一种双面胶周转平台及对应的周转方法与流程
本发明涉及双面胶周转的,具体为一种双面胶周转平台,本发明还提供了一种双面胶周转方法。
背景技术:
1、现有的双面胶在进行周转过程中,需要通过冲切刀将双面胶逐个冲切出来,然后将通过机械手吸持双面胶的上表面将双面胶的底部转贴到待贴付产品上,在这个过程中,机械手需要时刻等待冲切刀冲切双面胶,由于冲切刀的位置固定,故需要冲切刀脱模后,机械手才能进行吸持作业,其设置的每次转运时间相对较长,进而需要研发一款能够提高周转效率的双面胶贴膜平台。
技术实现思路
1、针对上述问题,本发明提供了一种双面胶周转平台,其使得双面胶的周转贴付效率高。
2、一种双面胶周转平台,其特征在于,其包括:
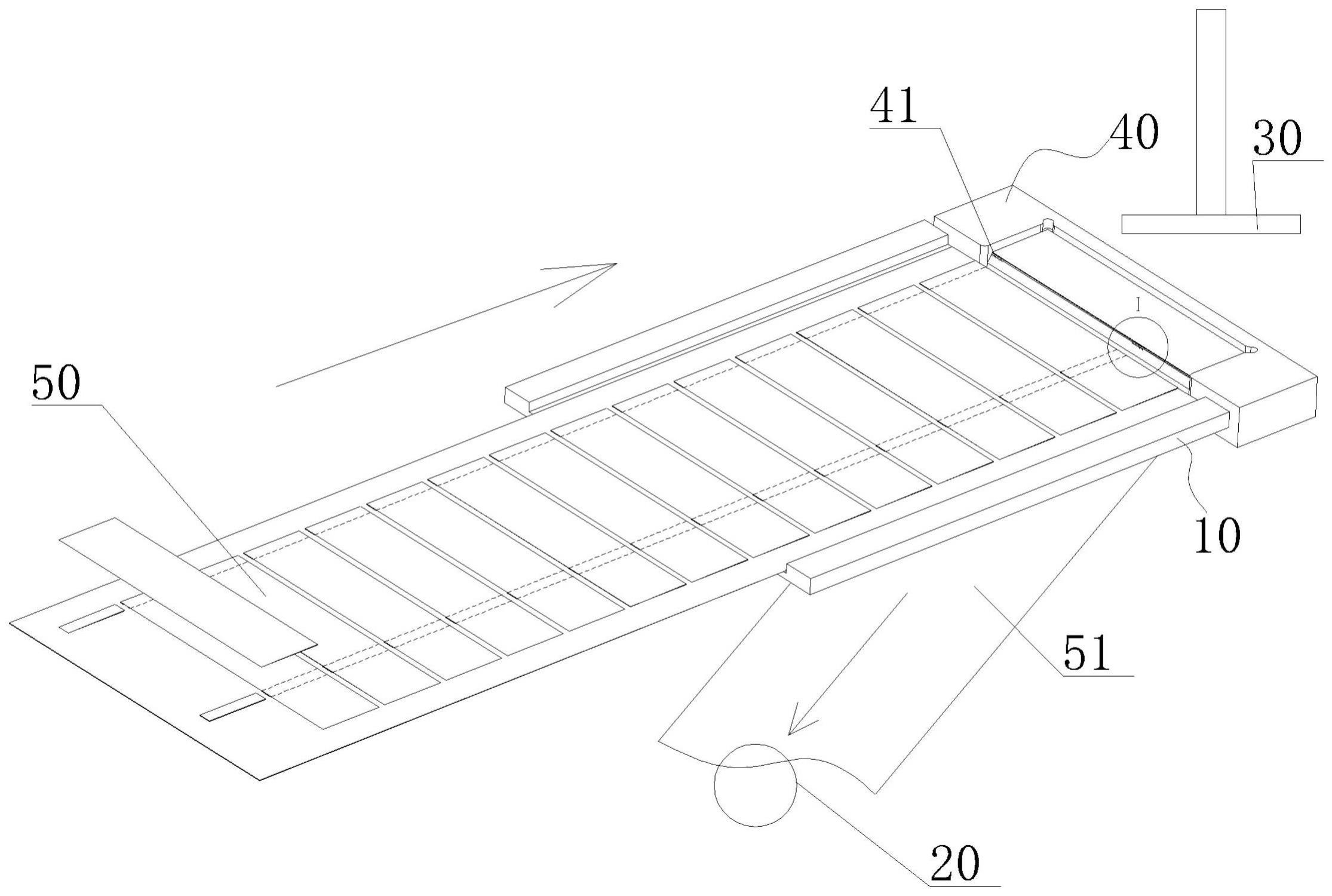
3、输送料带;
4、脱料辊;
5、转运机械手;
6、以及一平台,所述平台上表面排布有齿状平面,所述齿状平面的上表面为等效平面;
7、所述输送料带用于输送等间隔布置的双面胶条,所述双面胶条的底部为底部离型膜,所述输送料带的输送末端的下方设置有脱料辊,所述底部离型膜沿着输送料带的末端变向后被收卷于所述脱料辊,所述平台设置于所述输送料道的输送末端的后部,所述平台的上部齿状平面用于支承双面胶条。
8、其进一步特征在于:
9、所述齿状平面为沿着平台宽度方向排列设置的齿状平面;
10、所有齿的形状相同;
11、所述平台所对应的齿状平面的长度大于双面胶条的长度,确保双面胶条被顺利转运到平台上;
12、所述齿状平面位于所述平台的前部内凹区域,确保双面胶条不会跑偏;
13、所述齿状平面的起始位置和输送料带的输送末端之间留有间隙,所述间隙确保底部离型膜的分离;
14、所述间隙不超过双面胶条的长度的10%,确保双面胶条可靠转运到齿状平面上;
15、所述齿状平面低于所述输送料带的输送面0.05mm~0.2mm,确保底部离型膜向下拉动双面胶条时、双面胶条稳定可靠转运到齿状平面上。
16、一种双面胶周转方法,其特征在于:将双面胶卷料通过冲切刀步进冲切形成双面胶条,并将双面胶条间隔排布于输送料带上输送,输送料道的输送末端揭除底部离型膜,并将对应的双面胶条转移到后方平台的齿状平面,齿状平面和双面胶条的底部接触面积小,之后通过转运机械手吸持双面胶条的上表面,将双面胶条转运到待贴付的物体的表面。
17、其进一步特征在于:
18、所述转运机械手和冲切刀的节拍同步,确保高效操作。
19、采用上述技术方案后,将双面胶卷料通过冲切刀步进冲切形成双面胶条,并将双面胶条间隔排布于输送料带上输送,输送料道的输送末端揭除底部离型膜,并将对应的双面胶条转移到后方平台的齿状平面,齿状平面和双面胶条的底部接触面积小,之后通过转运机械手吸持双面胶条的上表面,将双面胶条转运到待贴付的物体的表面,转运机械手和冲切刀的节拍同步,确保高效操作。
技术特征:
1.一种双面胶周转平台,其特征在于,其包括:
2.如权利要求1所述的一种双面胶周转平台,其特征在于:所述齿状平面为沿着平台宽度方向排列设置的齿状平面。
3.如权利要求2所述的一种双面胶周转平台,其特征在于:所有齿的形状相同。
4.如权利要求1所述的一种双面胶周转平台,其特征在于:所述平台所对应的齿状平面的长度大于双面胶条的长度。
5.如权利要求4所述的一种双面胶周转平台,其特征在于:所述齿状平面位于所述平台的前部内凹区域。
6.如权利要求5所述的一种双面胶周转平台,其特征在于:所述齿状平面的起始位置和输送料带的输送末端之间留有间隙。
7.如权利要求6所述的一种双面胶周转平台,其特征在于:所述间隙不超过双面胶条的长度的10%。
8.如权利要求7所述的一种双面胶周转平台,其特征在于:所述齿状平面低于所述输送料带的输送面0.05mm~0.2mm。
9.一种双面胶周转方法,其特征在于:将双面胶卷料通过冲切刀步进冲切形成双面胶条,并将双面胶条间隔排布于输送料带上输送,输送料道的输送末端揭除底部离型膜,并将对应的双面胶条转移到后方平台的齿状平面,齿状平面和双面胶条的底部接触面积小,之后通过转运机械手吸持双面胶条的上表面,将双面胶条转运到待贴付的物体的表面。
10.如权利要求9所述的一种双面胶周转方法,其特征在于:所述转运机械手和冲切刀的节拍同步。
技术总结
本发明提供了一种双面胶周转平台,本发明还提供了一种双面胶周转方法,其使得双面胶的周转贴付效率高。一种双面胶周转平台,其特征在于,其包括:输送料带;脱料辊;转运机械手;以及一平台,所述平台上表面排布有齿状平面,所述齿状平面的上表面为等效平面;所述输送料带用于输送等间隔布置的双面胶条,所述双面胶条的底部为底部离型膜,所述输送料带的输送末端的下方设置有脱料辊,所述底部离型膜沿着输送料带的末端变向后被收卷于所述脱料辊,所述平台设置于所述输送料道的输送末端的后部,所述平台的上部齿状平面用于支承双面胶条。
技术研发人员:王春生,金民
受保护的技术使用者:苏州安洁科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!