一种勺盖自动装配系统及其装配工艺的制作方法
本发明属于食品包装设备,尤其涉及一种勺盖自动装配系统及其装配工艺。
背景技术:
1、一些如大杯装的果冻、杯装酸奶或盒装雪糕等食品的包装时,通常会在盖子里安装小勺子,用于食用时方便取食,传统生产时,如小型生产厂商,采用人工方式,即在生产完成的果冻、酸奶或雪糕上进行盖盖子时,由人工方式装入小勺子后再盖上盖子,工作效率低,且人工方式还会导致小勺子的安装发生遗漏,影响产品质量,也有一些大型生产厂商,在流水线上加入工序,即在生产完成的果冻、酸奶或雪糕上进行盖盖子时,由机械手的方式装入小勺子后再盖上盖子,虽然相比人工安装,提高了工作效率,但勺子与盖子是分开的,当勺子未安装到位时,容易影响盖子的安装。
2、如中国专利申请号为(cn201910428153.9)公开了一种压勺入盖机,该申请通过将勺子预先压入盖子内,并通过胶水使得勺子与盖子成为一个整体,从而在对生产完成的果冻、酸奶或雪糕上进行盖盖子时,不需要进行勺子安装的工序,且勺子与盖子的结合,全自动化操作,提高了工作效率,但该申请在对勺子和盖子进行结合时,只对单个勺子与盖子进行结合,工作效率有待提高。
技术实现思路
1、本发明的目的是针对上述存在的技术问题,提供一种勺盖自动装配系统及其装配工艺,达到了可以同时对多个勺子和盖子进行结合,工作效率高的效果。
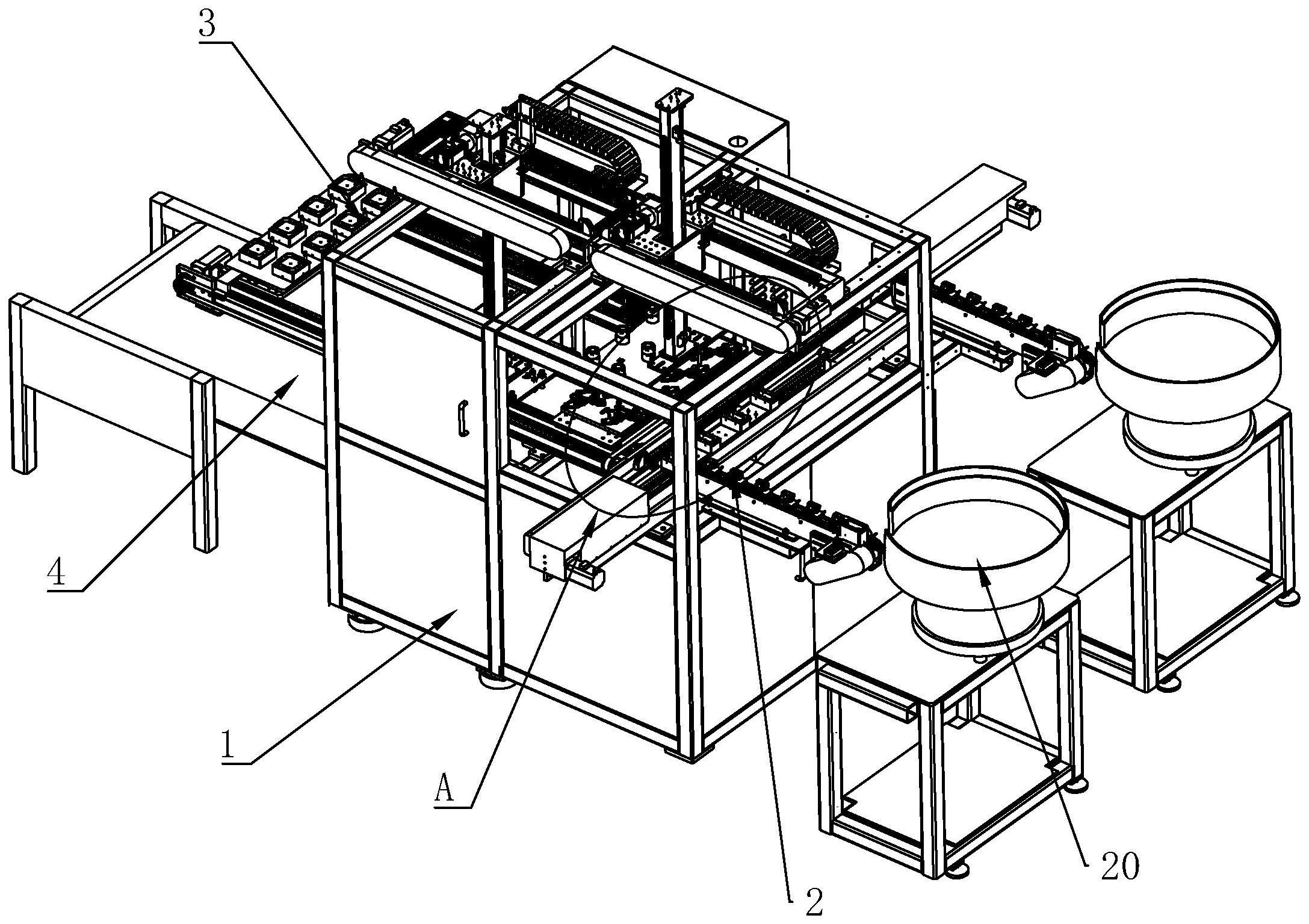
2、有鉴于此,本发明提供一种勺盖自动装配系统,包括:
3、机架;
4、第一上料机构,第一上料机构安装在机架一侧,且用于勺子的上料;
5、第二上料机构,第二上料机构安装在机架另一侧,且用于盖子的上料;
6、装配机构,装配机构安装在机架内,且用于将勺子装入盖子内;
7、第一输送带,第一输送带安装在装配机构下方,并用于装好勺子的盖子的运输;
8、其中,第一上料机构包括:
9、振动上料盘,振动上料盘用于提供勺子并上料;
10、上料平台,上料平台安装在机架内,且表面安装有多个等间距设置的第一上料仓;
11、第二输送带,第二输送带安装在机架侧面,且用于连接振动上料盘和上料平台;
12、限制装置,限制装置安装在第二输送带上,且用于向上料平台依次单个上料。
13、在上述技术方案中,进一步的,限制装置包括:
14、气缸,气缸安装在第二输送带侧面;
15、连接板,连接板一端安装在气缸的输出端,另一端延伸至第二输送带上方;
16、挡杆,挡杆安装在连接板位于输送带上方的一端;
17、感应开关,感应开关安装在第二输送带侧面,且位于气缸靠近振动上料盘的一侧,并用于气缸的启动开关;
18、其中,机架内还设有用于上料平台滑动的第一滑轨和第一驱动电机。
19、在上述技术方案中,进一步的,第一上料机构还包括:
20、整形平台,整形平台安装在机架内,且表面安装有多个等间距设置的第二上料仓;
21、第一提料装置,第一提料装置安装在机架内,且用于勺子的输送;
22、其中,机架内还设有用于整形平台滑动的第二滑轨和第二驱动电机。
23、在上述技术方案中,进一步的,第一提料装置包括:
24、第一驱动件,第一驱动件安装在机架内,并包括第一滑动组件和第一升降组件;
25、第一安装板,第一安装板连接在第一升降组件的输出端,并被分成多个第一作业位,多个第一作业位分别与第二上料仓相对应设置;
26、第一吸嘴,第一吸嘴连接在第一安装板上,且为多个,并分别对应安装在第一作业位上;
27、整形结构,整形结构设置在第一安装板与第一吸嘴之间,并用于勺子输送时的整形。
28、在上述技术方案中,进一步的,整形结构包括:
29、分度器,分度器为多个,且均连接在第一安装板上,并分别对应安装在多个第一作业位上;
30、c形架,c形架一端安装在分度器的输出端,另一端与第一吸嘴连接。
31、在上述技术方案中,进一步的,第一吸嘴包括:
32、圆筒,圆筒贯穿c形架底端设置,且底端设有抵接部,顶端连接有第一螺母;
33、气管,气管滑动连接在圆筒内,且顶端设有与圆筒顶面抵接的第二螺母,底端设有连接部;
34、弹簧,弹簧套设在气管表面,且两端分别于抵接部和连接部抵接;
35、吸盘,吸盘安装在连接部;
36、其中,连接部内开设有气道,且气道分别于气管以及吸盘内部连通。
37、在上述技术方案中,进一步的,吸盘包括:
38、主体,主体侧面开设有泄气孔;
39、褶皱部,褶皱部连接在主体底端;
40、封盖,封盖安装在连接部侧面,且与泄气孔相对应设置,并用于泄气孔的启闭。
41、在上述技术方案中,进一步的,装配机构包括:
42、装配平台,装配平台安装在机架内,且表面安装有多个等间距设置的装配仓;
43、第二提料装置,第二提料装置安装在机架内,且用于勺子的输送、装配以及装配后的输送;
44、其中,第二上料机构用于为装配仓上料,机架内设有用于装配平台滑动的第三滑轨和第三驱动电机。
45、在上述技术方案中,进一步的,第二提料装置包括:
46、第二驱动件,第二驱动件安装在机架内,并包括第二滑动组件和第二升降组件;
47、第二安装板,第二安装板连接在第二升降组件的输出端,并被分成多个第二作业位,多个第二作业位分别与多个装配仓相对应设置;
48、第二吸嘴,第二吸嘴连接第二安装板上,且为多个,并分别对应安装在第二作业位上;
49、敲击结构,敲击结构为多个,并安装在第二安装板上,且分别对应第二作业位设置;
50、其中,第二吸嘴包括用于吸附勺子的第三吸嘴和用于吸附盖子的第四吸嘴。
51、本发明提供一种勺盖自动装配系统的装配工艺,包括以下步骤:
52、s1:设备启动;
53、s2:振动上料盘为第二输送带提供勺子,第二上料机构为装配仓提供盖子;
54、s3:限制装置将勺子限制在第二输送带上;
55、s4:第一驱动电机经第一滑轨将上料平台上的第一上料仓与第二输送带对齐时,限制装置松开勺子,直至多个第一上料仓均完成勺子的上料;
56、s5:第一提料装置在第一滑动组件和第一升降组件的作用下移动至第一上料仓上,通过第一吸嘴吸起勺子,
57、s6:整形结构调整勺子角度,并移动至第二上料仓上方后松开勺子;
58、s7:第二驱动电机经第二滑轨将整形平台向第二提料装置一侧移动,第二提料装置在第二滑动组件和第二升降组件的作用下移动至第二上料仓上,通过第三吸嘴吸起勺子后移动至装配仓上的盖子内;
59、s8:启动敲击结构,将勺子与盖子配合,并吸起盖子,且第三驱动电机经第三滑轨将装配平台向第二上料机构移动;
60、s9:第二提料装置在第二滑动组件和第二升降组件的作用下将完成装配的勺子和盖子下放在第一输送带上;
61、s10:重复s2-s10。
62、本发明的有益效果为:
63、1.通过设置上料平台,并在上料平台上设置多个等间距设置的第一上料仓,从而对多个勺子进行同步上料,而后配合装配机构和第二上料机构,进而实现同时对多个勺子和多个盖子间的装配,有效提高工作效率,并且采用限制装置,提高对多个勺子上料的准确性以及稳定性;
64、2.通过整形结构对勺子的角度进行调整,从而便于勺子与盖子之间的结合,如一些方形的盖子需要勺子转动一定角度后才能放入盖子内,因此有效提高了适用性,满足对不同形状的盖子均能够有效的将勺子安装进去;
65、3.通过敲击结构,从而便于勺子与盖子之间进行连接固定,提高勺子与盖子之间的连接稳定性,避免后期盖子在进行安装时,勺子脱落。
- 还没有人留言评论。精彩留言会获得点赞!