龙门自动搬运机构的制作方法
1.本技术涉及石墨舟转运领域,尤其是涉及一种龙门自动搬运机构。
背景技术:
2.石墨舟就是石墨模具。石墨模具本身是一种载体,可以将需要定位或定型的原材料和零部件一起放于石墨模具中高温烧结成型。为确保产品质量,在日常生产过程中,石墨舟需要定期清洗,校正。
3.在需要对石墨舟进行清洗、校正时,先要将石墨舟从产线搬运到舟房,在舟房经过清洗,烘干,镀舟,校舟等多个工序,再从舟房返回到产线。在石墨舟的整个转运过程中,需要经过多次的人工搬运。由于石墨舟自重达到50kg,湿重达70kg。因此,通过人工的方式对石墨舟进行转运,会使得石墨舟的转运效率较低。
技术实现要素:
4.为了能够提高石墨舟的转运效率,本技术提供一种龙门自动搬运机构。
5.本技术提供一种龙门自动搬运机构,采用如下技术方案:
6.一种龙门自动搬运机构,包括支架,所述支架上设有运送组件,所述运送组件包括移动件、提升件和夹持件,所述移动件包括移动板、齿轮一、齿条和驱动源,所述移动板安装在支架上,所述驱动源安装在移动板上,所述齿条安装在支架上,所述齿轮一安装在移动板上,且所述齿轮一与驱动源连接,所述齿轮一与齿条啮合,所述提升件安装在移动板上,且所述提升件与移动件连接,所述夹持件安装在提升件上,且所述夹持件与提升件连接。
7.通过采用上述技术方案,将运送至支架处的石墨舟通过运送组件中的夹持件进行夹持,夹持后的石墨舟由提升件进行提升,并通过移动件对提升后的石墨舟进行转运,从而通过机械的方式实现石墨舟的转运,从而提高石墨舟搬运的工作效率。当石墨舟被提升件提升后,在移动板上的驱动源的驱动齿轮一转动,使得齿轮一在齿条上移动,从而带动移动板移动,从而实现石墨舟在水平方向移动,当石墨舟移动至合适位置后,由提升件放下石墨舟,从而实现石墨舟的转运过程。
8.在一个具体的可实施方案中,所述移动件还包括安装箱和转轴,所述安装箱安装在移动板的一端,所述转轴安装在安装箱上,所述齿轮一同轴安装在转轴的一端,所述转轴通过联轴器与驱动源相连。
9.通过采用上述技术方案,将齿轮一安装在转轴上,并通过联轴器将转轴与驱动源相连,从而实现驱动齿轮一转动的目的,从而能够实现带动移动板移动。
10.在一个具体的可实施方案中,所述安装箱上还安装有驱动杆,所述驱动杆的一端同轴安装有齿轮三,所述转轴远离齿轮一的一端同轴安装有齿轮二,所述齿轮二与齿轮三啮合,所述驱动杆远离齿轮三的一端与联轴器相连,所述联轴器远离驱动杆的一端与驱动源相连。
11.通过采用上述技术方案,驱动源驱动驱动杆转动,使驱动杆带动齿轮三转动,从而
使得齿轮三带动齿轮二转动,使得齿轮二通过转轴带动齿轮一转动,从而实现移动板的水平移动。通过设置驱动杆、齿轮三和齿轮二,实现将驱动源在水平方向上输出的动力,传输至竖直方向上的转轴上,从而带动齿轮一转动,使得移动板沿着支架水平移动,保持移动板移动的稳定性。同时,将驱动源的输出保持在水平方向上,方便驱动源在移动板上的安装。
12.在一个具体的可实施方案中,所述驱动源为伺服电机,所述伺服电机的驱动轴与联轴器远离驱动杆的一端连接。
13.通过采用上述技术方案,采用伺服电机,方便通过伺服电机为齿轮一的转动提供动力源,从而实现移动板移动的动作。同时,方便通过控制系统控制伺服电机的工作状态。
14.在一个具体的可实施方案中,所述提升件包括提升电机、安装板、丝杆和提升板,所述安装板沿竖直方向安装在移动板上,所述安装板沿竖直方向安装有提升轨,所述提升电机安装在安装板上,所述丝杆安装在提升轨内,且所述丝杆的一端与提升电机的驱动轴同轴连接,所述提升板的侧壁上设有提升块,所述提升块螺纹配合于丝杆上,且所述提升块安装在提升轨内,所述夹持件安装在提升板上。
15.通过采用上述技术方案,提升电机驱动丝杆转动,从而带动提升板上的提升块沿提升轨移动,从而实现提升件的提升动作,从而方便移动件对提升后的石墨舟进行转运。
16.在一个具体的可实施方案中,所述夹持件包括夹持气缸和夹持板,所述夹持气缸安装在提升板的侧壁上,所述夹持板安装在提升板的侧壁上,且所述夹持板与夹持气缸的活塞杆连接。
17.通过采用上述技术方案,夹持气缸驱动夹持板沿着提升板移动,从而实现夹持件的夹持动作,从而能够将石墨舟夹紧,从而方便提升件对夹紧后的石墨舟进行提升。
18.在一个具体的可实施方案中,所述运送组件还包括图像传感器,所述图像传感器安装在提升板上,所述图像传感器通过控制系统与移动件、提升件和夹持件相连。
19.通过采用上述技术方案,在移动件移动时,通过图像传感器判断移动件是否移动至适当的位置,并通过控制系统控制移动件的启停,并控制提升件和夹持件的工作,从而方便在运送组件工作的过程中,实现自动转运的效果。
20.在一个具体的可实施方案中,所述运送组件还包括安全光栅,所述安全光栅安装在支架上,所述安全光栅通过控制系统与移动件、提升件和夹持件相连。
21.通过采用上述技术方案,当工作人员靠近运送组件的工作区域时,通过安全光栅向控制系统发送信号,并通过控制系统控制移动件、提升件和夹持件停止工作,从而方便减少工作人员的安全隐患。
22.综上所述,本技术包括以下至少一种有益效果:
23.1.本技术通过设置运送组件,以机械的方式实现石墨舟的转运,从而减轻了人工的工作强度,从而方便提高石墨舟转运的工作效率。
24.2.本技术通过设置图像传感器,方便通过图像传感器向控制系统发送信号,从而使控制系统控制移动件、提升件和夹持件的工作,从而实现自动转运石墨舟的效果。
25.3.本技术通过设置安全光栅,通过安全光栅检测运送组件的工作区域内是否有工作人员,并通过控制系统控制移动件、提升件和夹持件的启停,从而方便减少工作人员在工作过程中出现安全隐患。
附图说明
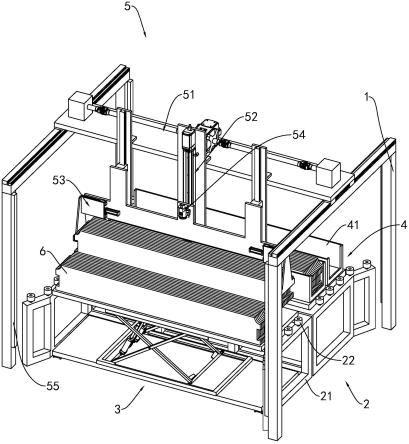
26.图1是本技术搬运机构的结构示意图。
27.图2是本技术实施例中运送组件的结构示意图。
28.图3是本技术实施例中移动件的结构示意图。
29.图4是本技术实施例中提升件的爆炸图。
30.图5是本技术实施例中夹持件的爆炸图。
31.附图标记说明:
32.1、支架;2、定位件;21、定位框;22、滚轮;3、运送件;4、运送台;41、花篮;5、运送组件;51、移动件;511、伺服电机;512、移动板;513、联轴器;514、安装箱;515、齿条;516、滑轨一;517、驱动杆;518、齿轮三;519、齿轮二;5110、转轴;5111、齿轮一;5112、滑块一;52、提升件;521、安装板;522、提升轨;523、提升电机;524、丝杆;525、提升板;526、提升块;527、滑轨二;528、滑轨三;529、滑块二;5210、滑块三;5211、夹持轨;53、夹持件;531、夹持气缸;532、夹持板;533、夹持块;534、推块;535、滑块四;54、图像传感器;55、安全光栅;6、石墨舟。
具体实施方式
33.以下结合附图对本技术作进一步详细说明。
34.本技术实施例公开一种龙门自动搬运机构,参照图1,包括支架1,支架1上安装有运送组件5,运送组件5包括移动件51、提升件52和夹持件53,移动件51安装在支架1上,提升件52安装在移动件51上,夹持件53安装在提升件52上。支架1的一侧设置有运送件3,另一侧设置有装有存放石墨舟6的花篮41的转运台。
35.参照图1,运送组件5工作时,石墨舟6被运送件3运送至支架1处时,移动件51移动至适当位置停止移动,提升件52开始工作,向石墨舟6的方向移动。当提升件52移动至合适的位置后停止移动,夹持件53开始工作,通过夹持件53将石墨舟6夹紧,然后通过提升件52将石墨舟6提升,接着通过移动件51将提升后的石墨舟6运送至用于存放石墨舟6的花篮41中,从而完成石墨舟6的转运。最后将放置在花篮41中的石墨舟6通过转运台运送至下一道工序中,完成石墨舟6的转运。
36.参照图1和图2,支架1的下方安装有定位件2,定位件2包括定位框21和滚轮22,定位框21设置有两个,其中一个定位框21安装在支架1靠近运送件3的一侧,另一个定位框21安装在支架1靠近运送台4的一侧。滚轮22转动安装在定位框21的顶壁上。
37.参照图1和图2,运送件3被运送至支架1的一侧时,通过定位框21对运送件3进行定位,从而方便运送组件5精准夹取运送件3上的石墨舟6。运送台4被运送至支架1的另一侧时,通过设置在支架1另一侧的定位框21对运送台4进行定位,从而方便运送件3精准的将石墨舟6放置在运送台4上。
38.参照图3,移动件51包括移动板512、齿轮一5111、齿条515和驱动源,支架1两侧的顶壁上均固定安装有滑轨一516,移动板512的底壁的两端均固定安装有滑块一5112,滑块一5112滑动安装在滑轨一516上。齿条515设置有两根,分别固定安装在支架1的顶壁上靠近滑轨一516处,齿轮一5111设置有两个,分别通过转轴5110转动安装在移动板512的底壁的两端,且齿轮一5111与齿条515啮合。驱动源为具有两个输出轴的伺服电机511,伺服电机511固定安装在移动板512的顶壁上,且伺服电机511的输出轴与转轴5110相连。提升件52安
装在移动板512上。
39.参照图3,移动件51还包括驱动杆517、齿轮二519、齿轮三518和安装箱514,安装箱514设置有两个,且分别固定安装在移动板512顶壁的两端,转轴5110远离齿轮一5111的一端穿过移动板512的顶壁并延伸至安装箱514内,齿轮二519同轴安装在转轴5110远离齿轮一5111的一端。驱动杆517转动安装在安装箱514上,且驱动杆517的一端伸入安装箱514内,齿轮三518同轴安装在驱动杆517位于安装箱514内的一端,且齿轮二519与齿轮三518啮合。驱动杆517远离齿轮三518的一端通过联轴器513与伺服电机511的输出轴连接。联轴器513为万向联轴器513。
40.参照图2和图3,当移动件51工作时,伺服电机511在控制系统的控制下工作,伺服电机511的输出轴通过联轴器513带动驱动杆517转动,使得驱动杆517带动齿轮三518转动,齿轮三518带动齿轮二519转动,从而使得齿轮二519通过转轴5110带动齿轮一5111转动,从而使齿轮一5111沿着齿条515移动,从而实现移动板512在支架1上移动,且滑块一5112沿着滑轨一516滑动。
41.参照图2和图4,提升件52包括提升电机523、安装板521、丝杆524和提升板525,安装板521沿竖直方向固定安装在移动板512上。安装板521上沿竖直方向固定安装有提升轨522,丝杆524转动安装在提升轨522内。提升电机523固定安装在安装板521上,且提升电机523的输出轴与丝杆524的一端同轴连接。提升板525的侧壁上固定安装有提升块526,提升块526滑动安装在提升轨522内,且提升块526螺纹配合于丝杆524上。移动板512的侧壁上沿竖直方向还固定安装有滑轨二527和滑轨三528,滑轨一516和滑轨三528分别位于提升轨522的两侧。提升板525的侧壁上还固定安装有滑块二529和滑块三5210,滑块二529滑动安装在滑轨二527上,滑块三5210滑动安装在滑轨三528上。夹持件53安装在提升板525上。
42.参照图2和图4,当提升件52工作时,夹持件53夹持住石墨舟6后,控制系统控制提升电机523工作,使得提升电机523带动丝杆524转动,从而带动提升块526在提升轨522内滑动,使得提升块526带动提升板525沿着竖直方向移动,从而实现提升的动作。同时,当提升板525沿竖直方向移动时,提升板525上的滑块二529和滑块三5210分别在滑轨二527和滑轨三528上滑动,从而保持提升板525移动的稳定性。
43.参照图2和图5,夹持件53包括夹持气缸531、夹持块533和夹持板532,夹持气缸531设置有两个,且分别固定安装在提升板525水平方向的两端。夹持板532设置有两块,且夹持板532的截面呈l形,夹持板532的水平段与石墨舟6上的缺口卡接。夹持板532的侧壁上固定安装有夹持块533,夹持块533的侧壁上固定安装有滑块四535,提升板525上靠近夹持气缸531处固定安装有夹持轨5211,滑块四535滑动安装在夹持轨5211上。夹持块533的侧壁上固定安装有推块534,所述推块534的侧壁与夹持气缸531的活塞杆固定连接。
44.参照图2和图5,当夹持件53工作时,提升板525被下放至合适的位置后,控制系统控制夹持气缸531工作,夹持气缸531带动推块534移动沿着提升板525的侧壁移动,从而带动夹持块533移动,使得夹持块533上的滑块四535在夹持轨5211上移动,从而保持夹持块533滑动的稳定性。加持块沿着提升板525的侧壁移动。从而带动夹持板532移动,从而将石墨舟6夹紧,完成夹持动作。
45.参照图2,运送组件5还包括图像传感器54,图像传感器54固定安装在提升板525的侧壁上,且图像传感器54朝向石墨舟6。图像传感器54通过控制系统与移动件51、提升件52
和夹持件53相连。
46.参照图1和图2,当图像传感器54检测到花篮41中没有石墨舟6后,图像传感器54向控制系统发送信号,控制系统控制移动件51工作,从而使移动板512向运送件3方向移动。当图像传感器54检测到运送件3上的石墨舟6后,图像传感器54向控制系统发送信号,控制系统控制移动件51停止工作,并控制提升件52工作,使提升件52下降至合适的高度,然后控制系统控制夹持件53工作,使夹持件53夹紧石墨舟6。
47.参照图1和图2,当夹持件53夹紧石墨舟6后,控制系统控制提升件52进行提升动作,当提升件52提升动作完成后,控制系统控制移动件51移动,从而带动石墨舟6移动至花篮41处。当图像传感器54检测到花篮41后,图像传感器54向控制系统发送信号,控制系统控制提升件52工作,使石墨舟6下降,并控制夹持件53工作,使夹持件53松开石墨舟6,使得石墨舟6存放在花篮41中。从而完成一次石墨舟6的转运,接着重复上述步骤,继续转运石墨舟6。
48.参照图2,运送组件5还包括安全光栅55,安全光栅55设置有两组,其中一组固定安装在支架1上靠近运送件3的一侧,另一组固定安装在支架1上靠近转运台的一侧。安全光栅55通过控制系统与移动件51、提升件52和夹持件53连接。
49.参照图2,当移动件51或提升件52或夹持件53处于工作状态时,安全光栅55检测到工作区域内有工作人员时,安全光栅55通过控制系统控制移动件51或提升件52或夹持件53停止工作,从而减少转运石墨舟6时的安全隐患。
50.本技术实施例的工作原理为:将装有石墨舟6的运送件3运送至支架1一侧的定位框21内,将装有花篮41的运送台4运送至支架1另一侧的定位框21内。初始位置时,移动件51位于支架1靠近花篮41的一侧。
51.当运送组件5开始工作时,图像传感器54检测到花篮41中没有石墨舟6后,图像传感器54向控制系统发送信号,控制系统控制移动件51工作,使移动件51移动至运送件3处。
52.当图像传感器54检测到位于运送件3上的石墨舟6后,图像传感器54向控制系统发送信号,控制系统控制移动件51停止工作,并控制提升件52进行下降动作。当图像传感器54检测到提升件52下降至合适的位置后,图像传感器54向控制系统发送信号,控制系统控制提升件52停止工作,并控制夹持件53工作,使夹持件53夹紧石墨舟6,当夹持件53夹紧石墨舟6后,控制系统控制提升件52进行提升动作。
53.当提升件52提升至合适的高度后,控制系统控制移动件51工作,使移动件51向运送台4的方向移动。当图像传感器54识别到空的花篮41时,图像传感器54向控制系统发送信号,控制系统控制提升件52带动石墨舟6下降,当图像传感器54检测到提升件52下降至合适的高度后,图像传感器54向控制系统发送信号,控制系统控制夹持件53工作,使夹持件53松开石墨舟6,从而使石墨舟6存放在花篮41内。此时,运送组件5完成一次转运的工作,控制系统控制运送组件5继续重复上述步骤,对批量的石墨舟6进行转运,批量的石墨舟6转运完成后,通过移动运送台4,使石墨舟6被转运至下一道工序中。
54.以上为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1