一种电缆屏蔽料颗粒生产包装装置的制作方法
1.本实用新型涉及电缆材料颗粒料生产设备技术领域,尤其涉及一种电缆屏蔽料颗粒生产包装装置。
背景技术:
2.中国发明专利申请cn201810738383.0公开一种电缆屏蔽料颗粒生产包装设备,属于电缆料生产设备技术领域,主要包括入料桶、输料管、挤压设备、加热器、储料仓、装料筒、传送带;所述入料桶下侧设置有楼层板,所述楼层板下侧设置有输料管,所述输料管下侧设置有出料仓,所述出料仓下侧设置有挤压设备,所述挤压设备末端设置有成型头,所述成型头通过管道连接于储料仓,所述储料仓设置有搅拌器,且所述储料仓底部设置有下料管,所述下料管上设置有电磁控制阀,且所述下料管下侧设置有装料桶,所述装料桶放置在传送带上。
3.上述包装设备通过下料管将储料仓内的电缆屏蔽料颗粒通过下料管排入装料桶中,下料管上设置有电磁控制阀,通过电磁控制阀控制排料的通断,由于电磁控制阀的开度一般较小,因此导致排料速度较慢的弊端。目前市面上常见的颗粒料包装设备通常采用气动下料阀控制下料通断,然而气动下料阀的开度一般较大,虽然开度大具有下料速度快的优势,但同时过大的开度导致下料量不易控制,存在下料精度差的问题。
技术实现要素:
4.有鉴于此,有必要提供一种电缆屏蔽料颗粒生产包装装置,以解决现有技术中的粒料包装设备采用电磁控制阀控制排料通断所导致的排料速度慢,以及采用气动下料阀控制下料通断所导致的下料量不易控制,下料精度差的技术问题。
5.为达到上述技术目的,本实用新型的技术方案提供一种电缆屏蔽料颗粒生产包装装置,包括料仓,所述料仓用于储存电缆粒料,还包括大流量下料机构、小流量下料机构和称重机构,所述大流量下料机构和小流量下料机构与料仓相连通,所述大流量下料机构用于下料初始阶段向包装袋内排入电缆粒料,所述称重机构设于大流量下料机构和小流量下料机构下方,所述称重机构用于对排入包装袋的电缆粒料进行称重,供包装袋内的电缆粒料接近包装量时料仓内的电缆粒料经由大流量下料机构切换为小流量下料机构向包装袋内排料。
6.在其中一个实施例中,所述大流量下料机构包括设于料仓底部的下料管以及连通设于下料管的控制阀,所述控制阀用于控制电缆颗粒经由下料管排入包装袋的通断。
7.在其中一个实施例中,所述控制阀为气动闸阀或电动翻板阀。
8.在其中一个实施例中,所述小流量下料机构包括绞龙输送机或振动下料器。
9.在其中一个实施例中,所述小流量下料机构包括固设于料仓底部的输料管、固设于输料管的输料电机、转动设于输料管的螺旋输送轴以及固设于螺旋输送轴的螺旋筋板,所述输料管设有与料仓相连通的进料口,所述输料管的尾端设有下料口,所述输料电机与
螺旋输送轴传动连接,以驱动螺旋输送轴以及固设于螺旋输送轴的螺旋筋板转动将电缆粒料经由下料口输送至包装袋。
10.在其中一个实施例中,所述称重机构包括支架及固设于支架的压力传感器、坐落于压力传感器的称量斗以及设于称量斗的夹袋组件,所述称量斗设有用于套设包装袋的套袋部,所述夹袋组件用于固定夹持套设于套袋部的包装袋,所述称量斗设于大流量下料机构的下料管和小流量下料机构的下料口下方,供大流量下料机构或小流量下料机构排出的电缆粒料经由称量斗排入包装袋。
11.在其中一个实施例中,所述夹袋组件包括转动设于称量斗套袋部相对两侧的两组夹持件以及与两组夹持件铰接的伸缩组件,所述两组夹持件分别设有压紧部,所述伸缩组件能够驱动两组夹持件相对于套袋部的两侧壁进行张合,供压紧部压紧固定套设于套袋部的包装袋。
12.在其中一个实施例中,所述压紧部包括固设于夹持件的支板以及固设于支板的橡胶垫,所述橡胶垫用于无滑动地压紧固定套设于套袋部的包装袋。
13.在其中一个实施例中,所述伸缩组件包括伸缩驱动件本体以及能够相对于伸缩驱动件本体伸缩移动的伸缩端,所述伸缩驱动件本体与一组夹持件铰接,所述伸缩端与另一组夹持件铰接。
14.在其中一个实施例中,所述伸缩组件为气缸、液压缸或电动推杆。
15.与现有技术相比,本实用新型具有以下有益效果:本实用新型的电缆屏蔽料颗粒生产包装装置在工作时,在下料初始阶段通过大流量下料机构向包装袋内快速排入电缆粒料,通过称重机构对排入包装袋的电缆粒料进行称重,包装袋内的电缆粒料接近包装量时,将大流量下料机构切换为小流量下料机构,大流量下料机构停止下料,小流量下料机构继续精确向包装袋内下料直至包装袋内的电缆粒料达到所需的包装量,采用大流量下料机构和小流量下料机构相结合的模式,在保证下料精度的前提下,可大幅提高下料效率,节省时间,从而将下料速度快与下料精度高兼顾。
附图说明
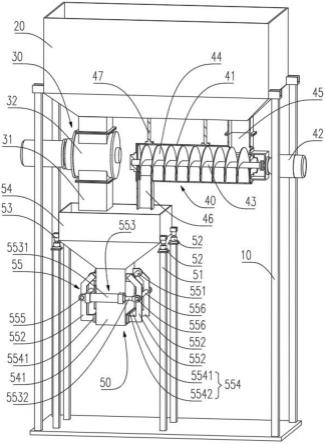
16.图1为本实用新型的示意图。
具体实施方式
17.下面结合附图来具体描述本实用新型的优选实施例,其中,附图构成本技术一部分,并与本实用新型的实施例一起用于阐释本实用新型的原理,并非用于限定本实用新型的范围。
18.如图1所示,本实用新型提供了一种电缆屏蔽料颗粒生产包装装置,包括机架10及固设于机架10的料仓20,所述料仓20用于储存电缆粒料,还包括大流量下料机构30、小流量下料机构40和称重机构50,所述大流量下料机构 30和小流量下料机构40与料仓20相连通,所述大流量下料机构30用于下料初始阶段向包装袋内排入电缆粒料,所述称重机构50设于大流量下料机构30 和小流量下料机构40下方,所述称重机构50用于对排入包装袋的电缆粒料进行称重,供包装袋内的电缆粒料接近包装量时料仓20内的电缆粒料经由大流量下料机构30切换为小流量下料机构40向包装袋内排料。
19.本实用新型的电缆屏蔽料颗粒生产包装装置在工作时,在下料初始阶段通过大流量下料机构30向包装袋内快速排入电缆粒料,通过称重机构50对排入包装袋的电缆粒料进行称重,包装袋内的电缆粒料接近包装量时,将大流量下料机构30切换为小流量下料机构40,大流量下料机构30停止下料,小流量下料机构40继续精确向包装袋内下料直至包装袋内的电缆粒料达到所需的包装量,采用大流量下料机构30和小流量下料机构40相结合的模式,在保证下料精度的前提下,可大幅提高下料效率,节省时间,从而将下料速度快与下料精度高兼顾。
20.在其中一个实施例中,所述大流量下料机构30包括设于料仓20底部的下料管31以及连通设于下料管31的控制阀32,所述控制阀32用于控制电缆颗粒经由下料管31排入包装袋的通断,在本实施例中,所述控制阀32采用气动闸阀或电动翻板阀。
21.由于通过气动闸阀或电动翻板阀控制经由下料管31排入包装袋的电缆粒料的通断,因此排料速度快,将其用于下料初始阶段向包装袋内排入电缆粒料可加快排料速度,提升下料效率,节省时间。
22.在其中一个实施例中,所述小流量下料机构40包括绞龙输送机或振动下料器,在本实施例中,小流量下料机构40采用绞龙输送机,更具体地,所述小流量下料机构40包括经由吊柱47固设于料仓20底部的输料管41、固设于输料管41的输料电机42、转动设于输料管41的螺旋输送轴43以及固设于螺旋输送轴43的螺旋筋板44,所述输料管41设有与料仓20相连通的进料口45,所述输料管41的尾端设有下料口46,所述输料电机42与螺旋输送轴43传动连接,以驱动螺旋输送轴43以及固设于螺旋输送轴43的螺旋筋板44转动将电缆粒料经由下料口46输送至包装袋。
23.由于绞龙输送机通过螺旋筋板44对电缆粒料进行螺旋输送,因此可对电缆粒料进行小流量匀速定量输送,当通过大流量下料机构30向包装袋内排料至快接近包装量时,此时若继续采用大流量下料机构30进行下料,当称重机构50 显示包装袋内电缆粒料的的重量到达包装量时关闭控制阀32,由于气动闸阀或电动翻板阀的开度一般较大,关闭需要一定的时间,因此会导致一部分多余的电缆粒料排入包装袋内,需要工作人员将多余的电缆粒料从包装袋内铲出。而大流量下料机构30向包装袋内排料至快接近包装量时,此时切换为小流量下料机构40进行下料,由于绞龙输送机等小流量下料机构40下料速度更慢、下料量更小,因此更容易控制当称重机构50显示到达包装量时下料口46对电缆粒料的通断,最大程度地减少多余电缆粒料排入包装袋,从而提高下料精度。
24.在其中一个实施例中,所述称重机构50包括支架51及固设于支架51的压力传感器52、经由托架53坐落于压力传感器52的称量斗54以及设于称量斗 54的夹袋组件55,所述称量斗54设有用于套设包装袋的套袋部541,所述夹袋组件55用于固定夹持套设于套袋部541的包装袋,所述称量斗54设于大流量下料机构30的下料管31和小流量下料机构40的下料口46下方,供大流量下料机构30或小流量下料机构40排出的电缆粒料经由称量斗54排入包装袋。
25.夹袋组件55的具体结构如下:所述夹袋组件55包括经由第一枢轴551转动设于称量斗54套袋部541相对两侧的两组夹持件552以及与两组夹持件552 铰接的伸缩组件553,所述两组夹持件552分别设有压紧部554,所述伸缩组件 553能够驱动两组夹持件552相对于套袋部541的两侧壁进行张合,供压紧部 554压紧固定套设于套袋部541的包装袋。
26.所述压紧部554包括固设于夹持件552的支板5541以及固设于支板5541 的橡胶垫5542,所述橡胶垫5542用于无滑动地压紧固定套设于套袋部541的包装袋,避免包装袋内装入电缆粒料重量增加后从套袋部541上松脱掉落。
27.在其中一个实施例中,所述伸缩组件553包括伸缩驱动件本体5531以及能够相对于伸缩驱动件本体5531伸缩移动的伸缩端5532,所述伸缩驱动件本体 5531经由第二枢轴555与一组夹持件552铰接,所述伸缩端5532经由第三枢轴556与另一组夹持件552铰接,在本实施例中,所述伸缩组件553采用气缸、液压缸或电动推杆,当电缆粒料装袋结束后,控制伸缩端5532伸出,可将两组夹持件552张开,失去对包装袋的夹持,使包装袋从套袋部541上松脱掉落。
28.本实用新型的电缆屏蔽料颗粒生产包装装置的工作原理如下:将大流量下料机构30的控制阀32、小流量下料机构40的输料电机42和称重机构50的压力传感器52与plc等控制设备电连接,通过控制设备对压力传感器52设定一包装重量,在对电缆屏蔽料颗粒(即电缆粒料)进行包装时,将包装袋套装在套袋部541,通过夹袋组件55将包装袋夹紧固定,接着控制大流量下料机构30 的控制阀32打开,通过下料管31向称量斗54内排入电缆粒料,电缆粒料经由称量斗54落入包装袋,通过压力传感器52实时测量包装袋内电缆粒料的重量,当重量接近包装量时,通过控制设备控制控制阀32关闭,同时启动小流量下料机构40的输料电机42,通过输料电机42驱动螺旋输送轴43以及固设于螺旋输送轴43的螺旋筋板44转动将电缆粒料经由下料口46输送至称量斗54,并落入包装袋,当压力传感器52测量到包装袋内电缆粒料的重量达到包装量时,通过控制设备控制输料电机42停止,接着控制夹袋组件55将两组夹持件552 张开,失去对包装袋的夹持,使包装袋从套袋部541上松脱掉落,再将装有电缆粒料的包装袋送入下一工位进行袋口缝合,完成电缆屏蔽料颗粒的包装。
29.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1