十字吊具的制作方法
本技术涉及吊具领域,具体涉及一种用于氢能极板转运的专用十字吊具。
背景技术:
1、氢能极板为一种厚度较薄且直径跨度在2m左右的圆盘,现有针对极板转运的技术主要为两种:一是主要采用人工转运;二是使用吊带配合卡钳夹紧完成极板的转运工作。上述两种方案的均存在较大的缺点,首先如果主要采用人工转运,人力消耗较大且效率及持久性较差,不利于提高生产效率,且人工转运时放置及转运过程存在一定的损伤极板的风险;其次是使用吊带配合卡钳夹紧的方式转运极板的缺点,卡钳夹紧安装较困难,主要原因是极板均为多张摞放,且卡钳夹紧易对极板周圈造成损伤,影响极板后续的使用效果,且使用两个卡钳或四个卡钳均布配合吊带转运时,由于受到的不是垂直于极板的力导致转运过程中存在一定的变形情况,影响后续使用。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种十字吊具。
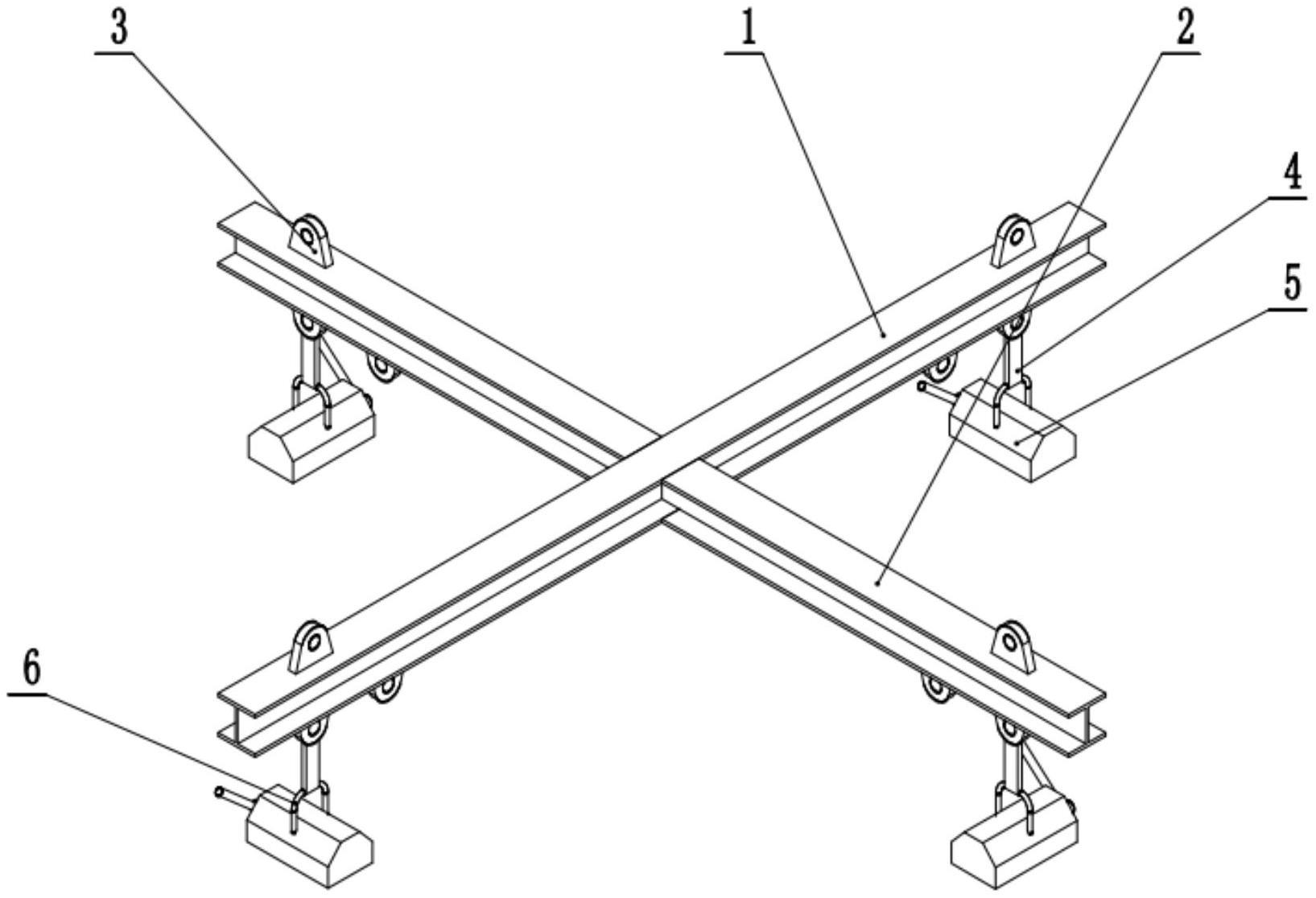
2、根据本申请实施例提供的技术方案,十字吊具,包括第一h型钢和第二h型钢,所述第一h型钢和第二h型钢之间相互垂直固定成“十”字结构,所述十”字结构的四端下表面焊接有两个弧形吊耳,在所述弧形吊耳上通过活动销安装有吊带,所述吊带下方依次是可活动的吊环和磁力吊。
3、本实用新型中,所述所述十”字结构的四端上表面焊接有吊耳。
4、本实用新型中,所述弧形吊耳与吊耳的吊孔在一垂直线上。
5、综上所述,本申请的有益效果:
6、1、采用此种十字吊具完成氢能极板的转运工作,节省大量人力,大幅提高生产效率;
7、2、采用十字吊具保证吊起极板的力垂直于极板,大量减少起吊转运过程中造成极板变形的情况;
8、3、使用磁力吊代替常规卡钳,基本可避免造成极板边缘受损的情况;
9、4、此吊具的使用磁力吊的安装简单,减少极板转运复杂系数,提高生产效率。
技术特征:
1.十字吊具,包括第一h型钢(1)和第二h型钢(2),所述第一h型钢(1)和第二h型钢(2)之间相互垂直固定成“十”字结构,其特征是:所述十”字结构的四端下表面焊接有两个弧形吊耳,在所述弧形吊耳上通过活动销安装有吊带(4),所述吊带(4)下方依次是可活动的吊环(6)和磁力吊(5)。
2.根据权利要求1所述的十字吊具,其特征是:所述十”字结构的四端上表面焊接有吊耳(3)。
3.根据权利要求1所述的十字吊具,其特征是:所述弧形吊耳与吊耳(3)的吊孔在一垂直线上。
技术总结
本技术公开了十字吊具,包括第一H型钢和第二H型钢,所述第一H型钢和第二H型钢之间相互垂直固定成“十”字结构,所述十”字结构的四端下表面焊接有两个弧形吊耳,在所述弧形吊耳上通过活动销安装有吊带,所述吊带下方依次是可活动的吊环和磁力吊。本方案采用此种十字吊具完成氢能极板的转运工作,节省大量人力,大幅提高生产效率。
技术研发人员:李玉柱,柳成林
受保护的技术使用者:华电重工机械有限公司
技术研发日:20221122
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!