一种三自由度行走式升降设备及高精度闭环控制方法与流程
本技术涉及机械,具体地涉及一种三自由度行走式升降设备及高精度闭环控制方法。
背景技术:
1、智能立体仓储系统及自动化物流输送线作业时,需要移动升降设备辅助作业,实现物料设备搬运及单元性货物存储。现阶段巷道式堆垛机受限于货架结构布局,通常在仓库巷道内穿梭运行、实现货物存取,具有安装施工难度高、设备柔性低、扩展能力不足等缺陷。
2、目前应用最为广泛的巷道式堆垛机应用堆垛仓储技术,通过在货架巷道内完成水平行走和竖直升降运行,实现货架不同层高、不同货仓内同一规格货物的出库入库存取操作;另外,现阶段巷道式堆垛机大多采用变频调速电机驱动同步带、链条机构传动,通过外围安装位置传感器实现不同货仓间寻址定位。目前在智能仓储物流系统中,逐渐加入了机械作业装置、穿梭车、agv等设备,此类设备同样具有出库入库存取需求。当前巷道式堆垛机配置一套载货平台,仅能实现同规格货物存取作业;另外,外部安装的接近开关其输出有效触发位置必须与货架内货仓对应,此类设备寻址定位功能极大依赖于货架内部结构及其安装布局,具有施工难度大、柔性低、寻址定位精度不高、可扩展能力差等缺陷。
3、鉴于现阶段巷道式堆垛机的局限性,有必要提出一种三自由度行走式升降设备及高精度闭环控制方法,为堆垛机改进和发展提供更多可能性。
技术实现思路
1、为了克服以上的技术缺陷,本技术提供一种三自由度行走式升降设备及高精度闭环控制方法。
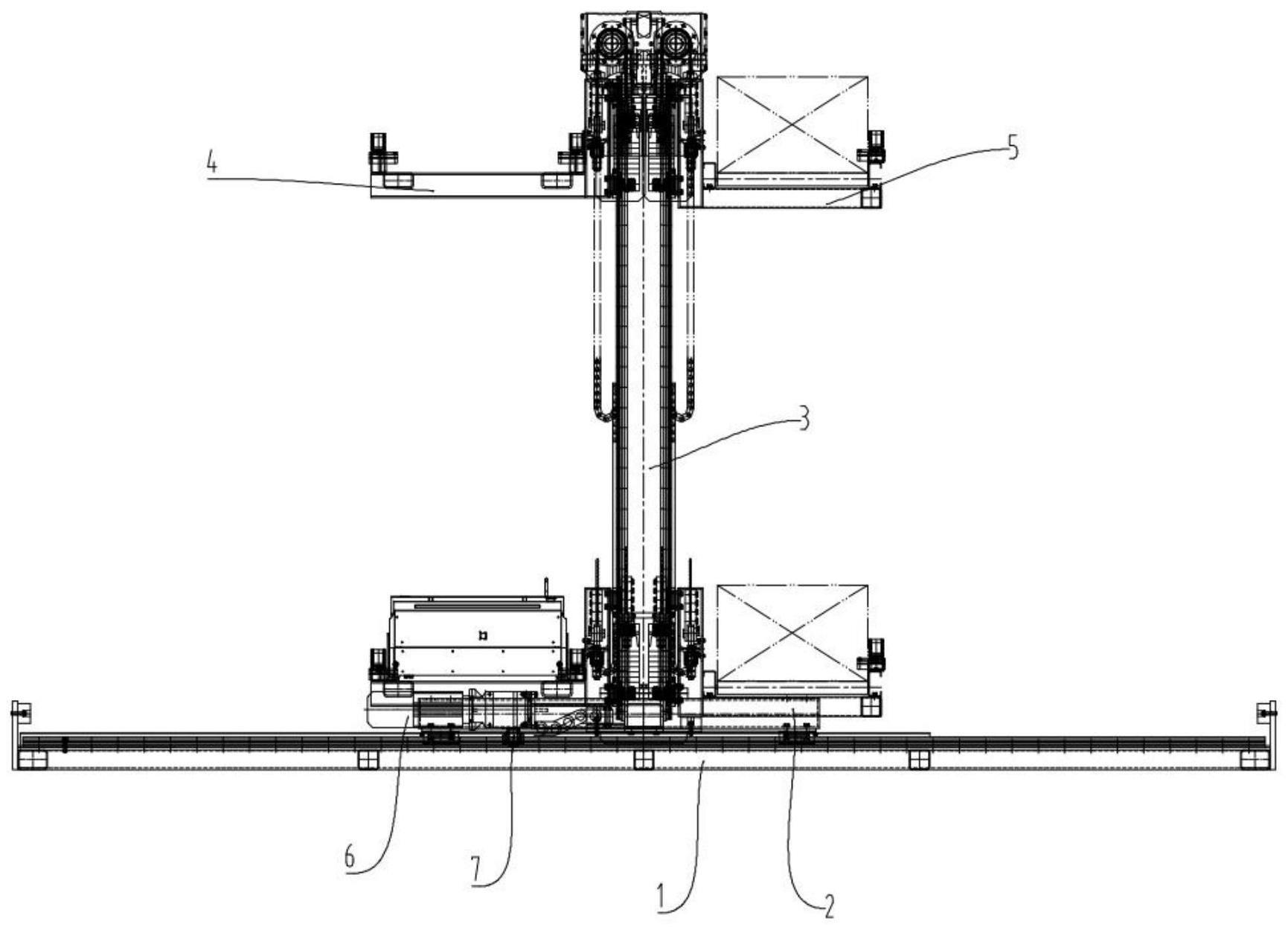
2、根据本技术,一种三自由度行走式升降设备,包括:
3、电气控制系统;
4、固定机架;
5、双载货平台,包括桁架滑台以及设置在桁架滑台上的支撑桁架;
6、可在支撑桁架一侧竖直移动的工具用载货平台;
7、可在支撑桁架另一侧竖直移动的货仓用载货台;
8、用于实现桁架滑台在固定机架上整体横向移动的行走传动机构,通过电气控制系统控制桁架滑台的横向移动;
9、用于工具用载货平台竖直升降的工具升降机构,通过电气控制系统控制工具升降机构的升降;
10、用于货仓用载货台竖直升降的货仓升降机构,通过电气控制系统控制工具升降机构的升降。
11、进一步的,所述行走传动机构包括行走电机和齿轮,所述固定机架上沿长度方向设有导轨以及传动齿条,所述桁架滑台的底部通过横向滑块与导轨滑动配合,所述行走电机设置在桁架滑台上,所述行走电机的输出轴通过减速箱与齿轮连接且齿轮与传动齿条啮合传动,其中行走电机配置抱闸线圈防止行走电机去使能后意外转动。
12、进一步的,所述工具升降机构包括工具电机、工具载货台传动轴、第一轴承座组件和第一配重组件,所述支撑桁架的侧面设有第一纵向导轨且所述工具用载货平台通过纵向滑块与第一纵向导轨滑动配合,所述工具载货台传动轴通过第一轴承座组件转动设置在支撑桁架上方且所述工具电机通过减速箱用于驱动工具载货台传动轴的转动,所述工具载货台传动轴上设有第一皮带轮,所述工具用载货平台上端连接有绕设在第一皮带轮上的第一同步带,所述第一配重组件通过纵向导轮滑动设置在支撑桁架内侧且第一同步带远离工具用载货平台的一端与第一配重组件上端连接,其中工具电机配置抱闸线圈防止工具电机去使能后意外坠落。
13、进一步的,所述货仓升降机构包括所述货仓升降机构包括货仓电机、货仓载货台传动轴、第二轴承座组件和第二配重组件,所述支撑桁架的侧面设有第二纵向导轨且所述货仓载货平台通过纵向滑块与第二纵向导轨滑动配合,所述货仓载货台传动轴通过第二轴承座组件转动设置在支撑桁架上方且所述货仓电机通过减速箱用于驱动货仓载货台传动轴的转动,所述货仓载货台传动轴上设有第二皮带轮,所述货仓载货平台上端连接有绕设在第二皮带轮上的第二同步带,所述第二配重组件通过纵向导轮滑动设置在支撑桁架内侧且第二同步带远离货仓载货平台的一端与第二配重组件上端连接,其中货仓电机配置抱闸线圈防止电机去使能后意外坠落。
14、进一步的,所述电气控制系统包括plc控制系统、hmi、行走传动机构电气控制元件、工具升降机构电气控制元件、升降机构电气控制元件、变频器组以及磁栅尺组;
15、所述plc控制系统的输出端与hmi电性连接,且所述plc控制系统包括电源模块、cpu、di模块、do模块及三套高速脉冲输入模块;
16、所述行走传动机构电气控制元件、工具升降机构电气控制元件和货仓升降机构电气控制元件均与di模块电性连接;
17、其中所述行走传动机构电气控制元件包括行走下极限行程开关、行走下极限限位开关、行走原点开关、行走上极限限位开关和行走上极限行程开关,其中行走下极限行程开关和行走上极限行程开关分别作为行走传动机构的后机械限位与前机械限位,提供安全保护功能;行走下极限限位开关和行走上极限限位开关作为行走传动机构的后极限位置和前极限位置限制该传动机构其有效工作行程位于行走下极限限位开关和行走上极限限位开关之间;
18、行走原点开关位于行走下极限限位开关和行走上极限限位开关之间的任意位置,作为该传动机构的参考零点;
19、其中所述工具升降机构电气控制元件包括工具下极限行程开关、工具下极限限位开关、工具原点开关、工具上极限限位开关和工具上极限行程开关,其中工具下极限行程开关工具上极限行程开关分别作为工具升降机构上机械限位与下机械限位,提供安全保护功能,工具下极限限位开关和工具上极限限位开关分别作为工具升降机构的下极限位置和上极限位置,限制该传动机构其有效工作行程位于下极限位置和上极限位置之间;工具原点开关固定安装于工具上极限限位开关和工具下极限限位开关之间的任意位置,作为该传动机构的参考零点;
20、其中所述货仓升降机构电气控制单元包括货仓下极限行程开关、货仓下极限限位开关、货仓原点开关、货仓上极限限位开关和货仓上极限行程开关;其中货仓下极限行程开关和货仓上极限行程开关分别作为货仓升降机构的下机械限位与上机械限位,提供安全保护功能;货仓下极限行程开关和货仓上极限行程开关分别作为货仓升降机构的下极限位置和上极限位置,限制该传动机构其有效工作行程位于下极限行程开关和货仓上极限行程开关之间;原点开关固定安装于货仓上极限限位开关和货仓下极限限位开关之间的任意位置,作为该传动机构的参考零点;
21、其中所述变频器组包括行走变频器、工具变频器以及货仓变频器,所述行走变频器、工具变频器以及货仓变频器的输入端分别与行走电机、工具电机以及货仓电机电性连接,且所述走变频器、工具变频器以及货仓变频器的输出端均与cpu电性连接,行走变频器、工具变频器以及货仓变频器均通过工业级实时以太网与plc系统执行周期性通信;hmi通过标准ethernet协议与cpu系统连接,提供参数设置、状态监控、故障显示等功能;
22、其中所述磁栅尺组包括行走磁栅尺、工具磁栅尺和货仓磁栅尺,且所述行走磁栅尺、工具磁栅尺和货仓磁栅尺分别与三套高速脉冲输入模块电性连接,其中行走磁栅尺配合高速脉冲输入模块,能够向plc系统实时反馈行走传动机构运行位置、运行速度等工艺信息,工具磁栅尺配合高速脉冲输入模块使用,能够向plc系统实时反馈工具升降机构运行位置、运行速度等工艺信息,货仓磁栅尺配合高速脉冲输入模块使用,能够向plc系统实时反馈货仓升降机构运行位置、运行速度等工艺信息;行走磁栅尺、工具磁栅尺和货仓磁栅尺输出高速脉冲信号a相脉冲+b相脉冲,通过屏蔽电缆接入三套高速脉冲输入模块,经由背板总线传输至plc系统。
23、进一步的,所述plc控制系统中还设有本地运行子程序、原点回归子程序、定位子程序、初始化及状态复位子程序和通信子程序,所述本地运行子程序用于提供手动调试及货仓寻址位置记录功能,所述原点回归子程序用于提供磁栅尺参考点搜索功能,所述定位子程序用于实现设置寻址定位至指定仓位,所述初始化及状态复位子程序用于实现变量初始化及必要的安全保护功能,所述通信子程序用于提供网络通信功能支持。
24、一种三自由度行走式升降设备的高精度闭环控制方法,具体包括以下步骤:
25、步骤一,确定机械设备安装就绪、电气控制系统安装就绪;
26、步骤二,电机调谐优化、驱动变频器参数设置以及机械设备参数计算:行走电机输出轴经过减速箱后,通过齿轮以及传动齿条驱动桁架滑台实现直线运行,得到行走额定速度v行走=w电机×i齿轮箱×ρ,其中w电机为电机额定转速,i齿轮箱齿轮箱减速比,ρ为齿条副齿距,v行走为行走传动机构额定运行速度,单位m/s;同理得到升降额定速度v升降=w电机×i齿轮箱×n×ρ,其中w电机为电机额定转速,i齿轮箱齿轮箱减速比,n为带轮齿数,ρ为同步带齿距,v升降为工具升降机构、货仓升降机构额定运行速度,单位m/s;
27、进一步的,步骤二中变频器提供斜坡函数发生器,能够使变频调速电机器加减速过程中的速度曲线光滑过渡,设置变频器加减速曲线为s型,为提升定位准确的,并使电机运行过程平稳冲击小,设置电机加速时间为较大值1s,电机减速时间为较小值0.01s。
28、进一步的,在步骤一中,为防止设备运行中因电机使能意外断开,造成桁架滑台,工具载货台或货物载货台因外力而改变位置,甚至产生坠机事故。在步骤一中所选的行走电机、工具电机以及货仓电机均配置有抱闸机构,其抱闸逻辑为:寻址定位开始电机启动时,plc控制系统下发运行指令至为行走变频器、工具变频器以及货仓变频器,同时输出抱闸线圈有效,plc控制系统检测到反馈抱闸线圈信号有效后,下发运行频率至为行走变频器、工具变频器以及货仓变频器,为行走变频器、工具变频器以及货仓变频器能够分别驱动行走电机、工具电机以及货仓电机的运行;寻址定位完毕电机停止时,plc控制系统下发运行频率0hz至变频器,同时输出抱闸线圈无效,等待500ms后,下发停机指令至行走变频器、工具变频器以及货仓变频器,即抱闸机构关闭后断开电机行走电机、工具电机以及货仓电机使能。
29、步骤三,编制控制程序:根据电机抱闸逻辑实现方法,寻址定位实现方法,参考点回零实现方法编制控制程序,控制程序包括本地运行子程序,提供手动调试及货仓寻址位置记录功能;原点回归子程序,提供磁栅尺参考点搜索功能;寻址定位子程序,实现设置寻址定位至指定仓位;初始化及状态复位子程序,实现变量初始化及必要的安全保护功能;通信子程序,提供网络通信功能支持;此控制方法具有就地运行模式,该模式提供调试功能及寻址位置记录功能;就地运行模式下,行走传动机构、工具升降机构、货仓升降机构点动运行,彼此独立,另外,行走传动机构、工具升降机构、货仓升降机构运行过程中,可分别通过行走磁栅尺、工具磁栅尺和货仓磁栅尺能够实时反馈相应机构当前位置值,把行走传动机构、工具升降机构、货仓升降机构点动运行至货架内对应的仓位,在plc控制系统内写入该仓位当前位置值,该仓位寻址位置记录完毕;货架内具有多个仓位,重复以上操作逐一记录各仓位实时位置值即可。
30、步骤四,就地模式试运行,判断控制程序无误:执行原点回归程序,搜索参考点位置;记录货架内各个仓位其寻址位置值;设置寻址定位工艺参数;此控制方法具有回零模式,该模式用以确定行走磁栅尺、工具磁栅尺和货仓磁栅参考点位置;在回零模式下,行走传动机构、工具升降机构以及货仓升降机构遵守回零逻辑被动搜索参考点位置,找到参考点以后由plc控制系统写入此位置值等于0,由于行走原点开关、工具原点开关以及货仓原点开关均固定安装在行走式升降设备上,其位置唯一确定,那么就地模式执行寻址位置记录操作时,货架内各个仓位的位置相对于原点开关也能够唯一确定。
31、进一步的,在步骤四中,回零逻辑为默认设置行走传动机构、工具升降机构以及货仓升降机构沿上极限接近开关方向搜索原点开关信号,若桁架滑台、工具载货台、货仓载货台的起始位置处于下极限接近开关与原点开关之间,搜索到原点开关信号后停止,plc控制系统写入此位置值等于0;若桁架滑台、工具载货台、货仓载货台的起始位置处于原点开关与上极限接近开关之间,搜索到上极限接近开关信号后立即反向搜索下极限接近开关信号,等待搜索到下极限接近开关信号后,再沿上极限接近开关方向搜索原点开关信号,搜索到原点开关信号后停止,plc控制系统写入此位置值等于0。
32、步骤五,选择需要定位工具用载货平台、货仓用载货台至货架内具体仓位的列数和层数,然后执行寻址定位功能;此控制方法具有寻址定位模式,该模式能够驱动行走式升降设备,将工具用载货平台、货仓用载货台运动至指定仓位,货架层列布置,选择驱动工具用载货平台或货仓用载货台到其终点目标的列数和层数,然后执行寻址定位操作。
33、进一步的,步骤五中寻址定位模式的条件为,行走传动机构、工具升降机构以及货仓升降机构其参考点位置已确定,且货架内各个仓位其位置已记录完毕。
34、进一步的,步骤五中的寻址定位逻辑为,选择定位目标位置其列数和层数后,执行寻址定位功能。plc控制系统首先读取行走传动机构、工具升降机构以及货仓升降机构中相对应的行走磁栅尺、工具磁栅尺和货仓磁栅尺当前数值作为起始位置值,通过解析目标仓位的列数和层数得到设备目标位置值。若设备起始位置值与设备目标位置值其差值绝对值小于定位误差容许极限,判断设备当前处于寻址定位目标位置,设备不执行定位操作;否则设备执行寻址定位操作,行走传动机构、工具升降机构以及货仓升降机构由plc控制系统驱动运行,各传动机构内部的磁栅尺向plc控制系统实时反馈当前实际位置值和当前运行速度值(闭环控制),判断磁栅尺当前位置值与设备目标位置值其差值绝对值小于定位误差容许极限时,表明寻址定位到达目标位置,设备停止执行定位操作。
35、进一步的,在步骤五的寻址定位模式中,为提高工作效率缩短寻址定位时间,同时提高定位精度,采取高低速分段定位执行操作,需设定参数高速寻址定位速度、低速寻址定位速度、低速寻址定位距离、定位误差容许极限,plc控制系统内部计算速度切换位置,速度切换位置值等于定位目标位置减去低速寻址定位距离。高低速分段定位执行逻辑为,当行走传动机构、工具升降机构以及货仓升降机构其磁栅尺当前反馈位置值介于起始位置值与速度切换位置值之间,设备以高速寻址定位速度运行,plc控制系统检测到磁栅尺当前反馈位置值不小于速度切换位置值后,设备以低速寻址定位速度运行,判断磁栅尺当前位置值与设备目标位置值其差值绝对值小于定位误差容许极限时,寻址定位到达目标位置,设备停止运行。
36、进一步的,在步骤五的寻址定位模式中,如果行走传动机构、工具升降机构以及货仓升降机构其寻址定位目标位置与起始位置值之差绝对值小于低速寻址定位距离,plc控制系统驱动设备以低速寻址定位速度运行,直至定位到达。
37、步骤六,plc控制系统发送运行命令至行走传动变频器、工具升降变频器、货仓升降变频器,行走电机根据控制程序中规定的速度运行,通过齿轮、传动齿条拖动桁架滑台水平行走,根据行走磁栅尺实时反馈得到的桁架滑台当前位置值和运行速度值实现行走变频器、桁架滑台闭环控制;通过工具变频器和货仓变频器,工具电机和货仓电机根据控制程序中规定的速度运行,通过第一皮带轮和第二皮带轮分别拖动工具用载货平台和货仓用载货台升降,根据工具磁栅尺和货仓磁栅尺实时反馈的工具用载货平台和货仓用载货台当前位置和运行速度实现工具变频器和工具用载货平台闭环控制以及货仓变频器和货仓用载货台的闭环控制,能够实现高精度寻址定位功能。
38、步骤七,定位到达,当前寻址定位运行完毕,重新选择货架内具体仓位的列数和层数,执行新一轮寻址定位操作。
39、本技术与现有技术相比优点在于:
40、1、本发明提一种三自由度行走式升降设备,能够实现机械作业设备、货物等载体水平横移、竖直升降同步运行,满足货架内不同层高、不同巷道内不同规格尺寸载体的出库入库存取需求,提升了设备可扩展能力及柔性。
41、2、本发明通过行走传动机构、工具升降机构以及货仓升降机构内部磁栅尺对货架内各个仓位位置寻址记录,避免了在货架内各个仓位安装接近开关作为定位到达判断信号,降低了设备其寻址定位功能对于货架内部结构和安装布局的依赖,简化设备其复杂性,降低了施工难度。针对用户调整定位目标位置,增添或屏蔽货架内某一仓位,只需修改其寻址记录位置值即可,简化了操作难度,提升了设备便利性和易用性。
42、3、本发明提供一种高精度闭环控制方法,磁栅尺实时反馈行走传动机构、工具升降机构以及货仓升降机构当前位置值和当前速度值,plc控制系统通过上述寻址定位逻辑,根据设备当前实际位置值控制其寻址定位过程。该控制方法在保证行走式升降设备定位精度的前提下,兼顾设备运行效率,具有寻址定位迅速、定位误差小等优点。
43、4、本发明提供一种高精度闭环控制方法,plc控制系统通过上述抱闸逻辑,能有效避免设备运行过程中因电机使能意外断开,造成运动部件因外力改变位置,甚至产生坠机事故,提高设备安全性。
- 还没有人留言评论。精彩留言会获得点赞!