一种多工位转盘工穴位识别方法与流程
本发明涉及自动化测试设备,具体为一种多工位转盘工穴位识别方法。
背景技术:
1、随着现代制造业的不断发展,3c(计算机(computer)、通信(communication)和消费类电子产品(consumer electronics)产品多样化和个性化功能越来越多,对产线的柔性和扩展性要求越来越高,器件检测专业性要求越来越高。
2、现有技术中通过上下料机构和多工位转盘进行自动化测试的设备,其吸取产品至转盘上料工穴位,通过转盘转动至下一工位,依次转动进行测试,待所有测试工位完成后进行下料及数据上传,测试工穴位多,周期长,无法准确识别被测产品所在工穴位,易造成错下料和测试数据错乱的情况发生。
技术实现思路
1、本发明的目的在于提供一种多工位转盘工穴位识别方法,以解决上述背景技术中提出无法准确识别被测产品所在工穴位,易造成错下料和测试数据错乱的的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种多工位转盘工穴位识别方法,包括如下步骤:
4、s1、工穴位的钻孔,工穴位上钻出用于安装销钉的孔位,销钉安装于开设的孔位中;
5、s2、工穴位的编号,对工穴位进行编号处理;
6、s3、工穴位防呆电阻的安装,对每个工穴位独立的安装防呆电阻,且防呆电阻采用不同阻值的电阻;
7、s4、工位位的检测搭建,主要包括有探针、pcb转接板和单片机,所述探针与pcb转接板电性连接,转接板通过排线与单片机电性连接;
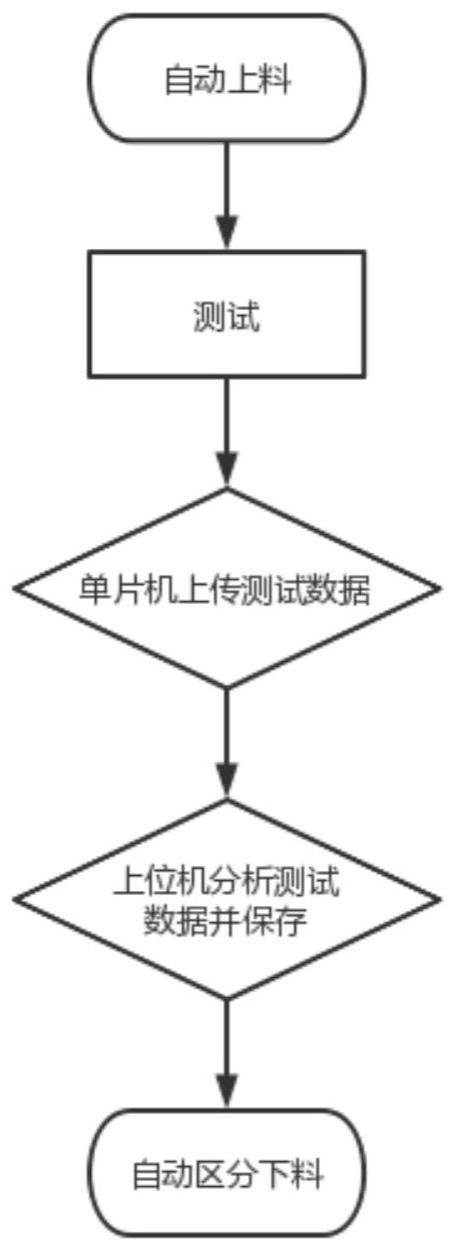
8、s5、工位产品的测试,探针接触并测试产品,单片机进行测试并将数据上传至上位机,测试结果为合格和不合格两种情况;
9、当测试结果合格时,测试结果等于被测产品所在工穴位电阻阻值或在允许误差范围内,则测试通过,
10、当测试结果不合格时,测试结果不等于被测产品所在工穴位电阻阻值或在允许误差范围内,则测试不通过
11、s6、上位机的判断方式,上位机根据被测产品工穴位阻值与测试所得数据判断该被测产品是否合格,从而精准测试并区分每个工穴位的产品。
12、优选的,所述s1中,所述销钉根据安装需求对应安装于转盘板每个工位的载板和穴位的针模上的孔位中。
13、优选的,所述s1中,所述工穴位为转盘板每个工位的载板和穴位的针模。
14、优选的,所述s1中用于安装销的孔位分为闭合孔和开孔,所述闭合孔上安装有有销钉,所述开孔上未安装销钉。
15、优选的,所述闭合孔定义为1,所述开孔定义为0。
16、优选的,所述s2中,所述防呆电阻的一端与弹片焊接,所述防呆电阻的另一端通过一段导线与另一个弹片焊接,所述弹片的顶端与pcb转接板的焊盘接触导通,并且固定在针模上。
17、与现有技术相比,本发明的有益效果是:
18、1、本发明所使用的方法,明确定位了每个工穴位的位置,以便精准下料,防止出现因数据混乱而造成的批量问题,提高了测试的准确性。
19、2、本发明通过规则安装销钉和电阻,来区分定位,结构简单,成本低,大大提高了生产效率,且可靠性高。
20、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种多工位转盘工穴位识别方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种多工位转盘工穴位识别方法,其特征在于:所述s1中,所述销钉根据安装需求对应安装于转盘板每个工位的载板和穴位的针模上的孔位中。
3.根据权利要求1所述的一种多工位转盘工穴位识别方法,其特征在于:所述s1中,所述工穴位为转盘板每个工位的载板和穴位的针模。
4.根据权利要求1所述的一种多工位转盘工穴位识别方法,其特征在于:所述s1中用于安装销的孔位分为闭合孔和开孔,所述闭合孔上安装有有销钉,所述开孔上未安装销钉。
5.根据权利要求4所述的一种多工位转盘工穴位识别方法,其特征在于:所述闭合孔定义为1,所述开孔定义为0。
6.根据权利要求1所述的一种多工位转盘工穴位识别方法,其特征在于:所述s2中,所述防呆电阻的一端与弹片焊接,所述防呆电阻的另一端通过一段导线与另一个弹片焊接,所述弹片的顶端与pcb转接板的焊盘接触导通,并且固定在针模上。
技术总结
本发明公开了一种多工位转盘工穴位识别方法,包括如下步骤:S1、工穴位的钻孔,工穴位上钻出用于安装销钉的孔位,销钉安装于开设的孔位中;S2、对工穴位进行编号处理;S3、对每个工穴位独立的安装防呆电阻;S4、主要包括有探针、PCB转接板和单片机,探针与PCB转接板电性连接,转接板通过排线与单片机电性连接;S5、探针接触并测试产品,单片机进行测试并将数据上传至上位机,测试结果为合格和不合格两种情况;本发明所使用的方法,明确定位了每个工穴位的位置,以便精准下料,防止出现因数据混乱而造成的批量问题,提高了测试的准确性。本发明通过规则安装销钉和电阻,来区分定位,结构简单,成本低,大大提高了生产效率,且可靠性高。
技术研发人员:曹波,张益萍,张云飞,张友志,瞿振亚
受保护的技术使用者:格云特电子科技(昆山)有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!