一种蜂窝纸生产切割设备的制作方法
1.本技术涉及蜂窝纸品生产领域,尤其是涉及一种蜂窝纸生产切割设备。
背景技术:
2.风琴纸是蜂窝纸品的其中一种形式,风琴纸根据自然界蜂窝巢的结构原理制作,如公告号为cn208850983u、cn208640230u、cn304755476s、cn303567856s的中国专利所公开的风琴纸产品,风琴纸产品因具有环保、便于收纳等优点,被广泛进行应用于日常生活中。
3.现有的风琴纸产品制作过程通常包括以下步骤:s1、将多层原纸(通常4-8层 )用交叉间隔布置的胶水进行粘连,以形成原纸组,且在原纸组上侧/下侧预留胶水;s2、将多个原纸组依次叠加,且用原纸组上侧/下侧预留胶水进行粘连,以形成所需厚度的原纸整体;s3、利用数控铣床进行铣切加工,将原纸整体铣切形成所需形状的风琴纸产品。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题:由于原纸传送过程中存在拉伸变形等因素,导致原纸组的多层原纸之间难以对准,从而导致多个原纸组依次叠加进行粘连时,多个原纸组之间的预留胶水难以对准,进而导致铣切形成的风琴纸产品质量下降;因此,可作进一步改善。
技术实现要素:
5.为了使多个原纸组之间的预留胶水相互对准,从而提高风琴纸产品质量,本技术提供一种蜂窝纸生产切割设备。
6.本技术的上述目的是通过以下技术方案得以实现的:
7.一种蜂窝纸生产切割设备,包括安装架,原纸组传送穿过所述安装架,所述安装架设有切割机构,所述切割机构包括两个转动轴、两个切割刀以及切割驱动组件,两个所述转动轴均转动设置于安装架,且两个所述转动轴分别位于原纸组上侧以及下侧,所述切割驱动组件安装于安装架一侧且用于驱动两个转动轴同步转动,两个所述切割刀分别固设于两个转动轴外周,两个所述切割刀相互贴合且部分重叠布置。
8.通过采用上述技术方案,多层原纸粘连形成原纸组之后,由安装架中部传送穿过的过程中,立即通过切割机构对原纸组一侧边缘进行切割,使切割后的原纸组边缘与预留胶水的间距不易出现误差。当多个原纸组以切割后的原纸组边缘作为定位基准,依次叠加进行粘连时,多个原纸组之间的预留胶水与定位基准的间距保持一致,使多个原纸组之间的预留胶水相互对准,从而提高风琴纸产品质量。
9.可选的,所述安装架设有纠偏机构,所述切割机构、纠偏机构沿原纸组传送方向依次布置;所述纠偏机构包括两个纠偏传感器、两个纠偏块、两个纠偏辊、纠偏气缸以及控制单元,两个所述纠偏传感器均安装于安装架且相互间隔布置,两个所述纠偏辊转动连接于两个纠偏块之间,且两个所述纠偏辊分别位于原纸组上侧以及下侧,所述纠偏气缸铰接于安装架,其中一个所述纠偏块铰接于安装架,另外一个所述纠偏块铰接于纠偏气缸活塞杆;所述控制单元固设于安装架,且控制单元与两个纠偏传感器之间、控制单元与纠偏气缸之
间均为电连接,以令原纸组边缘处于两个纠偏传感器之间。
10.通过采用上述技术方案,切割后的原纸组进行传送的过程中,由于原纸自身特性容易存在变形的情况,导致原纸组的传送容易出现偏离;原纸组边缘处于两个纠偏传感器形成的位置区间,即代表原纸组的偏离处于可接受范围内。当原纸组的偏离超出可接受范围时,纠偏传感器将偏离信息反馈至控制单元,控制单元控制纠偏气缸工作,使两个纠偏辊转变为进行倾斜布置状态,从而实现对原纸组传送位置的调整,使原纸组的边缘重新回到两个纠偏传感器形成的位置区间内,从而使原纸组准确传送离开安装架,便于进行后续的加工工序,以提高风琴纸产品质量。
11.可选的,两个所述转动轴外周均固设有多个间隔布置的传送轮,且位于两个转动轴的所述传送轮分别抵接于原纸组上侧以及下侧。
12.通过采用上述技术方案,两个转动轴同步异向转动时,能够通过传送轮带动原纸组进行传送,起到辅助传送作用。
13.可选的,每个所述传送轮均包括滑动套设于转动轴外周的固定套、固设于固定套外周的轮体以及锁紧件,所述锁紧件螺纹贯穿固定套且与转动轴外周相抵接。
14.通过采用上述技术方案,通过旋动锁紧件以及滑动固定套,能够调整轮体所在位置,使轮体避开原纸组预留的胶水。
15.可选的,每个所述轮体外周均固设有缓冲防护层。
16.通过采用上述技术方案,缓冲防护层能够对原纸组表面起到保护作用,尽量避免轮体的边缘刮伤原纸组表面。
17.可选的,所述缓冲防护层包括海绵层以及橡胶层,所述海绵层固设于轮体外周,所述橡胶层固设于海绵层外周。
18.通过采用上述技术方案,缓冲防护层能够对原纸组表面起到保护作用,尽量避免轮体的边缘刮伤原纸组表面。
19.可选的,所述切割驱动组件包括两个同步齿轮以及切割电机,两个所述同步齿轮分别固设于两个转动轴端部且相互啮合,所述切割电机固设于安装架,且所述切割电机输出轴与其中一个转动轴同轴连接。
20.通过采用上述技术方案,切割电机驱动其中一个转动轴转动时,该转动轴通过两个同步齿轮之间的相互啮合,实现带动两个转动轴同步异向转动。
21.综上所述,本技术至少包括以下有益技术效果:
22.1.多层原纸粘连形成原纸组之后,由安装架中部传送穿过的过程中,立即通过切割机构对原纸组一侧边缘进行切割,使切割后的原纸组边缘与预留胶水的间距不易出现误差。当多个原纸组以切割后的原纸组边缘作为定位基准,依次叠加进行粘连时,多个原纸组之间的预留胶水与定位基准的间距保持一致,使多个原纸组之间的预留胶水相互对准,从而提高风琴纸产品质量;
23.2.切割后的原纸组进行传送的过程中,由于原纸自身特性容易存在变形的情况,导致原纸组的传送容易出现偏离;原纸组边缘处于两个纠偏传感器形成的位置区间,即代表原纸组的偏离处于可接受范围内。当原纸组的偏离超出可接受范围时,纠偏传感器将偏离信息反馈至控制单元,控制单元控制纠偏气缸工作,使两个纠偏辊转变为进行倾斜布置状态,从而实现对原纸组传送位置的调整,使原纸组的边缘重新回到两个纠偏传感器形成
的位置区间内,从而使原纸组准确传送离开安装架,便于进行后续的加工工序,以提高风琴纸产品质量。
附图说明
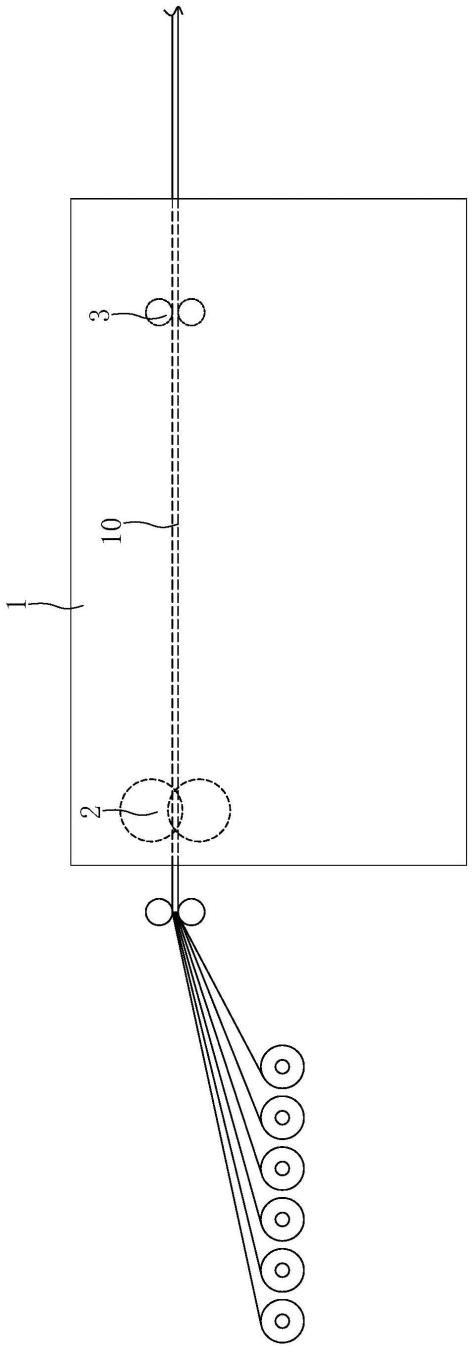
24.图1是本技术的整体结构示意图。
25.图2是本技术中切割机构的整体结构示意图。
26.图3是本技术中纠偏机构的整体结构示意图。
27.图4是本技术中纠偏传感器的位置示意图。
28.图5是图2中a的放大图。
29.附图标记说明:1、安装架;2、切割机构;21、转动轴;22、切割刀;23、切割驱动组件;231、同步齿轮;232、切割电机;4、纠偏机构;41、纠偏传感器;42、纠偏块;43、纠偏辊;44、纠偏气缸;45、控制单元;5、传送轮;51、固定套;52、轮体;53、锁紧件;6、缓冲防护层;61、海绵层;62、橡胶层;10、原纸组。
具体实施方式
30.以下结合附图1-5对本技术作进一步详细说明。
31.申请实施例公开一种蜂窝纸生产切割设备。
32.参照图1-3,蜂窝纸生产切割设备包括安装架1,多层原纸用交叉间隔布置的胶水进行粘连,以形成原纸组10之后,立即由安装架1中部传送穿过。安装架1设有用于对原纸组10一侧边缘进行切割的切割机构2、用于对切割后的原纸组10进行传送位置调整的纠偏机构4,且切割机构2、纠偏机构4沿原纸组10传送方向依次布置。
33.多层原纸粘连形成原纸组10之后,由安装架1中部传送穿过的过程中,立即通过切割机构2对原纸组10一侧边缘进行切割,使切割后的原纸组10边缘与预留胶水的间距不易出现误差。当多个原纸组10以切割后的原纸组10边缘作为定位基准,依次叠加进行粘连时,多个原纸组10之间的预留胶水与定位基准的间距保持一致,使多个原纸组10之间的预留胶水相互对准,从而提高风琴纸产品质量。
34.具体的,切割机构2包括两个转动轴21、两个切割刀22以及切割驱动组件23;其中,切割驱动组件23包括两个同步齿轮231以及切割电机232;两个转动轴21均通过预设的轴承转动设置于安装架1前侧(即原纸组10传送进入安装架1的一侧),两个转动轴21分别位于原纸组10上侧以及下侧,两个同步齿轮231分别固设于两个转动轴21端部,且两个同步齿轮231相互啮合,切割电机232固设于安装架1,且切割电机232输出轴与其中一个转动轴21同轴连接;两个切割刀22分别固设于两个转动轴21外周,两个切割刀22相互错开布置,且两个切割刀22部分重叠布置,且两个切割刀22重叠布置部分相互贴合。
35.切割电机232驱动其中一个转动轴21转动时,该转动轴21通过两个同步齿轮231之间的相互啮合,实现带动两个转动轴21同步异向转动;当原纸组10由安装架1中部传送穿过时,两个转动轴21带动两个切割刀22同步异向转动,两个切割刀22相互配合实现对原纸组10一侧边缘进行切割,从而形成后续加工工序用的定位基准,以提高风琴纸产品质量。
36.参照图2-4,纠偏机构4包括两个纠偏传感器41、两个纠偏块42、两个纠偏辊43、纠偏气缸44以及控制单元45;其中,控制单元45采用的是stc89c51单片机作为主控芯片;两个
纠偏传感器41均固定安装于安装架1,且两个纠偏传感器41的感应点沿原纸组10宽度方向间隔布置,形成位置区间,且两个纠偏传感器41均位于安装架1远离切割机构2一侧(即原纸组10传送离开安装架1的一侧);纠偏气缸44铰接于安装架1,其中一个纠偏块42铰接于安装架1,另外一个纠偏块42铰接于纠偏气缸44活塞杆;两个纠偏辊43均通过预设的轴承转动连接于两个纠偏块42之间,且两个纠偏辊43分别位于原纸组10上侧以及下侧;控制单元45固定安装于安装架1,且控制单元45与两个纠偏传感器41之间、控制单元45与纠偏气缸44之间均通过预设的导线电连接。
37.切割后的原纸组10进行传送的过程中,由于原纸自身特性容易存在变形的情况,导致原纸组10的传送容易出现偏离;原纸组10边缘处于两个纠偏传感器41形成的位置区间,即代表原纸组10的偏离处于可接受范围内。当原纸组10的偏离超出可接受范围时,纠偏传感器41将偏离信息反馈至控制单元45,控制单元45控制纠偏气缸44工作,使两个纠偏辊43转变为进行倾斜布置状态,从而实现对原纸组10传送位置的调整,使原纸组10的边缘重新回到两个纠偏传感器41形成的位置区间内,从而使原纸组10准确传送离开安装架1,便于进行后续的加工工序,以提高风琴纸产品质量。
38.参照图2、5,在本实施例中,两个转动轴21外周均固设有多个间隔布置的传送轮5,且位于两个转动轴21的传送轮5分别抵接于原纸组10上侧以及下侧。两个转动轴21同步异向转动时,能够通过传送轮5带动原纸组10进行传送,起到辅助传送作用。
39.在本实施例中,每个传送轮5均包括固定套51、轮体52以及锁紧件53;其中,固定套51滑动套设于转动轴21外周,轮体52固设于固定套51外周,锁紧件53螺纹贯穿固定套51,且锁紧件53与转动轴21外周相抵接。通过旋动锁紧件53以及滑动固定套51,能够调整轮体52所在位置,使轮体52避开原纸组10预留的胶水。
40.在本实施例中,每个所述轮体52外周均固设有缓冲防护层6。具体的,缓冲防护层6包括海绵层61以及橡胶层62,海绵层61固设于轮体52外周,橡胶层62固设于海绵层61外周。缓冲防护层6能够对原纸组10表面起到保护作用,尽量避免轮体52的边缘刮伤原纸组10表面。
41.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之上内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1