一种背封式全自动香皂包纸机的制作方法
1.本实用新型涉及香皂包纸设备技术领域,尤其是涉及一种背封式全自动香皂包纸机。
背景技术:
2.香皂是每个家庭都普遍使用的一种传统洗涤用品,其一般为固体块状产品,但也有膏状和液体产品。香皂的使用对象不同于洗衣皂,它一般是针对人体的皮肤,比如洗手、洗脸和洗澡等。
3.其中,为方便取用和降低成本,酒店中的一次性用香皂基本采用的是方形的小块香皂,目前市面上存在两种对该小块香皂的包装方式,两种包装方式均是将一侧具有粘性的外包纸完全包裹至香皂的外部,区别点在于外包纸的边沿封口位不同,其一是位于香皂的侧面,另一是位于香皂的背面。
4.目前市面上存在的香皂包纸机的包纸工艺和流程基本是针对于侧面封口的香皂设计的,热烫封口的动作也是作用于香皂的侧面,目前市面上还不存在针对于香皂背面封口的设备,但是许多出口的香皂以及许多高档酒店要求提供背面封口的香皂。因此,现在只能通过人工包纸的方式对香皂进行背面封口,工作效率极低,生产成本高,并且容易导致边沿封口位置偏移,不能满足香皂包装的基本要求,次品率较高。
技术实现要素:
5.为解决上述问题,本实用新型提出了一种背封式全自动香皂包纸机。
6.本实用新型所采用的技术方案是:一种背封式全自动香皂包纸机,用于对香皂的外部进行自动化包纸,并将外包纸的封口边沿设置在所述香皂的正面或反面,所述外包纸的内侧面设有粘膜层,所述全自动香皂包纸机包括:
7.机架,所述机架上依次设有香皂送料端、香皂包纸端和成品出料端;
8.香皂送料机构,安装在所述香皂送料端,用于均匀间隔的输送香皂至所述香皂包纸端;
9.出纸机构,安装在所述香皂包纸端的上方,用于将连续的长纸条输送至压切机构;
10.压切机构,安装在所述香皂送料端和所述香皂包纸端的衔接处上方,用于驱动送纸,并将长纸条切断成所述外包纸,所述香皂和所述外包纸在所述衔接处汇合,此时所述香皂一侧面抵接于呈竖立状的外包纸内侧面靠下位置;推压机构,安装在所述衔接处,用于将放置有香皂的外包纸的长向两端进行推压翻折,并在香皂的背面形成翻折一端和翻折二端,所述翻折一端长度大于所述翻折二端长度;
11.机械分割器,安装在所述香皂包纸端,所述机械分割器的分割器圆盘上设有若干呈环形间隔分布的夹爪组件,所述夹爪组件用于夹持经由所述推压机构压折完毕的带有外包纸的香皂,所述机械分割器上设有衔接至所述推压机构的进料位和衔接至所述成品出料端的出料位;
12.整平辅助机构,安装在所述进料位和所述出料位之间,且布置在所述夹爪组件的运动轨迹的外围,所述整平辅助机构至少包括有压烫装置,所述压烫装置用于将所述翻折一端和翻折二端通过所述粘膜层的热熔呈层叠状贴附于香皂的正面或反面;
13.折角热封机构,安装在所述成品出料端,用于对所述外包纸相对的两侧面进行折角热封。
14.一般,本设备通过plc控制机头来控制所有机构的运行,可以通过调整plc控制机头的参数来控制对香皂的包纸效率。
15.以下还提供了若干可选方式,但并不作为对上述总体方案的额外限定,仅仅是进一步的增补或优选,在没有技术或逻辑矛盾的前提下,各可选方式可单独针对上述总体方案进行组合,还可以是多个可选方式之间进行组合。
16.优选的,所述夹爪组件包括相互连接的驱动气缸的夹爪,设置香皂侧面上对应于折角热封的两侧为宽向侧,另两侧为长向侧,所述夹爪夹持在所述香皂的两相对的长向侧。
17.优选的,所述推压机构的出料端的延伸至所述进料位,所述进料位和所述出料位均处于所述机械分割器的上下端中间位置,带有外包纸的香皂沿水平方向输送至所述夹爪中。
18.优选的,所述整平辅助机构还包括有导向压板,所述导向压板自所述推压机构的出料端呈弯曲状延伸至所述压烫装置。
19.优选的,设置所述香皂送料机构的输送轨道位于所述机架的工作面板上,所述导向压板和所述压烫装置均高于所述工作面板布置。
20.优选的,所述整平辅助机构还包括有扫平刷头,所述扫平刷头位于所述压烫装置和所述出料位之间,且,所述扫平刷头的刷毛一侧朝向所述夹爪组件。
21.优选的,所述折角热封机构包括相互间隔的折角工位和热封工位,所述折角工位位于所述出料位和所述热封工位之间。
22.优选的,所述出纸机构包括安装在所述机架上的储纸卷轮和若干滚纸筒,所述储纸卷轮用于存储卷状的长纸条,若干所述滚纸筒用于对所述长纸条进行方向引导,所述长纸条的输送轨迹上设有色标感应器。
23.更优选的,所述压切机构包括安装架和安装在安装架上的压辊装置和切刀装置,其中,所述压辊装置位于所述切刀装置的上方。
24.本实用新型与现有技术相比较,其具有以下有益效果:
25.本实用新型通过机械分割器和整平辅助机构的设计,使得香皂包纸过程中可高效进行背面封口的动作,并且可保证外包纸的翻折边沿牢牢的平整贴附在香皂的背面的边缘位置,自动化程度高,工作流程简易,整机机构紧凑,效率高,次品率低,极大的降低了人工成本,可以满足现代化生产需求,实用性强。
附图说明
26.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
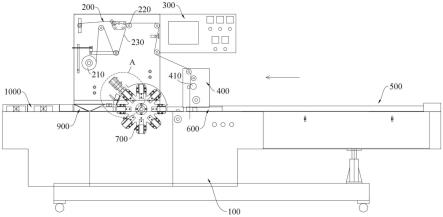
27.图1为本技术一实施例中的整体主视图;
28.图2为图1中的a部局部放大图;
29.图3为本技术一实施例中的整体前视图;
30.图4为本技术一实施例中涉及的背面封口且包纸完毕后的香皂结构图;
31.图5为本技术一实施例中背面封口的香皂包纸流程图;
32.图6为本技术一实施例中在包纸过程中外包纸的折痕变化流程图。
33.附图中标记为:a-香皂、b-外包纸、b1-压折部、b2-封口、100-机架、200-出纸机构、210-储纸卷轮、220-滚纸筒、230-长纸条、300-plc控制机头、400-压切机构、410-压辊装置、500-香皂送料机构、600-推压机构、700-机械分割器、710-夹爪、720-驱动气缸、800-整平辅助机构、810-导向压板、820-压烫装置、830-扫平刷头、900-折角工位、1000-热封工位。
34.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
35.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
36.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
37.另外,在本实用新型中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
38.具体实施方案:参阅图1-图6,本实用新型是一种背封式全自动香皂包纸机,用于对香皂a的外部进行自动化包纸,并将外包纸b的封口b2边沿设置在香皂a的正面或反面,外包纸b的内侧面设有粘膜层,全自动香皂包纸机包括:
39.机架100,机架100上依次设有香皂送料端、香皂包纸端和成品出料端;
40.香皂送料机构500,安装在香皂送料端,用于均匀间隔的输送香皂a至香皂包纸端;
41.出纸机构200,安装在香皂包纸端的上方,用于将连续的长纸条230输送至压切机构400;
42.压切机构400,安装在香皂送料端和香皂包纸端的衔接处上方,用于驱动送纸,并将长纸条230切断成外包纸b,香皂a和外包纸b在衔接处汇合,此时香皂a一侧面抵接于呈竖立状的外包纸b内侧面靠下位置;
43.推压机构600,安装在衔接处,用于将放置有香皂a的外包纸b的长向两端进行推压翻折,并在香皂a的背面形成翻折一端和翻折二端,翻折一端长度大于翻折二端长度;
44.机械分割器700,安装在香皂包纸端,机械分割器700的分割器圆盘上设有若干呈
环形间隔分布的夹爪组件,夹爪组件用于夹持经由推压机构600压折完毕的带有外包纸b的香皂a,机械分割器700上设有衔接至推压机构600的进料位和衔接至成品出料端的出料位;
45.整平辅助机构800,安装在进料位和出料位之间,且布置在夹爪组件的运动轨迹的外围,整平辅助机构至少包括有压烫装置820,压烫装置820用于将翻折一端和翻折二端通过粘膜层的热熔呈层叠状贴附于香皂a的正面或反面;
46.折角热封机构,安装在成品出料端,用于对外包纸b相对的两侧面进行折角热封,请参阅图4,可见在外包纸b相对的两侧面的两端均形成有压折部b1。
47.一般,本设备通过plc控制机头300来控制所有机构的运行,可以通过调整plc控制机头300的参数来控制对香皂a的包纸效率。
48.在本实施例中,香皂送料机构500为传送带,传送带经由伺服电机驱动运行,香皂a放置于传送带上。
49.具体的,夹爪组件包括相互连接的驱动气缸720和夹爪710,设置香皂a侧面上对应于折角热封的两侧为宽向侧,另两侧为长向侧,夹爪710夹持在香皂a的两相对的长向侧。
50.需要注意的是,为方便于将夹持于夹爪710上的香皂a下料至位于成品出料端的传送带上,在机械分割器700的出料位上设置有链轮结构,链轮结构包括通过电机驱动的呈环状的链轮,链轮上均匀间隔布置有多个取料件,位于出料位的夹爪710由气缸驱动720驱动松开,由链轮驱动至出料位的取料件将包有外包纸b的香皂a取下,并输送至成品出料端的传送带上。当下一个夹爪组件转动至出料位时,位于链轮上的下一个取料件也刚好转动至出料位,实现完美衔接。
51.作为本实施例的一种优选实施方式,推压机构600的出料端的延伸至进料位,进料位和出料位均处于机械分割器700的上下端中间位置,带有外包纸b的香皂a沿水平方向输送至夹爪710中。
52.此外,整平辅助机构800还包括有导向压板810,导向压板810自推压机构600的出料端呈弯曲状延伸至压烫装置820。请参阅图1和图2,这里导向压板810呈圆弧状的设置在机械分割器700的上方,由于夹爪710夹持在香皂a的两相对的长向侧,此时翻折一端和翻折二端位于机械分割器700的外侧方向,导向压板810可以对翻折一端和翻折二端进行初步压平。
53.在本实施例中,设置香皂送料机构500的输送轨道位于机架100的工作面板上,导向压板810和压烫装置820均高于工作面板布置。
54.作为本实施例的另一种优选实施方式,整平辅助机构800还包括有扫平刷头830,扫平刷头830位于压烫装置820和出料位之间,且,扫平刷头830的刷毛一侧朝向夹爪组件。
55.然后,折角热封机构包括相互间隔的折角工位900和热封工位1000,折角工位900位于出料位和热封工位1000之间。
56.在本实施例中,出纸机构200包括安装在机架上的储纸卷轮210和若干滚纸筒220,储纸卷轮210用于存储卷状的长纸条230,若干滚纸筒220用于对长纸条230进行方向引导,长纸条230的输送轨迹上设有色标感应器,这里色标感应器主要用于定位长纸条230的位置,一般外包纸230的外侧面会设置有文字说明或酒店logo,色标感应器的设计可以确保最终包纸完毕的成品香皂的文字说明或酒店logo位于正面的正中央。
57.更具体的,压切机构400包括安装架和安装在安装架上的压辊装置410和切刀装
置,其中,压辊装置410位于切刀装置的上方。这里压辊装置410一般包括主动辊和从动辊,主动辊由电机驱动,用于将长纸条230压平,同时给长纸条230提供送纸的驱动力;切刀装置包括上刀和下刀,上刀和下刀的交错间隔分切用于将长纸条230分切为长度一致的外包纸b。
58.工作原理:出纸机构200用于将长纸条230持续稳定的输送至压切机构400,压切机构400将长纸条230压平,并分切为长度一致的外包纸b。与此同时,位于香皂送料机构500的传送带将香皂a间隔的持续输送至压切机构400的下方,并在香皂送料端和香皂包纸端的衔接处交汇。请参阅图5,经过压辊装置后的长纸条沿竖直方向输出至衔接处,此时香皂a的一侧会抵接于外包纸b的内侧面长向偏下位置,然后推压机构600经由气缸驱动推压块,将内侧面抵接于香皂a侧面的外包纸b的长向两端进行多次推压翻折,并在香皂a的下端面(反面)形成翻折一端和翻折二端,翻折一端长度大于翻折二端长度;推压完毕后,带有外包纸b的香皂a就会被继续输送至刚好转动至机械分割器700的上料位的夹爪710上,夹爪710夹持在香皂a的两相对的长向侧,夹爪710翻转,使得翻折一端和翻折二端转动至机械分割器700的外侧方向,导向压板810可以对翻折一端和翻折二端进行初步压平。接着,机械分割器700的转动会带动夹爪710继续转动至压烫装置820所在位置,压烫装置820包括驱压气缸和热压端,驱压气缸驱动热压端对已经初步折平的翻折一端和翻折二端进行热压,翻折一端和翻折二端通过粘膜层的热熔呈层叠状贴附于香皂a的反面,此时翻折一端会覆盖在翻折二端上方,并在边沿位置形成封口b2,请参阅图3,封口b2位于香皂a的反面靠边位置。然后,机械分割器700的转动会带动夹爪710继续转动至扫平刷头830,扫平刷头830上的刷毛对封口b2进行最后的抚平动作,确保翻折一端和翻折二端可以牢固且平整的贴合在香皂a反面。之后,通过链轮结构将已经背面封口完毕的香皂a下料至位于成品出料端的传送带上。最后,通过折角工位900对外包纸b的宽向侧进行折角,形成压折部b1,通过热封工位1000对外包纸b的宽向侧进行热封,即可完成对香皂a的背面封口式包装。
59.本实用新型的一种背封式全自动香皂包纸机以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的发明构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1