套密封圈装置的制作方法
本技术涉及密封圈自动组装技术,具体为一种套密封圈装置。
背景技术:
1、汽车灯系统中的调节杆是重要的零部件之一,调节杆的材质有树脂调节杆和金属调节杆,在实际加工过程中,调节杆需要安装密封圈才能应用在汽车灯系统中,目前,安装密封圈时,通过设备将调节杆支撑,然后手动将密封圈撑开,再套在调节杆上,然后将密封圈滚至调节杆的指定位置,这种安装方式非常容易造成密封圈的损坏,尤其是滚动时,调节杆上螺纹容易划伤和割裂密封圈,另外,无论是上料和安装,基本采取人工的方式,不仅需要人员较多,且劳动强度较大,安装效率低,难以保证连续稳定生产。
技术实现思路
1、本实用新型的目的在于提供一种套密封圈装置,用以解决现有调节杆安装密封圈时易造成密封圈损坏以及上料和安装效率低的技术问题。
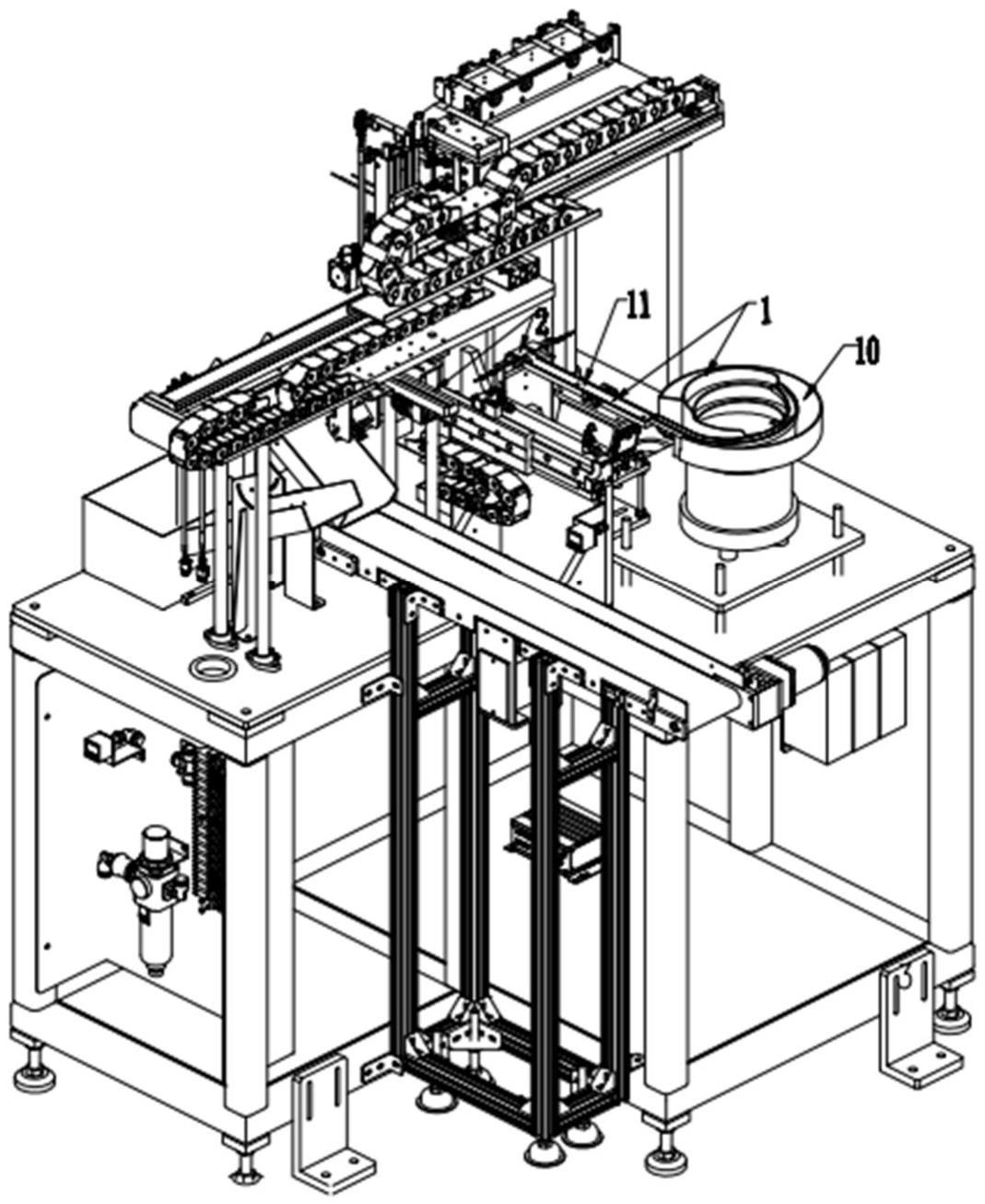
2、本实用新型的技术方案是:一种套密封圈装置,包括密封圈上料机构,所述密封圈上料机构用于密封圈上料;
3、密封圈转运机构,所述密封圈转运机构包括密封圈推料组件及密封圈吸附转运组件,所述密封圈推料组件用于推动所述密封圈上料机构上的密封圈至所述密封圈推料组件上,所述密封圈吸附转运组件用于吸附所述密封圈推料组件上的密封圈并转运至密封圈套圈机构;
4、所述密封圈套圈机构包括用于定位所述密封圈的定位治具及套圈驱动部,所述套圈驱动部带动所述定位治具靠近或远离已定位的需套密封圈的调节杆处。
5、至少一些实施例中,所述密封圈上料机构包括上料振动盘及直线振动上料器。
6、至少一些实施例中,所述密封圈推料组件包括用于推料且定位密封圈的推料承载部及第一水平直线驱动部,所述推料承载部设置在所述第一水平直线驱动部的动力输出端。
7、至少一些实施例中,所述密封圈推料组件还包括密封圈来料检查组件,所述密封圈来料检查组件用于检查所述推料承载部上的密封圈是否来料。
8、至少一些实施例中,所述密封圈吸附转运组件包括吸附部及转运驱动部,所述转运驱动部包括第二水平直线驱动部及升降驱动部,所述升降驱动部设置在所述第二水平直线驱动部的动力输出端,所述吸附部设置在所述升降驱动部的动力输出端。
9、至少一些实施例中,所述定位治具包括沿所述密封圈外轮廓排布的若干定位部,所述定位部与定位驱动部连接,所述定位驱动部可驱动所有所述定位部向中心靠近或远离。
10、至少一些实施例中,所述定位部分别为定位夹爪,所述定位驱动部为与所述定位夹爪数量一致的气缸,每个所述气缸分别驱动对应的所述定位夹爪。
11、至少一些实施例中,每个所述定位夹爪的端部设有凸尖。
12、至少一些实施例中,所述套圈驱动部为升降气缸。
13、至少一些实施例中,所有所述气缸设置在所述升降气缸的输出端。
14、采用了以上技术方案,本实用新型的有益效果:
15、由于套密封圈装置包括密封圈上料机构、密封圈转运机构及密封圈套圈机构,密封圈上料机构将密封圈上料至密封圈转运机构,再转运至密封圈套圈机构上,密封圈套圈机构带动密封圈运动至需要套圈的调节杆处实现套圈。不会造成密封圈的损坏,而且整个套密封圈操作实现自动化,套密封圈的调节杆一致性好,上料可靠及连续性好。
技术特征:
1.套密封圈装置,其特征在于,包括:
2.根据权利要求1所述的套密封圈装置,其特征在于,所述密封圈上料机构包括上料振动盘及直线振动上料器。
3.根据权利要求1所述的套密封圈装置,其特征在于,所述密封圈推料组件包括用于推料且定位密封圈的推料承载部及第一水平直线驱动部,所述推料承载部设置在所述第一水平直线驱动部的动力输出端。
4.根据权利要求3所述的套密封圈装置,其特征在于,所述密封圈推料组件还包括密封圈来料检查组件,所述密封圈来料检查组件用于检查所述推料承载部上的密封圈是否来料。
5.根据权利要求1所述的套密封圈装置,其特征在于,所述密封圈吸附转运组件包括吸附部及转运驱动部,所述转运驱动部包括第二水平直线驱动部及升降驱动部,所述升降驱动部设置在所述第二水平直线驱动部的动力输出端,所述吸附部设置在所述升降驱动部的动力输出端。
6.根据权利要求1所述的套密封圈装置,其特征在于,所述定位治具包括沿所述密封圈外轮廓排布的若干定位部,所述定位部与定位驱动部连接,所述定位驱动部可驱动所有所述定位部向中心靠近或远离。
7.根据权利要求6所述的套密封圈装置,其特征在于,所述定位部分别为定位夹爪,所述定位驱动部为与所述定位定位夹爪数量一致的气缸,每个所述气缸分别驱动对应的所述定位夹爪。
8.根据权利要求7所述的套密封圈装置,其特征在于,每个所述定位夹爪的端部设有凸尖。
9.根据权利要求6所述的套密封圈装置,其特征在于,所述套圈驱动部为升降气缸。
10.根据权利要求9所述的套密封圈装置,其特征在于,所有所述气缸设置在所述升降气缸的输出端。
技术总结
本技术公开的套密封圈装置包括密封圈上料机构、密封圈转运机构及密封圈套圈机构,密封圈上料机构将密封圈上料至密封圈转运机构,再转运至密封圈套圈机构上,密封圈套圈机构带动密封圈运动至需要套圈的调节杆处实现套圈。整个套密封圈操作实现自动化,套密封圈的调节杆一致性好,上料可靠及连续性好。
技术研发人员:姜涌,马志太
受保护的技术使用者:山口制作大连有限公司
技术研发日:20221221
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!