一种纸张打包流水线的制作方法
1.本技术涉及印刷制品加工生产的技术领域,尤其是涉及一种纸张打包流水线。
背景技术:
2.纸质印刷制品在完成印刷之后,需要对成品的印刷纸张进行打包处理。纸张打包包括塑封、扎带、纸盒包装等多种方式。其中,塑封打包对纸张的保护性能更好,密封性更优良,因此塑封打包是对半成品纸垛打包的主流方法之一。
3.目前,常见的纸垛塑封采用了人工覆膜并以液体胶粘接固定的方式进行的。这种打包方式对打包材料的消耗较大,生产效率较低,包装质量的一致性难以保证。
4.针对上述中的相关技术,发明人认为现在亟需一种能够对半成品纸垛进行高效率高质量密封的集成设备。
技术实现要素:
5.为了提升半成品纸垛塑封的生产效率和生产质量,本技术提供一种纸张打包流水线。
6.本技术提供的一种纸张打包流水线采用如下的技术方案:
7.一种纸张打包流水线,包括固定设在地面上的回转传送带、设在地面上位于所述回转传送带两侧的封边机构和设在地面上位于所述传送带上方的封顶机构;所述封边机构包括对称设在所述回转传送带两侧的立辊、沿水平方向对称设在所述回转传送带两侧的气缸和设在所述气缸伸缩端的加热板;所述加热板中间位置沿垂直地面的方向设有切刀。
8.通过采用上述技术方案,固定安装在地面上的回转传送带对半成品纸垛起到了支撑和位置转运的作用,放置在回转传送带上的纸垛能够移动到不同位置以进行不同的塑封打包工序,安装在回转传送带两侧的封边机构能够对纸垛的侧边进行塑封处理,安装在回转传送带上方的封顶机构能够对经过封边的纸垛进行封顶加固处理,封边机构中的立辊能够用于放置用于塑封纸垛的热缩膜,安装在气缸伸缩端的加热板能够在气缸的带动下进行水平方向上的往复运动,将包裹在纸垛侧边上的热缩膜通过加热和挤压的方式进行封口和切割,从而实现封边功能,本技术能够实现纸垛塑封的自动化,过程不需要人工参与,塑封质量的一致性能够得到保证。
9.可选的,回转传送带为链板传送带。
10.通过采用上述技术方案,链板传送带的表面的链板结构能够对纸垛提供更加稳定的支撑,使得纸垛在塑封过程中姿态更加平稳,有利于进一步提升纸垛的打包质量。
11.可选的,加热板表面设有棱状突起;两个所述加热板表面的棱状突起互相啮合。
12.通过采用上述技术方案,加热板表面设置的棱状突起互相啮合的结构设计能够增加加热板与热缩膜的接触面积,提高塑封密封性和加工效率。
13.可选的,加热板远离所述立辊的一端设有限位角铁。
14.通过采用上述技术方案,加热板远离立辊一端安装的限位角铁能够在加热板挤压
加热塑封膜的过程中对纸垛进行挤压限位,使塑封膜与纸垛贴合的紧密程度更高,有利于进一步提升纸垛的打包质量。
15.可选的,加热板与所述限位角铁沿水平方向滑动连接。
16.通过采用上述技术方案,限位角铁与加热板在水平方向上滑动连接的结构设计使得限位角铁的间距可根据使用需求进行调整,从而达到适配不同尺寸和不同大小的纸垛的目的,限位角铁滑动连接的结构进一步提升了本技术的适用范围和使用便捷性。
17.可选的,封顶机构包括固定设在地面上的支撑架、设在所述支撑架上位于所述回转传送带上方的料仓和滑动连接于所述料仓底部的推板;所述推板上开设有限位孔。
18.通过采用上述技术方案,封顶机构中的支撑架对封顶机构其他部分结构起到了支撑和提供安装位置的作用,安装在支撑架上的料仓用于堆放纸垛的封顶模板,安装在料仓底部的推杆能够将料仓内的封顶模板逐个推向纸垛的顶部,完成封顶。
19.可选的,支撑架上垂直地面方向的支撑杆为伸缩杆。
20.通过采用上述技术方案,支撑架垂直地面的支撑杆采用伸缩杆的结构设计使得支撑杆在竖直方向上的高度可根据使用需求进行调整,从而提升了本技术的使用便捷性和适用范围。
21.可选的,回转传送带上设有热风机。
22.通过采用上述技术方案,安装在回转传送带上的热风机能够对已经完成塑封的纸垛进行热风加固,有利于进一步提升纸垛的打包质量。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术中的固定安装在地面上的回转传送带对半成品纸垛起到了支撑和位置转运的作用,放置在回转传送带上的纸垛能够移动到不同位置以进行不同的塑封打包工序,安装在回转传送带两侧的封边机构能够对纸垛的侧边进行塑封处理,安装在回转传送带上方的封顶机构能够对经过封边的纸垛进行封顶加固处理,封边机构中的立辊能够用于放置用于塑封纸垛的热缩膜,安装在气缸伸缩端的加热板能够在气缸的带动下进行水平方向上的往复运动,将包裹在纸垛侧边上的热缩膜通过加热和挤压的方式进行封口和切割,从而实现封边功能,本技术能够实现纸垛塑封的自动化,过程不需要人工参与,塑封质量的一致性能够得到保证;
25.2.本技术中的限位角铁与加热板在水平方向上滑动连接的结构设计使得限位角铁的间距可根据使用需求进行调整,从而达到适配不同尺寸和不同大小的纸垛的目的,限位角铁滑动连接的结构进一步提升了本技术的适用范围和使用便捷性;
26.3.本技术中的封顶机构中的支撑架对封顶机构其他部分结构起到了支撑和提供安装位置的作用,安装在支撑架上的料仓用于堆放纸垛的封顶模板,安装在料仓底部的推杆能够将料仓内的封顶模板逐个推向纸垛的顶部,完成封顶。
附图说明
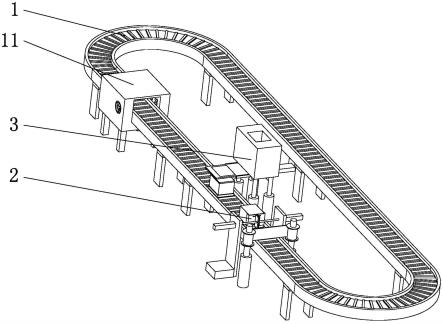
27.图1是本技术实施例公开的一种纸张打包流水线的结构示意图。
28.图2是本技术实施例中封边机构的结构示意图。
29.图3是本技术实施例中封顶机构的结构示意图。
30.附图标记说明:1、回转传送带;11、热风机;2、封边机构;21、立辊;22、气缸;23、加
热板;231、切刀;232、限位角铁;3、封顶机构;31、支撑架;32、料仓;33、推板。
具体实施方式
31.以下结合附图1-附图3对本技术作进一步详细说明。
32.纸张的生产工艺流程包含了放卷、堆叠、裁切、打包转运等多项工序。其中,纸张打包包括塑封、扎带、纸盒包装等多种方式。塑封打包对纸张的保护性能更好,密封性更优良,因此塑封打包是对半成品纸垛打包的主流方法之一。目前,常见的纸垛塑封采用了人工覆膜并以液体胶粘接固定的方式进行的。人工打包的质量与操作人员的操作水平直接相关,人工裁剪也存在着打包材料耗费较多的情况,并且人工打包开支较大,生产效率也比较低。为了提升半成品纸垛塑封的生产效率和生产质量,本技术提供一种纸张打包流水线。
33.本技术实施例公开了一种纸张打包流水线。参照图1,纸张打包流水线包括回转传送带1、封边结构和封顶机构3。其中,回转传送带1沿着水平方向固定安装在地面上。封边机构2分别位于回转传送带1的两侧,封顶机构3位于回转传送带1的上方。封边机构2能够对纸垛的侧边进行塑封,封顶机构3能够对经过封边塑封处理的纸垛进行封顶。回转传送带1能够将纸垛先移动到封边机构2进行封边,在移动到封顶机构3进行封顶,最后移动至其它位置方便集中堆放和转运。
34.参照图1,回转传送带1可以是运送路线为环形链板传送带。沿着回转传送带1的运送方向分别是封边机构2、封顶机构3和热风机11。封边机构2、封顶机构3和热风机11适宜安装在回转传送带1的直线段上。回转传送带1的另一端可以用于对打包完成的纸垛的集中转运。热风机11通过螺栓连接的方式安装在回转传送带1上,热风机11可采用半包围结构,三面出风的形式,以达到更高的处理效率和更好的打包质量。
35.参照图1和图2,封边机构2包括立辊21、气缸22和加热板23。按照回转传送带1的运送方向分别为立辊21和气缸22,加热板23安装在气缸22的伸缩端。其中,立辊21的数量为两个,两个立辊21关于回转传送带1对称安装在回转传送带1的两侧。立辊21内设置有扭簧结构,使两个立辊21均有向着远离传送带的方向转动的趋势。两个立辊21上均安装有成卷的热缩膜,且两个立辊21上的热缩膜相连并被立辊21绷紧。气缸22的数量为两个,两个气缸22关于回转传送带1对称安装在回转传送带1的两侧。气缸22沿着水平方向设置,气缸22的伸缩端通过焊接或螺栓连接的方式安装有加热板23。加热板23可以是一块内置有电阻加热丝的矩形金属板,加热板23沿着垂直于气缸22伸缩杆轴线的方向设置。加热板23的中间位置通过铸造成型的方式设置有切刀231。当加热板23将包裹在纸垛侧边上的热缩膜通过挤压和加热的方式连接形成环状时,切刀231能够将纸垛侧边的环状热缩膜与立辊21上成卷的热缩膜切割分离。加热板23远离立辊21的一侧通过滑动连接的方式安装有限位角铁232,限位角铁232的直角处应与纸垛的直角贴合,限位角铁232在加热板23贴合后的间距与纸垛的宽度相等。两个加热板23互相贴合的表面通过铸造成型的方式设置有棱状突起,该棱状突起结构能够增加热缩膜密封处的接触面积和结构强度。
36.参照图1和图3,封顶机构3包括支撑架31、料仓32和推板33。其中,支撑架31固定安装在地面上,支撑架31的支撑腿为伸缩杆结构,使得安装在支撑架31上的料仓32的垂直高度能够根据纸垛高度进行调整。料仓32通过螺栓连接的方式安装在支撑架31的顶部,且料仓32的底部位于回转传送带1的上方。推板33通过滑动连接的方式安装在料仓32的底部,推
板33上开设有限位孔。料仓32内的封顶模板会首先掉落在推板33的限位孔内,并被滑动连接推板33与料仓32的滑轨所阻挡。推板33与一能够沿水平方向往复运动的驱动机构,如带有电机的曲柄摇杆机构相连。推板33在该往复驱动机构的驱动作用下,将限位孔中的封顶模板推向滑轨的边缘,限位孔中的封顶模板掉落到纸垛的顶部完成封顶,推板33返回至料仓32的底部重新承接。
37.本技术实施例的一种纸张打包流水线的实施原理为:使用者首先根据热缩膜的材质、厚度和抗拉强度等属性调节立辊21的扭簧拉力,然后将卷装的热缩膜分别安装在两个立辊21上,再将热缩膜的端部加热连接成为一个整体。根据纸垛的高度调整支撑架31的高度。开启热风机11和加热板23预热一段时间后,将纸垛放置在回转传送带1上,为回转传送带1通电即可开始打包加工。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1