注塑镜片生产流程自动化设备的制作方法
本技术涉及眼镜镜片的生产加工设备,特别与注塑镜片生产流程自动化设备有关。
背景技术:
1、现有技术在眼镜行业内,注塑镜片在注塑射出后流转到染色工序/染色工序再流转到强化烘干工序/强化烘干后取出卸片,或者注塑射出后流转到强化烘干工序/强化烘干后取出卸片,这些工序之间的流转都是纯手工操作。
2、其流转过程为:注塑镜片自动折柄上框、自动插满每个框架再将框架自动装在推车上;需要染色时,工人先将推车推到染色工序,自动染色后工人将框架装在推车上,再推到强化烘干工序,或者不需要染色时,工人将推车直接推到强化烘干工序;在强化烘干工序,工人取下框架放入自动清洗强化烘干机强化,强化烘干完成后,工人取出框架装在推车上,再将推车推到卸片区域取下框架人工卸片。
3、总之,目前镜片的生产加工中,各个流转环节都是依靠人工完成,操作工人劳动强度大,生产效率低。
技术实现思路
1、本实用新型的目的在于提供一种注塑镜片生产流程自动化设备,旨在实现传统注塑镜片生产中注塑工序、染色工序和强化烘干工序等各工序镜片流转过程的自动化。
2、为了达成上述目的,本实用新型的解决方案是:
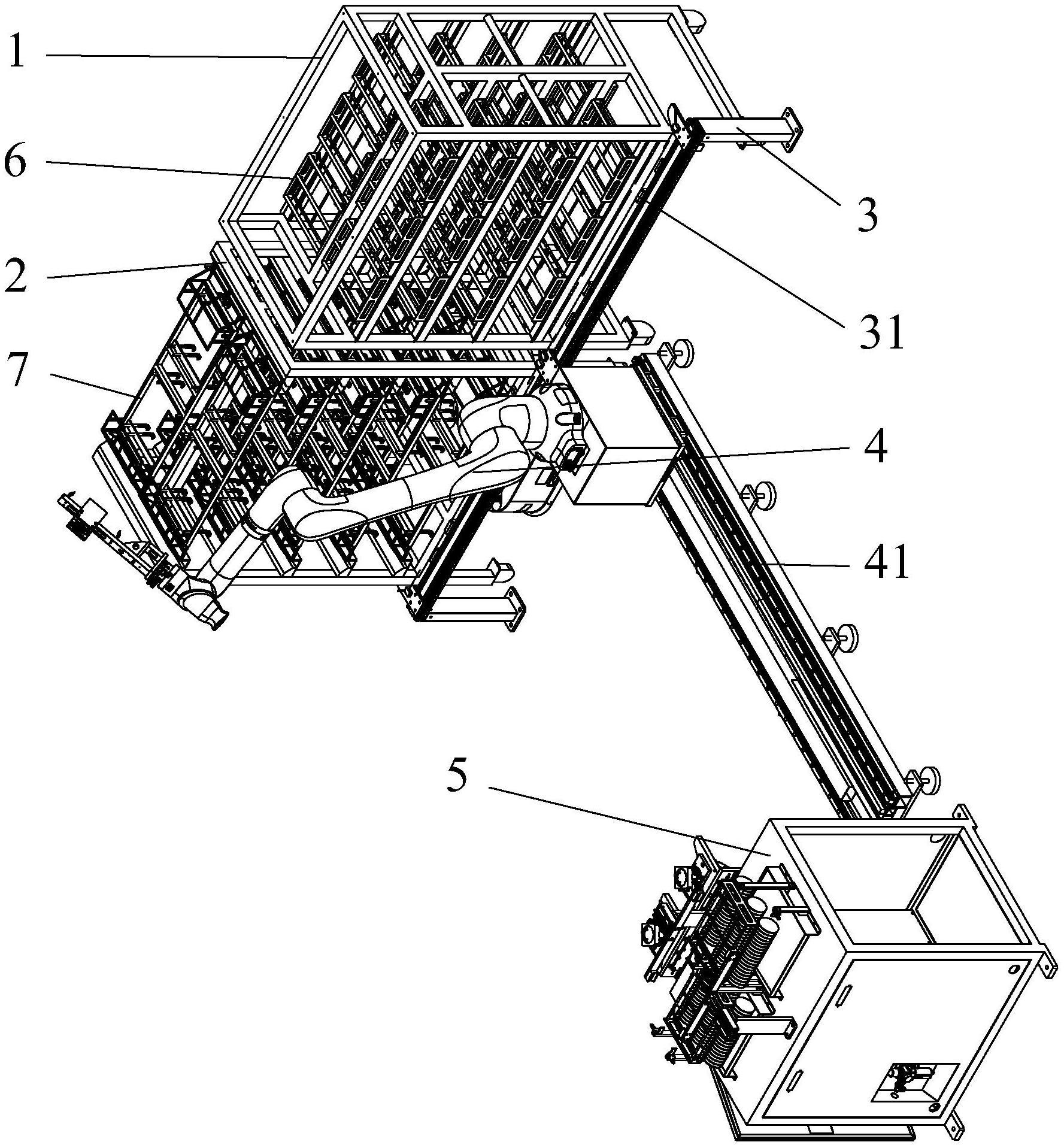
3、注塑镜片生产流程自动化设备,包括料框推车、母篮推车、推车定位机构、搬运机器人和料框定位机构;料框推车和母篮推车分别用于承载运输料框和母篮,料框和母篮之间设置锁定组件;推车定位机构设置在机器人地轨一侧,推车定位机构具有使料框推车和母篮推车停泊的固定组件;搬运机器人以可移动的方式设置在机器人地轨上,搬运机器人配有取框工装夹具和取母篮工装夹具;料框定位机构设置在机器人地轨一侧,料框定位机构上设有用于将料框固定的定位台。
4、所述料框推车和母篮推车配置agv小车(自动导引运输车)。
5、所述锁定组件由定位杆和弹性定位钩组成,定位杆位于料框的上部,弹性定位钩位于母篮的下部且钩部向下,当母篮位于料框上方且向下压时,弹性定位钩挂在定位杆上,当料框定位在料框定位机构上后再将母篮向上提时,弹性定位钩脱离定位杆。
6、所述推车定位机构的固定组件由若干磁力吸盘组成,通过磁力吸盘将料框推车和母篮推车固定。
7、所述料框定位机构的定位台具有供料框放置的支撑架和用于将料框固定的料框定位夹具,料框定位夹具位于支撑架的左右两侧,料框定位夹具由气缸或电动推杆等驱动机构带动做相对夹紧和解除夹紧的动作。
8、所述料框定位机构上还具有侧开口的卡位槽,取框工装夹具和取母篮工装夹具上分别具有卡板,未使用的取框工装夹具和取母篮工装夹具放置在卡位槽上,借助卡板与卡位槽配合使取框工装夹具和取母篮工装夹具固定。
9、所述搬运机器人采用六轴机械臂,六轴机械臂分别与取框工装夹具或取母篮工装夹具连接。
10、所述取框工装夹具具有与六轴机械臂连接的取框快换接头、用于取放料框的左右取框夹爪手指和驱动取框夹爪手指的取框驱动气缸;取母篮工装夹具具有与六轴机械臂连接的取篮快换接头、用于取放母篮的左右取篮夹爪手指和前后取篮限位挡件、驱动取篮夹爪手指的取篮驱动气缸。
11、所述取框工装夹具和取母篮工装夹具都设有磁力吸盘,搬运机器人采用磁力吸住磁力吸盘取放取框工装夹具和取母篮工装夹具。
12、所述机器人地轨具有框架、导轨、滑块、齿轮齿条、电机减速机、润滑系统和防护装置组成,搬运机器人安装在滑块上,电机减速机传动于齿轮齿条,齿轮齿条带动滑块在导轨上运动,用以推进搬运机器人行走。
13、采用上述方案后,本实用新型运用于注塑镜片生产加工中,从注塑工序流转到染色工序、染色工序流转到强化烘干工序、强化烘干工序后取出卸片,可实现整个生产流程中镜片自动周转和自动上下料。本实用新型具有以下优点:①简化生产流程,提高生产效率;②降低工人劳动强度,改善工人作业环境;③实现注塑镜片全流程自动化。
技术特征:
1.注塑镜片生产流程自动化设备,其特征在于:包括料框推车、母篮推车、推车定位机构、搬运机器人和料框定位机构;料框推车和母篮推车分别用于承载运输料框和母篮,料框和母篮之间设置锁定组件;推车定位机构设置在机器人地轨一侧,推车定位机构具有使料框推车和母篮推车停泊的固定组件;搬运机器人以可移动的方式设置在机器人地轨上,搬运机器人配有取框工装夹具和取母篮工装夹具;料框定位机构设置在机器人地轨一侧,料框定位机构上设有用于将料框固定的定位台。
2.如权利要求1所述的注塑镜片生产流程自动化设备,其特征在于:所述料框推车和母篮推车配置agv小车。
3.如权利要求1所述的注塑镜片生产流程自动化设备,其特征在于:所述锁定组件由定位杆和弹性定位钩组成,定位杆位于料框的上部,弹性定位钩位于母篮的下部且钩部向下,当母篮位于料框上方且向下压时,弹性定位钩挂在定位杆上,当料框定位在料框定位机构上后再将母篮向上提时,弹性定位钩脱离定位杆。
4.如权利要求1所述的注塑镜片生产流程自动化设备,其特征在于:所述推车定位机构的固定组件由若干磁力吸盘组成,通过磁力吸盘将料框推车和母篮推车固定。
5.如权利要求1所述的注塑镜片生产流程自动化设备,其特征在于:所述料框定位机构的定位台具有供料框放置的支撑架和用于将料框固定的料框定位夹具,料框定位夹具位于支撑架的左右两侧,料框定位夹具由驱动机构带动做相对夹紧和解除夹紧的动作。
6.如权利要求1所述的注塑镜片生产流程自动化设备,其特征在于:所述料框定位机构上还具有侧开口的卡位槽,取框工装夹具和取母篮工装夹具上分别具有卡板,未使用的取框工装夹具和取母篮工装夹具放置在卡位槽上,借助卡板与卡位槽配合使取框工装夹具和取母篮工装夹具固定。
7.如权利要求1所述的注塑镜片生产流程自动化设备,其特征在于:所述搬运机器人采用六轴机械臂,六轴机械臂分别与取框工装夹具或取母篮工装夹具连接。
8.如权利要求1所述的注塑镜片生产流程自动化设备,其特征在于:所述取框工装夹具具有与六轴机械臂连接的取框快换接头、用于取放料框的左右取框夹爪手指和驱动取框夹爪手指的取框驱动气缸;取母篮工装夹具具有与六轴机械臂连接的取篮快换接头、用于取放母篮的左右取篮夹爪手指和前后取篮限位挡件、驱动取篮夹爪手指的取篮驱动气缸。
9.如权利要求1所述的注塑镜片生产流程自动化设备,其特征在于:所述取框工装夹具和取母篮工装夹具都设有磁力吸盘,搬运机器人采用磁力吸住磁力吸盘取放取框工装夹具和取母篮工装夹具。
10.如权利要求1所述的注塑镜片生产流程自动化设备,其特征在于:所述机器人地轨具有框架、导轨、滑块、齿轮齿条、电机减速机、润滑系统和防护装置组成,搬运机器人安装在滑块上,电机减速机传动于齿轮齿条,齿轮齿条带动滑块在导轨上运动。
技术总结
本技术公开了注塑镜片生产流程自动化设备,包括料框推车、母篮推车、推车定位机构、搬运机器人和料框定位机构;料框推车和母篮推车分别用于承载运输料框和母篮,料框和母篮之间设置锁定组件;推车定位机构设置在机器人地轨一侧,推车定位机构具有使料框推车和母篮推车停泊的固定组件;搬运机器人以可移动的方式设置在机器人地轨上,搬运机器人配有取框工装夹具和取母篮工装夹具;料框定位机构设置在机器人地轨一侧,料框定位机构上设有用于将料框固定的定位台。此设备可实现整个生产流程中镜片自动周转和自动上下料,具有简化生产流程、提高生产效率、降低工人劳动强度、改善工人作业环境、实现注塑镜片全流程自动化的优点。
技术研发人员:吴建斌,吴建选,刘斌,王旭静
受保护的技术使用者:艾普偏光科技(厦门)有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!