一种打件机接料检查的方法和系统与流程
本发明涉及生产设备控制领域,具体涉及一种打件机接料检查的方法。
背景技术:
1、产线须由作业员来回巡视,才能知道当前生产使用的料卷是否将用尽,并以尚未使用到的料卷长度来判断大约何时会需要接料,在人力短缺时,常发生作业员没有时间来回巡视对料卷进行实时接料。
2、另外,产线目前采用接料的方式需对料卷进行二次确认,以保证其正确性。第一次的接料预扫需由作业员自动自发执行确认,并无触发机制。第二次则可透过给料装置传感器(feedersensor)来触发,只要有感应到接料点即会触发pvs(partsverificationsystem)计算料卷语料发送信息,要求作业员对材料进行确认,否则将无法继续生产。遇到作业员未依规定进行接料,如接料带的长度不够、未遮挡到接料孔或给料装置传感器(feedersensor)故障等情形皆不会触发确认机制而产生错料风险。
技术实现思路
1、为了解决需耗费人力来回巡视,才能判断每台打件机的料卷是否用尽;以及在作业员未按规定进行接料造成错料风险的技术问题,本发明提供一种打件机接料检查的方法和系统。
2、具体的,本发明的技术方案如下:
3、第一方面,本发明提供了一种打件机接料检查的方法,其特征在于,包括:
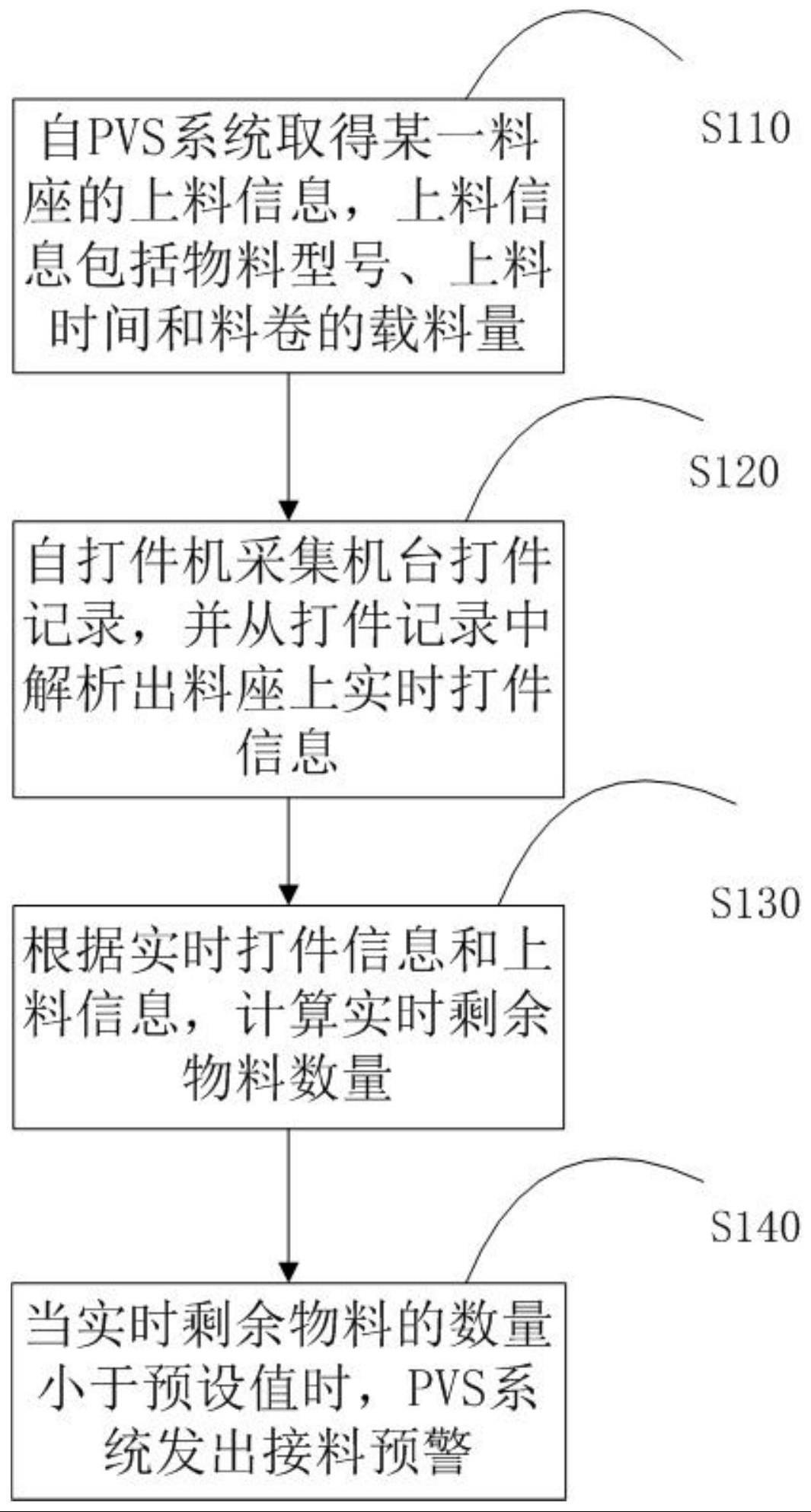
4、自pvs系统取得某一料座的上料信息,所述上料信息包括物料型号、上料时间和料卷的载料量;
5、自打件机采集机台打件记录,并从所述打件记录中解析出所述料座上实时打件信息,所述实时打件信息包括:实时累计打件数量、实时累计打件时间;
6、根据所述实时打件信息和所述上料信息,计算实时剩余物料数量;
7、当所述实时剩余物料的数量小于预设值时,所述pvs系统发出接料预警。
8、本实施方式对每个料座的料卷进行实时监控,在料座上的料卷即将耗尽前,发出预警信号,避免人工来回巡视料座用料情况,节约了人力。
9、在一些打件机接料检查的方法的实施方式,所述的根据所述实时打件信息和所述上料信息,计算实时剩余物料数量,包括:
10、将检索到料座上料后与所述上料时间最接近的一条所述实时打件信息,所述实时打件信息包括实时累计打件时间和实时累计打件数量,将所述实时累计打件时间作为起始时间;
11、将与所述起始时间对应的所述实时累计打件数量,作为起始累计打件数量;
12、根据所述起始累计打件数量和所述实时累计打件数量,计算得到所述当前料卷的实时打件数量;
13、根据所述实时打件数量和所述当前料卷的载料量,计算实时剩余物料数量。
14、本实施方式提供了料座上的当前料卷在当前时刻的剩余物料计算方法,是通过根据料座上料卷的换料时间,得到该料座换料后的起始累计打件数量,再根据料座的实时打件颗数与换料后的起始累计打件数量,得到料座上的当前料卷在当前时刻的实时打件数量,最终计算得到剩余物料数量。
15、在一些打件机接料检查的方法的实施方式,
16、所述的根据所述起始累计打件数量和所述实时累计打件数量,计算得到所述当前料卷的实时打件数量;
17、其计算公式为nt=nt-n0;
18、其中,nt为所述当前料卷在t时刻的实时打件数量,nt为t时刻所述实时累计打件数量,n0为所述起始累计打件数量。
19、本实施方式提供当前料卷在t时刻的实时打件数量的计算公式。
20、在一些打件机接料检查的方法的实施方式,
21、所述的根据所述实时打件数量和所述当前料卷的载料量,计算实时剩余物料数量,
22、其计算公式为:
23、lt=l-nt;
24、其中,nt为所述当前料卷在t时刻的实时打件数量,l为所述当前料卷的载料量,lt为所述当前料卷在t时刻的剩余物料数量。
25、本实施方式提供了当前料卷在t时刻的实时剩余物料数量的计算公式。
26、在一些打件机接料检查的方法的实施方式,在所述的根据所述实时打件信息和所述上料信息,计算实时剩余物料数量之后,还包括:
27、当所述实时剩余物料的数量小于0时,所述pvs系统发出接料预警,并通知所述pvs系统自动对机台进行锁机,直至重新上料后,pvs系统更新上料信息,所述物料监控单元重新进行剩余物料数量的计算,作业员确认并解锁机台。
28、本实施方式提供了当前料卷的打件数量超出料卷的载料量的情况时,判断该料卷用尽却仍继续打件,有可能是使用到下一卷料卷,但接料带没有正常侦测到,即发生错料的异常情况,需要立刻向打件机发送锁机信号,并将异常数据发送给后台。
29、第二方面,本发明提供了一种打件机接料检查的系统,包括:
30、打件机、pvs系统和物料监控单元;
31、所述打件机包括若干料座,当前料卷放置在所述料座上,备用料卷通过接料带与所述当前料卷连接;
32、所述料座上设置有感应器,当所述感应器感应到接料带时,所述pvs系统自动生成新的上料信息;
33、所述物料监控单元自所述pvs系统取得每一料座的上料信息,自所述打件机采集机台打件记录;从所述打件记录中解析出所述料座上实时打件信息;根据所述实时打件信息和所述机台打件记录,计算所述料座实时剩余物料数量;将所述剩余物料数量发送至所述pvs系统;
34、当所述实时剩余物料的数量小于预设值时,所述pvs系统发出接料预警。
35、本实施方式在根据物料监控单元采集剩余物料数量的信息数据,推测出当前料卷即将用尽,利用发送单元向后台输出预警信号,提醒操作员进行换料,节约了操作员来回巡查,逐个判断每个料座是否需要更换料卷所花费的时间。
36、在一些打件机接料检查的系统的实施方式,
37、所述上料信息包括物料型号、上料时间和料卷的载料量;
38、所述实时打件信息包括:实时累计打件数量、实时累计打件时间。
39、本实施方式提供了物料监控单元具体从pvs系统和机台打击记录所取得的信息。
40、在一些打件机接料检查的系统的实施方式,
41、所述物料监控单元,还包括检索子单元,检索料座上料后与所述上料时间最接近的一条所述实时打件信息,所述实时打件信息包括实时累计打件时间和实时累计打件数量;将所述实时累计打件时间作为起始时间;将与所述起始时间对应的所述实时累计打件数量,作为起始累计打件数量;
42、所述物料监控单元,根据所述起始累计打件数量和所述实时累计打件数量,计算得到所述当前料卷的实时打件数量;根据所述实时打件数量和所述当前料卷的载料量,计算实时剩余物料数量。
43、本实施方式提供了料座上的当前料卷在当前时刻的实时打件数量的计算方法,是根据料座上料卷的换料时间,得到该料座换料后的起始累计打件数量,再根据料座的实时打件颗数与换料后的起始累计打件颗数,得到料座上的当前料卷在当前时刻的实时打件数量,最终根据料卷的载料量计算得到剩余物料数量。
44、在一些打件机接料检查的系统的实施方式,
45、所述物料监控单元在所述的根据所述起始累计打件数量和所述实时累计打件数量,计算得到所述当前料卷的实时打件数量的过程中的计算公式为nt=nt-n0;
46、其中,nt为所述当前料卷在t时刻的实时打件数量,nt为t时刻所述实时累计打件数量,n0为所述起始累计打件数量;
47、在所述的根据所述实时打件数量和所述当前料卷的载料量,计算实时剩余物料数量的过程中的计算公式为:lt=l-nt;
48、其中,nt为所述当前料卷在t时刻的实时打件数量,l为所述当前料卷的载料量,lt为所述当前料卷在t时刻的剩余物料数量。
49、本实施方式提供了物料监控单元具体计算当前料卷的实时打件数量和剩余物料数量的计算公式。
50、在一些打件机接料检查的系统的实施方式,所述物料监控单元根据所述实时打件信息和所述上料信息,计算实时剩余物料数量之后,还包括:
51、当所述实时剩余物料的数量小于0时,所述物料监控单元通知所述pvs系统发出接料预警;所述pvs系统发出接料预警并通知机台进行锁机,直至重新上料后,pvs系统更新上料信息,所述物料监控单元重新进行剩余物料数量的计算,作业员确认并解锁机台。
52、本实施方式在发生错料的异常情况,pvs系统立刻向打件机发送锁机信号,并将异常数据发送给后台。
53、与现有技术相比,本发明至少具有以下一项有益效果:
54、1、本发明对当前料卷在当前时刻的实时打件数量进行计算,在判断当前料卷在当前时刻的剩余物料数量即将用完时,利用pvs系统向后台输出预警信号,提醒操作员当前料卷的剩余数量即将用完,需要进行换料操作,节约了操作员来回巡查,逐个判断每个料座是否需要更换料卷所花费的时间。
55、2、本发明在当前料卷在当前时刻的实时打件数量超出当前料卷的载料量时,判断该料卷用尽却仍然继续打件,已使用下一卷料卷,但接料带没有正常侦测到,即发生错料的异常情况,pvs系统立刻锁机,并将异常数据发送给后台。
- 还没有人留言评论。精彩留言会获得点赞!