一种智能调速式封包机的制作方法
1.本实用新型涉及隐形眼镜包装的技术领域,特别涉及一种智能调速式封包机。
背景技术:
2.随着物流行业的飞速发展,各行各业都通过电商的方式进行商品销售,隐形眼镜行业也不例外,随着网销量的增加,仓库打包量也逐渐增加,在打包的过程中,需要工人用胶布将包装盒进行封口,为了提高包装盒的安全防护型,工人通常需要将包装盒缠绕多层,以增加包装盒在运输过程中不易散开,在包装的过程中,现有的胶布封包方式主要是工人手动对包装盒进行转动,不同的客户购买的数量不同,一旦数量较多时,大量的隐形眼镜装在包装盒内,导致包装盒重量较重,人工操作就非常的费时费力,
3.需要企业大量增加劳动力成本,而到了淡季销量降低,劳动力就产生大量的剩余,增加了企业的成本,因此本技术设置了一种半自动的自动调速式缝包机,能够根据不同重量的包装盒进行调速封包。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种智能调速式封包机,以解决背景技术中描述的现有技术中全手动的封包方式对于隐形眼镜的打包成本较大的问题。
5.为实现上述目的,本实用新型提供以下的技术方案:一种智能调速式封包机,包括
6.底座,为u型;
7.两个移动板,横向排列并相互平行,且可横向移动的设置于底座的两个相对的侧壁上;
8.第一夹板、第二夹板,分别转动设置于两个移动板的相对面上,其中,该第二夹板所在的移动板上设置有减速机,该减速机的输出端与第二夹板的转轴连接,该减速机上还设置有驱动减速机的伺服电机;
9.横梁板,通过若干支撑杆连接于底座上,且位于两个移动板之间;
10.升降板,为u型,可升降的设置于横梁板的上表面;
11.传送带,纵向的设置于升降板的两个侧壁上;
12.电控箱,设置于其中一移动板的侧壁上,该电控箱用于电路控制连接。
13.优选的:该传送带的输送带的表面均匀的设置有若干沿着输送带分布的防滑垫。
14.优选的:该横梁板上设置有升降气缸,该升降气缸的输出端与升降板连接,该升降板上还设置有若干滑动贯穿横梁板的第二导向杆。
15.优选的:该底座的两个相对侧壁上设置有横向的滚珠丝杠模组和若干第一导向杆,该滚珠丝杠模组的滚珠丝杆上具有两个螺纹相反的第一螺纹、第二螺纹,该第一导向杆滑动贯穿两个移动板,其中一移动板与第一螺纹通过螺纹连接、另一移动板与第二螺纹通过螺纹连接。
16.优选的:该第一夹板固定连接于压力传感器的应力面,该压力传感器固定内嵌于
定位板上,该定位板转动设置于移动板上。
17.优选的:该电控箱上设置有工控机、控制面板,该工控机分别与滚珠丝杠模组、压力传感器、伺服电机、传送带、升降气缸电性连接。
18.采用以上技术方案的有益效果是:
19.本技术通过滚珠丝杠模组能够带动两个移动板移动,使得第一夹板和第二夹板能够夹住传送带上的包装盒,通过伺服电机和减速机实现对第二夹板的转动,使得第二夹板能够配合第一夹板带动包装盒转动,并且转速能够调整,以适应不同重量、大小的包装盒,并且能够大量的节约劳动力成本,降低工人劳动强度,制作成本低;
20.通过压力传感器能够感知第一夹板、第二夹板对包装盒的夹持力度,使得本技术的夹持增加的稳定,同时对包装盒的损伤较小。
附图说明
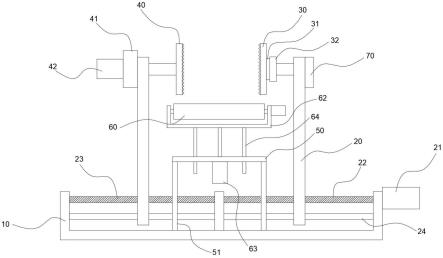
21.图1是本实用新型一种智能调速式封包机的主视图。
22.图2是本实用新型一种智能调速式封包机的俯视图。
23.其中:底座10、移动板20、滚珠丝杠模组21、第一螺纹22、第二螺纹23、第一导向杆24、第一夹板30、压力传感器31、定位板32、第二夹板40、减速机41、伺服电机42、横梁板50、支撑杆51、传送带60、防滑垫61、升降板62、升降气缸63、第二导向杆64、电控箱70。
具体实施方式
24.下面结合附图详细说明本实用新型的实施方式。
25.如图1-2,在本实施例一中,一种智能调速式封包机,包括
26.底座10,为u型;
27.两个移动板20,横向排列并相互平行,且可横向移动的设置于底座10的两个相对的侧壁上;
28.第一夹板30、第二夹板40,分别转动设置于两个移动板20的相对面上,其中,该第二夹板40所在的移动板20上设置有减速机41,该减速机41的输出端与第二夹板40的转轴连接,该减速机41上还设置有驱动减速机41的伺服电机42;
29.横梁板50,通过若干支撑杆51连接于底座10上,且位于两个移动板20之间;
30.升降板62,为u型,可升降的设置于横梁板50的上表面;
31.传送带60,纵向的设置于升降板62的两个侧壁上;
32.电控箱70,设置于其中一移动板20的侧壁上,该电控箱70用于电路控制连接。
33.本实施例是这样实施的:
34.本技术在使用前,按照包装盒的重量、大小进行分别,并通过电控箱70控制设备以适应不同的大小、重量;
35.本技术在使用时,传送带60间歇性启动,工人将包装盒放在传送带60的指定位置,然后两个移动板20移动,使得两个移动板20带动第一夹板30和第二夹板40移动,并将包装盒的左、右两侧壁夹住,然后升降板62带动传送带60向下移动,此时工人只需要将胶带的一端纵向的粘在包装盒的封口处,然后通过电控箱70启动伺服电机42,伺服电机42配合减速机41带动第二夹板40转动,第二夹板40配合第一夹板30在夹持包装盒的情况下进行转动,
转动的包装盒带动胶带的一端转动,使得胶带缠绕机的胶带卷转动释放胶带,胶带就缠绕在包装盒上,包装盒封包完成后,两个移动板20再次移动,使得包装盒掉落在传送带60上,传送带60转动时就能够将包装盒带走;手持的胶带缠绕机为现有技术。
36.实施例二
37.作为实施例一的优化方案,该传送带60的输送带的表面均匀的设置有若干沿着输送带分布的防滑垫61。
38.本实施例是这样实施的,通过防滑垫61能够使得工人将包装盒放在传送带60上时,位置精确度更高,同时也防滑。
39.实施例三
40.作为实施例一的优化方案,该横梁板50上设置有升降气缸63,该升降气缸63的输出端与升降板62连接,该升降板62上还设置有若干滑动贯穿横梁板50的第二导向杆64。
41.本实施例是这样实施的,通过设置的升降气缸63能够带动升降板62在横梁板50上竖向移动,第二导向杆64能够增加升降板62升降的稳定性。
42.实施例四
43.作为实施例一的优化方案,该底座10的两个相对侧壁上设置有横向的滚珠丝杠模组21和若干第一导向杆24,该滚珠丝杠模组21的滚珠丝杆上具有两个螺纹相反的第一螺纹22、第二螺纹23,该第一导向杆24滑动贯穿两个移动板20,其中一移动板20与第一螺纹22通过螺纹连接、另一移动板20与第二螺纹23通过螺纹连接。
44.本实施例是这样实施的,通过设置的滚珠丝杠模组21能够带动滚珠丝杆转动,使得连接于第一螺纹22、第二螺纹23上的移动板20在第一导向杆24上始终向相反的方向移动。
45.实施例五
46.作为实施例四的优化方案,该第一夹板30固定连接于压力传感器31的应力面,该压力传感器31固定内嵌于定位板32上,该定位板32转动设置于移动板20上。
47.本实施例是这样实施的,通过设置的压力传感器31能够精确的控制第一夹板30、第二夹板40对包装盒的夹持力度,也就是通过滚珠丝杠模组21带动两个移动板20移动的距离进行控制。
48.实施例六
49.作为上述实施例的优化方案,该电控箱70上设置有工控机、控制面板,该工控机分别与滚珠丝杠模组21、压力传感器31、伺服电机42、传送带60、升降气缸63电性连接
50.本实施例是这样实施的,通过设置的工控机对滚珠丝杠模组21、压力传感器31、伺服电机42、传送带60、升降气缸63实现智能化控制,通过控制面板上的不同按钮对各用电设备进行开启、关闭。
51.以上该的仅是本实用新型的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1