一种真空吸附治具和摄像头模组晶圆金线焊接设备的制作方法
1.本实用新型涉及摄像头模组生产技术领域,特别涉及一种真空吸附治具和摄像头模组晶圆金线焊接设备。
背景技术:
2.随着摄像头模组技术应用的不断升级,晶圆金线焊接技术要求比较高,对应的摄像头模组生产过程中,所需要金线焊接真空吸附治具工序也越来越多。
3.现有摄像头模组晶圆金线焊接设备上的真空吸附治具底部真空入口通常设计为两个独立的小方孔,气压入口位置小,易导致真空值气压达不到要求,进而导致真空吸附治具吸附效果差,易造成晶圆金线焊接出现球径和虚焊异常,最终造成手机模组拍照有模糊不良,拍照不清晰等问题。针对上述缺陷,本实用新型作出了改进。
技术实现要素:
4.为了克服背景技术的不足,本实用新型提供一种真空吸附治具,通过使吸附真空入口呈长条形且垂直于第一通道,能便于吸附真空入口贯穿连通至少两个第一通道,这样有效增大了气压入口,有利于保证真空值气压达到要求,可提升真空吸附治具吸附效果。
5.本实用新型提供一种真空吸附治具,包括吸附面板和设置在吸附面板底侧中部的安装底座,所述吸附面板的顶侧中部设有吸附区,所述吸附区设有多个吸附孔且吸附孔呈矩阵式排列,所述安装底座的中部设有u形槽,u形槽的中部设有矩形凹槽,矩形凹槽内设有长条形的吸附真空入口,所述吸附面板的内部设有连通所述吸附孔与吸附真空入口的真空通道,所述真空通道包括相互垂直且相交的第一通道和第二通道,所述第一通道设有多个且相互平行,每一个第一通道均连通一列所述吸附孔,所述第二通道贯穿连通各个所述第一通道,所述吸附真空入口垂直于所述第一通道,吸附真空入口贯穿连通至少两个所述第一通道。
6.优选的,所述吸附面板呈矩形,所述第一通道沿所述吸附面板的宽度方向设置,所述第二通道沿所述吸附面板的长度方向设置。
7.优选的,所述吸附面板的两侧各设一个所述第二通道,所述吸附真空入口位于两个第二通道之间,吸附真空入口贯穿连通三个所述第一通道。
8.优选的,所述吸附孔包括第一气道和第二气道,所述吸附区的上表面为吸附面,所述第一气道的一端与所述吸附面连通,第一气道的另一端与所述第二气道的一端连通,第二气道的另一端与所述第一通道连通,所述第一气道平行于所述吸附面的截面积大于所述第二气道平行于所述吸附面的截面积。
9.优选的,所述第一气道包括第一孔和环绕在所述第一孔四周的至少两个第二孔,部分所述第二孔贯穿部分所述第一孔,所述第一孔和所述第二孔垂直于所述吸附面设置。
10.优选的,所述第二孔设有四个且均匀分布在所述第一孔的四周,所述第一孔呈方形,所述第二孔呈腰圆形。
11.优选的,所述吸附面板沿长度方向的一端为突出的短板,另一端为突出的长板,所述短板与长板之间为连接部,连接部的底部连接有所述安装底座,所述短板的厚度大于长板的厚度,所述短板与安装底座之间设有第一卡槽,所述长板与安装底座之间设有第二卡槽。
12.优选的,所述长板上设有第一通孔和第二通孔,所述短板和长板上均设有排气孔。
13.优选的,所述吸附面板沿长度方向的两端顶部各设一个斜坡。
14.本实用新型还提供一种摄像头模组晶圆金线焊接设备,包括上述的真空吸附治具。
15.综上所述,本实用新型有益效果为:
16.1.吸附真空入口呈长条形且垂直于第一通道,能便于吸附真空入口贯穿连通至少两个第一通道,这样有效增大了气压入口,有利于保证真空值气压达到要求,可提升真空吸附治具吸附效果,进而能有效控制晶圆球径和金线虚焊异常,改善手机摄像头无功能等问题,最终确保产品可靠性及良率;
17.2.第一气道平行于吸附面的截面积大于第二气道平行于吸附面的截面积,相较于第一气道平行于吸附面的截面积小于或等于第二气道平行于吸附面的截面积的真空吸附治具而言,可使吸附力的作用点更分散,能提高真空吸附治具吸附的稳定性,即提升了真空吸附治具吸附效果;
18.3.吸附面板沿长度方向的两端采用安装防呆设计,即一端为较厚的短板,另一端为较薄的长板,可避免使用人员作业失误导致的产品刮伤以及报废,通过设置第一卡槽和第二卡槽能便于将真空吸附治具安装到使用设备上。
19.下面结合附图对本实用新型作进一步说明。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
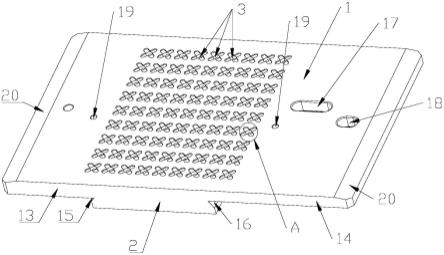
21.图1为本实用新型顶侧的一种立体示意图;
22.图2为本实用新型底侧的一种立体示意图;
23.图3为本实用新型的一种俯视示意图;
24.图4为图3中a-a处的一种剖面示意图;
25.图5为图3中b-b处的一种剖面示意图;
26.图6为本实用新型的一种主视示意图;
27.图7为图6中c-c处的一种剖面示意图;
28.图8为图1中a处的局部放大图;
29.图中标记:1-吸附面板,2-安装底座,3-吸附孔,4-u形槽,5-矩形凹槽,6-吸附真空入口,7-第一通道,8-第二通道,9-第一气道,10-第二气道,11
‑ꢀ
第一孔,12-第二孔,13-短板,14-长板,15-第一卡槽,16-第二卡槽,17-第一通孔,18-第二通孔,19-排气孔,20-斜坡。
具体实施方式
30.下面将结合本实用新型实施例中的图1至图8,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.为使本实用新型实施的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行更加详细的描述。
32.如图1至图8所示,本实施例公开的一种真空吸附治具,包括吸附面板1 和设置在吸附面板1底侧中部的安装底座2,所述吸附面板1的顶侧中部设有吸附区,所述吸附区设有多个吸附孔3且吸附孔3呈矩阵式排列,所述安装底座2 的中部设有u形槽4,u形槽4的中部设有矩形凹槽5,矩形凹槽5内设有长条形的吸附真空入口6,所述吸附面板1的内部设有连通所述吸附孔3与吸附真空入口6的真空通道,所述真空通道包括相互垂直且相交的第一通道7和第二通道8,所述第一通道7设有多个且相互平行,每一个第一通道7均连通一列所述吸附孔3,所述第二通道8贯穿连通各个所述第一通道7,所述吸附真空入口6 垂直于所述第一通道7,吸附真空入口6贯穿连通至少两个所述第一通道7。
33.在上述技术方案中,真空吸附治具通过安装底座2能方便地固定安装到使用设备上,吸附面板1的吸附区设置呈矩阵式排列的多个吸附孔3能便于吸附产品,本实施例的吸附孔3设置9行9列,共81个孔,第一通道7设置9个且相互平行,每一个第一通道7均连通一列吸附孔3,至少设置一个第二通道8,通过第二通道8贯穿连通9个第一通道7,通过使吸附真空入口6呈长条形且垂直于第一通道7,能便于吸附真空入口6贯穿连通至少两个第一通道7,这样有效增大了气压入口,有利于保证真空值气压达到要求,可提升真空吸附治具吸附效果,进而能有效控制晶圆球径和金线虚焊异常,改善手机摄像头无功能等问题,最终确保产品可靠性及良率。具体实施时,真空吸附治具安装在使用设备上,本实施例的使用设备为摄像头模组晶圆金线焊接设备,该设备上固定有与安装底座2适配的安装基座,这样真空吸附治具通过安装底座2就能方便地固定安装在安装基座上。
34.作为优选的一种技术方案,所述吸附面板1呈矩形,所述第一通道7沿所述吸附面板1的宽度方向设置,所述第二通道8沿所述吸附面板1的长度方向设置。在本实施例中,吸附面板1呈矩形,其具有长边和短边,短边所在方向即吸附面板1的宽度方向,长边所在方向即吸附面板1的长度方向,本实施例第一通道7沿吸附面板1的宽度方向设置,第二通道8沿吸附面板1的长度方向设置,由此可使第一通道7和第二通道8相互垂直且相交,这样由第一通道7 和第二通道8组成的真空通道就能很好地连通吸附孔3与吸附真空入口6。
35.作为优选的一种技术方案,所述吸附面板1的两侧各设一个所述第二通道8,所述吸附真空入口6位于两个第二通道8之间,吸附真空入口6贯穿连通三个所述第一通道7。在本实施例中,吸附面板1内的两侧各设一个第二通道8能更好地贯穿连通各个第一通道7,可使真空通道内部更好地连通,通过使吸附真空入口6贯穿连通三个第一通道7,有效增大了气压入口,有利于保证真空值气压达到要求,可更好地提升真空吸附治具吸附效果。
36.作为优选的一种技术方案,所述吸附孔3包括第一气道9和第二气道10,所述吸附区的上表面为吸附面,所述第一气道9的一端与所述吸附面连通,第一气道9的另一端与所述第二气道10的一端连通,第二气道10的另一端与所述第一通道7连通,所述第一气道9平
行于所述吸附面的截面积大于所述第二气道10平行于所述吸附面的截面积。在本实施例中,吸附区上表面的吸附面用于吸附产品,由于吸附孔3包括第一气道9和第二气道10,第一气道9的一端与吸附面连通,第一气道9的另一端与第二气道10的一端连通,第二气道10 的另一端与第一通道7连通,第一气道9平行于吸附面的截面积大于第二气道 10平行于吸附面的截面积,相较于第一气道9平行于吸附面的截面积小于或等于第二气道10平行于吸附面的截面积的真空吸附治具而言,可使吸附力的作用点更分散,能提高真空吸附治具吸附的稳定性,即提升了真空吸附治具吸附效果,从而有利于进一步控制晶圆球径和金线虚焊异常,进而改善手机摄像头无功能等问题,最终确保产品可靠性及良率。具体实施时,第二气道10的内腔呈圆柱形,可便于连通第一气道9与第一通道7。
37.作为优选的一种技术方案,所述第一气道9包括第一孔11和环绕在所述第一孔11四周的至少两个第二孔12,部分所述第二孔12贯穿部分所述第一孔11,所述第一孔11和所述第二孔12垂直于所述吸附面设置。本实施例通过采用上述设计能使第一气道9平行于吸附面的截面积大于第二气道10平行于吸附面的截面积,从而保证了真空吸附治具吸附的稳定性,可更好地满足实际需求。
38.作为优选的一种技术方案,所述第二孔12设有四个且均匀分布在所述第一孔11的四周,所述第一孔11呈方形,所述第二孔12呈腰圆形。在本实施例中,第二孔12的一端连在第一孔11的方形边上,吸附孔3呈x形且整体上近似花瓣状,采用上述设计既便于加工,也能使第一气道9平行于吸附面的截面积大于第二气道10平行于吸附面的截面积,从而保证了真空吸附治具吸附的稳定性,并且相邻第二孔12之间还能形成有效支撑产品的支撑台阶,可进一步提升产品吸附的稳定性。具体实施时,第二孔12的数量可为3或者5个或者更多,使得吸附孔3整体上呈花瓣状,并且第一孔11可呈圆形,第二孔12可呈圆形或者腰圆形,第一孔11和第二孔12还可为其他的形状,本实用新型对此不作限制。
39.作为优选的一种技术方案,所述吸附面板1沿长度方向的一端为突出的短板13,另一端为突出的长板14,所述短板13与长板14之间为连接部,连接部的底部连接有所述安装底座2,所述短板13的厚度大于长板14的厚度,所述短板13与安装底座2之间设有第一卡槽15,所述长板14与安装底座2之间设有第二卡槽16。在本实施例中,吸附面板1沿长度方向的两端采用安装防呆设计,即一端为较厚的短板13,另一端为较薄的长板14,可避免使用人员作业失误导致的产品刮伤以及报废,通过设置第一卡槽15和第二卡槽16能便于将真空吸附治具更好地安装到摄像头模组晶圆金线焊接设备的安装基座上。
40.作为优选的一种技术方案,所述长板14上设有第一通孔17和第二通孔18,所述短板13和长板14上均设有排气孔19。在本实施例中,长板14上设置的第一通孔17和第二通孔18可以方便使用工具对整个真空吸附治具进行取放及维护,在短板13和长板14上均设置排气孔19能用于释放气体,由此就能更好地满足实际需求。
41.作为优选的一种技术方案,所述吸附面板1沿长度方向的两端顶部各设一个斜坡20。在本实施例中,吸附面板1沿长度方向的两端顶部各设一个斜坡20,斜坡20形成了斜面,两边设计斜坡20会在产品进料时比较顺畅,可减少设备故障率,进而确保产品在设备上运行顺畅工作。
42.本实施例还公开一种摄像头模组晶圆金线焊接设备,其包括上述实施例中的真空吸附治具。将上述的真空吸附治具应用于摄像头模组晶圆金线焊接设备,在百级工作环境
下金线焊接成手机摄像头产品,能有效控制晶圆球径和金线虚焊异常,改善手机摄像头无功能等问题,最终确保产品可靠性及良率。具体实施时,摄像头模组晶圆金线焊接自动化设备的真空吸附治具安装方式为插入式定位,接通气源达到真空吸附完成。
43.对于本实施例的真空吸附治具,治具表面铣孔81个吸附孔3,治具内部铣 9个横向通孔(即加工第一通道7)和2个纵向通孔(即加工第二通道8)并且铣完后需要用堵头堵住通孔两端,治具底部加工长条形的吸附真空入口6。
44.优选地,本实施例的真空吸附治具尺寸为:长108mm*宽67mm*厚8.5mm,两边斜坡20设计长5mm厚1mm,相邻吸附孔3的间距优选为5.18mm,长条形的吸附真空入口6长16.1mm、宽2.5mm,以上给出的部分尺寸为优选尺寸,具体实施时不限于上述尺寸,可根据实际工况对实际尺寸进行调整。
45.具体实施时,真空吸附治具整体结构的所有棱角均倒0.1mm的圆角,治具表面需要硬氧处理,无毛刺等,可有效提升使用安全性。
46.本实施例改进吸附真空入口6、真空通道以及吸附孔3结构后能更好地确保真空入口气压最大量,从而保障了吸附力的增强,具体实施时能很好地确保吸附真空大于-550kpa,可更好地满足实际生产需求。
47.本实施例中未涉及部分均与现有技术相同或可采用现有技术加以实现,在此不做进一步说明。
48.各位技术人员须知:虽然本实用新型已按照上述具体实施方式做了描述,但是本实用新型的发明思想并不仅限于此实用新型,任何运用本发明思想的改装,都将纳入本专利权保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1