一种电池极柱焊接加工用输送装置的制作方法
1.本实用新型涉及电池加工设备技术领域,具体涉及一种电池极柱焊接加工用输送装置。
背景技术:
2.化学能转换成电能的装置叫化学电池,一般简称为电池。而蓄电池即是贮存化学能量,于必要时放出电能的一种电气化学设备,且在电池上均会安装固定有电池极柱,在电池在生产过程中需要对电池极柱进行焊接加工,在电池上电池极柱在进行焊接加工前需要输送装置,利用输送装置将电池输送至各个工位上,进而便于对电池极柱进行焊接处理,但现有的输送装置使用效果较差,且在对电池输送的过程中电池容易发生移动,从而容易造成电池发生磕碰损坏的情况。
技术实现要素:
3.本实用新型的目的在于:为了解决现有的输送装置使用效果较差,且在对电池输送的过程中电池容易发生移动,从而容易造成电池发生磕碰损坏的问题,提供一种电池极柱焊接加工用输送装置。
4.本实用新型的目的可以通过以下技术方案实现:
5.一种电池极柱焊接加工用输送装置,包括承载架,所述承载架的顶部固连有支撑板,所述支撑板顶部的中间位置处设置有输送机构,所述输送机构包括固定壳,所述固定壳底部与支撑板的顶部固连,所述固定壳外侧壁的一端开设有进口,且固定壳外侧壁的另一端开设有出口,所述固定壳内部的两端均设置有电机,且电机底部与支撑板的顶部固连,所述电机的输出端固连有传动轮,且两个传动轮之间传动连接有传送带,所述传送带上均匀开设有多个圆孔,所述传送带上配套设置有多个放置单元,使用时,利用进口便于将电池放置于对应位置处的放置单元的内部,且通过启动电机,利用电机带动传动轮进行转动,从而使得传送带进行移动,而圆杆与对应位置处的圆孔固连,从而使得放置单元进行移动,且利用放置单元和固定壳配合使用,从而便于对放置单元内部电池的位置进行固定,进而避免了电池在输送的过程中因发生移动而出现磕碰,提高了该电池极柱焊接加工用输送装置的使用效果。
6.进一步在于,所述放置单元包括放置壳,所述放置壳的顶部固连有圆杆,且圆杆一端外侧壁与对应位置处圆孔的内侧壁固连,所述放置壳内部的一端固连有固定板,所述放置壳内部的另一端通过扭转弹簧转动连接有转动板,所述转动板的长度大于固定板的长度。
7.进一步在于,所述固定板一侧的一端固连有橡胶垫一,所述转动板一侧的一端固连有橡胶垫二,利用橡胶垫一和橡胶垫二避免了对电池进行固定时对电池造成损伤。
8.进一步在于,所述固定壳内顶面的中间位置处固连有限位框一,所述固定壳内顶面的中间位置处固连有限位框二,所述圆杆另一端位于限位框一与限位框二之间,且圆杆
均与限位框一外侧壁和限位框二的内侧壁接触,利用限位框一和限位框二对圆杆进行限位。
9.进一步在于,所述放置壳一内侧壁的中间位置处开设有矩形孔,所述固定壳内部的另一端设置有连接板,且连接板底部与支撑板的顶部固连,所述连接板一侧的中间位置处固连有电动推杆,所述电动推杆的输出端固连有推动板,且推动板与对应位置处的矩形孔滑动连接。
10.进一步在于,所述矩形孔的内部设置有移动板,所述放置壳的内底面和内顶面均开设有矩形槽,所述移动板顶部和底部的中间位置处固连有矩形块,且矩形块与对应位置处的矩形槽滑动连接,所述矩形块的一端固连有压缩弹簧,且压缩弹簧一端与对应位置处矩形槽的一内侧壁固连,所述移动板一侧的中间位置处固连有橡胶垫三。
11.进一步在于,所述压缩弹簧的内部设置有伸缩杆,所述伸缩杆一端与矩形块的一端固连,且伸缩杆另一端与对应位置处矩形槽的一内侧壁固连,利用伸缩杆对压缩弹簧进行限位,避免压缩弹簧发生弯折。
12.进一步在于,所述固定壳的两端均固连有两个导向板,所述导向板高度小于固定壳的高度。
13.本实用新型的有益效果:
14.1、通过在支撑板顶部的中间位置处设置有输送机构,并利用导向板和进口便于将电池放置于对应位置处的放置单元的内部,且通过启动电机,从而使得传送带和放置单元进行移动,而放置单元一端使得转动板与固定壳挤压接触,从而使得转动板转动并转动至放置壳的内部,而移动的转动板使得橡胶垫一与电池挤压接触,从而对电池的位置进行固定,进而避免了电池在输送的过程中因发生移动而出现磕碰;
15.2、通过在连接板一侧的中间位置处固连有电动推杆,并通过启动电动推杆,利用电动推杆输出端带动推动板进行移动,使得移动板、橡胶垫三和电池进行移动,从而使得电池从固定壳上出口的位置处移出,并移动至对应位置处的两个导向板之间,且利用两个导向板使得移出的电池排列规整,从而便于对电池进行拿取焊接加工,提高了该电池极柱焊接加工用输送装置的使用效果。
附图说明
16.下面结合附图对本实用新型作进一步的说明。
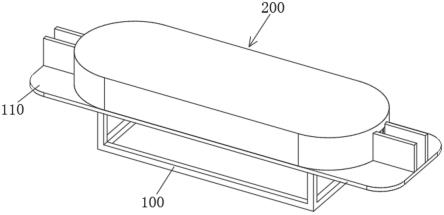
17.图1是本实用新型整体结构示意图;
18.图2是本实用新型中传输机构结构示意图;
19.图3是本实用新型中传输带结构示意图;
20.图4是本实用新型中固定壳与限位框一的位置关系示意图;
21.图5是本实用新型中放置单元结构示意图;
22.图6是图5中a处局部放大图。
23.图中:100、承载架;110、支撑板;200、输送机构;210、固定壳;211、进口;212、出口;220、电机;221、传动轮;230、传送带;231、圆孔;240、导向板;250、放置单元;251、放置壳;2511、矩形孔;2512、矩形槽;252、固定板;253、橡胶垫一;254、转动板;255、橡胶垫二;256、移动板;2561、矩形块;2562、橡胶垫三;257、圆杆;258、压缩弹簧;259、伸缩杆;260、连接板;
270、电动推杆;271、推动板;280、限位框一;290、限位框二。
具体实施方式
24.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
25.请参阅图1-6所示,一种电池极柱焊接加工用输送装置,包括承载架100,承载架100的顶部固连有支撑板110,支撑板110顶部的中间位置处设置有输送机构200,输送机构200包括固定壳210,固定壳210底部与支撑板110的顶部固连,固定壳210外侧壁的一端开设有进口211,且固定壳210外侧壁的另一端开设有出口212,固定壳210内部的两端均设置有电机220,且电机220底部与支撑板110的顶部固连,电机220的输出端固连有传动轮221,且两个传动轮221之间传动连接有传送带230,传送带230上均匀开设有多个圆孔231,传送带230上配套设置有多个放置单元250,使用时,利用进口211便于将电池放置于对应位置处的放置单元250的内部,且通过启动电机220,利用电机220带动传动轮221进行转动,从而使得传送带230进行移动,而圆杆257与对应位置处的圆孔231固连,从而使得放置单元250进行移动,且利用放置单元250和固定壳210配合使用,从而便于对放置单元250内部电池的位置进行固定,进而避免了电池在输送的过程中因发生移动而出现磕碰,提高了该电池极柱焊接加工用输送装置的使用效果。
26.放置单元250包括放置壳251,放置壳251的顶部固连有圆杆257,且圆杆257一端外侧壁与对应位置处圆孔231的内侧壁固连,放置壳251内部的一端固连有固定板252,放置壳251内部的另一端通过扭转弹簧转动连接有转动板254,转动板254的长度大于固定板252的长度,固定板252一侧的一端固连有橡胶垫一253,转动板254一侧的一端固连有橡胶垫二255,利用橡胶垫一253和橡胶垫二255避免了对电池进行固定时对电池造成损伤,固定壳210内顶面的中间位置处固连有限位框一280,固定壳210内顶面的中间位置处固连有限位框二290,圆杆257另一端位于限位框一280与限位框二290之间,且圆杆257均与限位框一280外侧壁和限位框二290的内侧壁接触,利用限位框一280和限位框二290对圆杆257进行限位。
27.放置壳251一内侧壁的中间位置处开设有矩形孔2511,固定壳210内部的另一端设置有连接板260,且连接板260底部与支撑板110的顶部固连,连接板260一侧的中间位置处固连有电动推杆270,所述电动推杆270的输出端固连有推动板271,且推动板271与对应位置处的矩形孔2511滑动连接,矩形孔2511的内部设置有移动板256,放置壳251的内底面和内顶面均开设有矩形槽2512,移动板256顶部和底部的中间位置处固连有矩形块2561,且矩形块2561与对应位置处的矩形槽2512滑动连接,矩形块2561的一端固连有压缩弹簧258,且压缩弹簧258一端与对应位置处矩形槽2512的一内侧壁固连,移动板256一侧的中间位置处固连有橡胶垫三2562,压缩弹簧258的内部设置有伸缩杆259,伸缩杆259一端与矩形块2561的一端固连,且伸缩杆259另一端与对应位置处矩形槽2512的一内侧壁固连,利用伸缩杆259对压缩弹簧258进行限位,避免压缩弹簧258发生弯折,固定壳210的两端均固连有两个导向板240,导向板240高度小于固定壳210的高度。
28.工作原理:使用时,通过将该电池极柱焊接加工用输送装置放置于适当位置处,并利用导向板240和进口211便于将电池放置于对应位置处的放置单元250的内部,且通过启动电机220,利用电机220带动传动轮221进行转动,从而使得传送带230进行移动,而圆杆257与对应位置处的圆孔231固连,从而使得放置单元250进行移动,而放置单元250一端使得转动板254与固定壳210挤压接触,从而使得转动板254转动并转动至放置壳251的内部,而移动的转动板254使得橡胶垫一253与电池挤压接触,从而对电池的位置进行固定,进而避免了电池在输送的过程中因发生移动而出现磕碰,而当装有电池的放置单元250移动至出口212的位置处时,利用扭转弹簧使得转动板254进行复位,并通过启动电动推杆270,利用电动推杆270输出端带动推动板271进行移动,使得移动板256、橡胶垫三2562和电池进行移动,从而使得电池从固定壳210上出口212的位置处移出,并移动至对应位置处的两个导向板240之间,且利用两个导向板240使得移出的电池排列规整,从而便于对电池进行拿取焊接加工,提高了该电池极柱焊接加工用输送装置的使用效果。
29.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
30.以上内容仅仅是对本实用新型所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离实用新型或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1