮相啮合的第一驱动齿轮422、423,通过第一翻转驱动装置421、第二翻转驱动装置431分别驱动第一合页翻板42、第二合页翻板43旋转,用于筛选第一、第二下料通道412、413内的物料,同时,第一齿轮422、423上固定设置有第一定位块,第一、第二翻转驱动装置421、431的一侧设置有第一光电开关,用于检测第一定位块的位置,使第一、第二合页翻板42、43能够旋转到指定的位置,从而实现第一、第二合页翻板42、43能够分别独立控制第一、第二下料通道的下料情况。
36.参照图6、图7所示,腔体41的下部转动设置有第一叶片44、第二叶片45,使第一、第二叶片44、45控制第一、第二下料通道412、413开闭,且腔体41 的两侧分别具有与第一、第二下料通道412、413连通的剔除口461,剔除口461 上分别转动设置有剔除板46,剔除板46的上部两侧分别设置有第一轴杆,第一轴杆分别与腔体41转动连接,腔体41的前端面两侧分别设置有剔除驱动装置 462,本实施例中优选采用电机,其输出轴上设置有第二驱动齿轮,其中第一轴杆上设置有与第二驱动齿轮相啮合的第二齿轮,通过剔除驱动装置462驱动剔除板46旋转,用于控制剔除口461的开闭,且第二齿轮上分别固定设置有第二定位块,剔除驱动装置的下方分别设置有第二光电开关,用于检测第二定位块的位置,使剔除板能够旋转到指定的位置。
37.第一、第二下料通道412、413侧壁于第一、第二合页翻板42、43的上方分别设置有第一吹气辅助装置、第二吹气辅助装置,第一、第二吹气辅助装置均包括吹气头,吹气头均连接有气源,当第一合页翻板42或第二合页翻板43上的物料不合格时,则气源打开,使第一
吹气辅助装置或第二吹气辅助装置将第一合页翻板42或第二合页翻板43上不合格的物料吹入剔除口461内,从而大大提高不合格物料的剔除速度。
38.参照图6、图7所示,第一、第二叶片44、45的上部两侧分别设置有第二轴杆,第二轴杆分别与腔体41转动连接,腔体41的前端面两侧分别设置有第一叶片驱动装置441、第二叶片驱动装置451,本实施例优选采用电机,其输出轴上设置有第三驱动齿轮,第一、第二叶片44、45的第二轴杆分别设置有与第三驱动齿轮相啮合的第三齿轮,当第一下料通道412/第二通道413上的物料通过第一叶片驱动装置441/第二叶片驱动装置451驱动第一叶片44/第二叶片44、45 向下旋转,使第一下料通道412/第二下料通道413内的物料倒入传送设备的料斗上,从而实现双通道单独下料,大大提高包装效率,减少下料时间,且第三齿轮上分别固定设置有第三定位块,第一、第二叶片驱动装置的下方分别设置有第三光电开关,用于检测第三定位块的位置,使第一、第二叶片能够旋转到指定的位置,确保第一、第二叶片工作更加精准。
39.参照图1-图8所示,本实施例具体的工作过程如下:
40.本实施例中预填充装置在准备工作时,第一、第二翻转驱动装置421、431 第一、第二合页翻板42、43分别与剔除口461的下沿接触配合,并且剔除驱动装置462驱动剔除板46将剔除口461关闭,接着第一、第二传送带31、32将物料依次输入第一、第二下料通道412、413内并掉落在第一、第二合页翻板42、 43上,当第一传送带31/第二传送带32上的物料检测不合格时,第一下料通道 412/第二下料通道413的剔除驱动装置462驱动剔除板46打开剔除口461,第一合页翻板42/第二合页翻板43则不参与工作,因此不合格的物料在第一合页翻板42/第二合页翻板43的导向作用下导入剔除口461内,腔体41的两侧分别设置有剔除滑道47,使物料从剔除口461落入剔除滑道47上,并将不合格的物料导入储料斗51内,从而自动完成不合格物料的自动剔除。
41.当第一传送带31/第二传送带32上的物料检测合格时,第一下料通道412/ 第二下料通道413的剔除驱动装置462驱动剔除板46关闭剔除口461,第一合页翻板42/第二合页翻板43在第一翻转驱动装置421/第二翻转驱动装置431的驱动下向下翻转,使合格的物料掉落在第一叶片44/第二叶片45上进行缓存,当第一叶片44/第二叶片45上的物料达到所需的数量后,第一翻转驱动装置421/ 第二翻转驱动装置431驱动第一合页翻板42/第二合页翻板43向上翻转与剔除口461的下沿接触配合,最后通过第一叶片驱动装置441/第二叶片驱动装置451 驱动第一叶片44/第二叶片45向下翻转,从而打开第一下料通道412/第二下料通道413的下开口,将缓存的合格物料倒入传送装置上,从而实现双通道精准下料。
42.当然上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型主要技术方案的精神实质所做的修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1