一种自动上料控制方法及系统与流程
本发明涉及上料控制,具体涉及一种自动上料控制方法及系统。
背景技术:
1、在对弹簧进行自动上料的过程中,由于弹簧具有弹性,在上料过程中弹簧发生旋转或震动,导致上料后的弹簧与安装装置的对准出现偏差。目前,通过机械手或行架机械手等方式进行弹簧自动化上料,并通过自动校准方式对上料结果进行校正,但是由于自动校准的校准标准对应一个普遍适用的范围,不能结合具体的上料过程进行控制调整,从而导致上料控制偏差大,需要反复调整,控制周期长的后果。现有技术中存在弹簧上料位置不准确,上料控制效率低的技术问题。
技术实现思路
1、本申请提供了一种自动上料控制方法及系统,用于针对解决现有技术中存在弹簧上料位置不准确,上料控制效率低的技术问题。
2、鉴于上述问题,本申请提供了一种自动上料控制方法及系统。
3、本申请的第一个方面,提供了一种自动上料控制方法,其中,所述方法应用于一自动上料控制装置,所述自动上料控制装置包括夹持设备、图像采集模块和控制模块,所述方法包括:
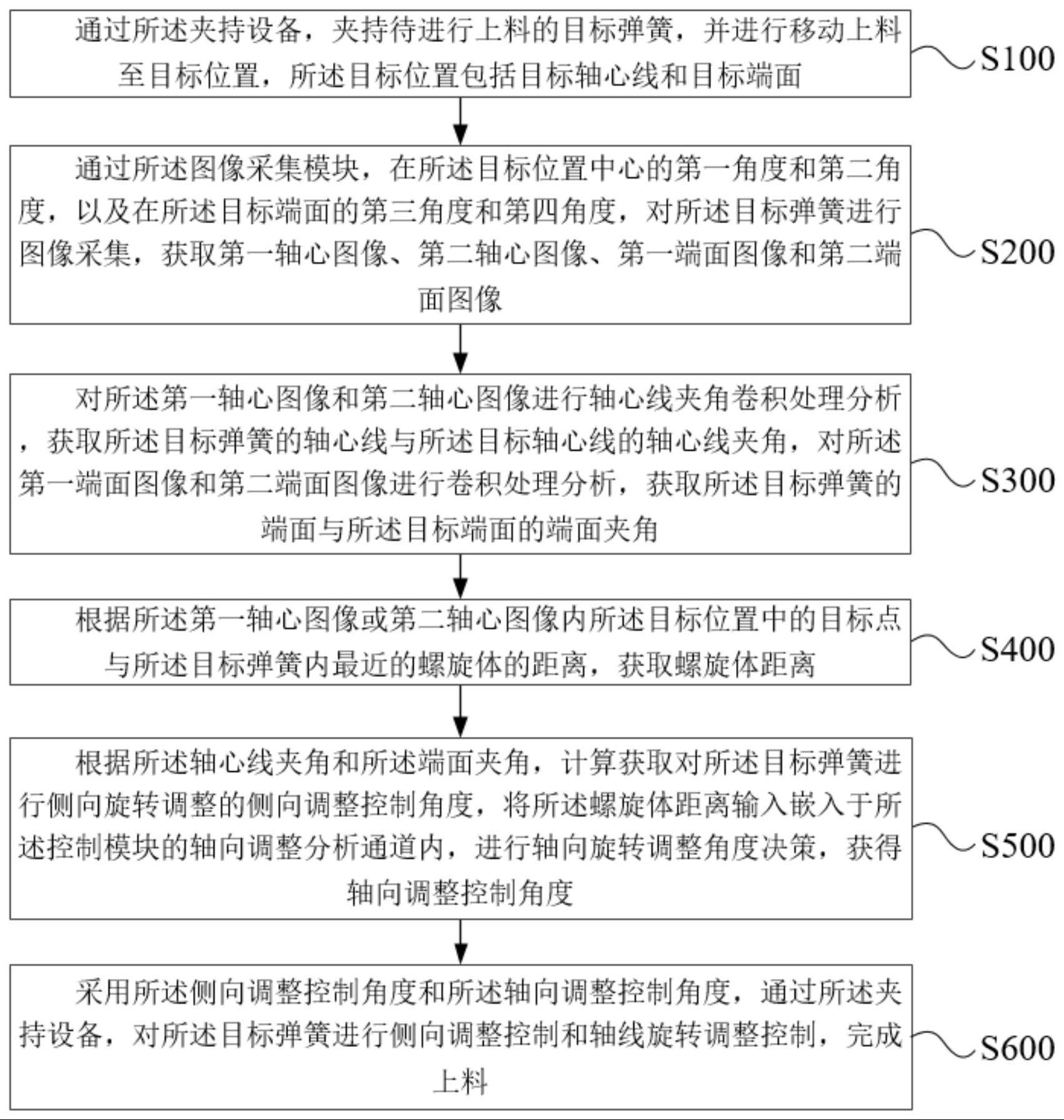
4、通过所述夹持设备,夹持待进行上料的目标弹簧,并进行移动上料至目标位置,所述目标位置包括目标轴心线和目标端面;
5、通过所述图像采集模块,在所述目标位置中心的第一角度和第二角度,以及在所述目标端面的第三角度和第四角度,对所述目标弹簧进行图像采集,获取第一轴心图像、第二轴心图像、第一端面图像和第二端面图像;
6、对所述第一轴心图像和第二轴心图像进行轴心线夹角卷积处理分析,获取所述目标弹簧的轴心线与所述目标轴心线的轴心线夹角,对所述第一端面图像和第二端面图像进行卷积处理分析,获取所述目标弹簧的端面与所述目标端面的端面夹角;
7、根据所述第一轴心图像或第二轴心图像内所述目标位置中的目标点与所述目标弹簧内最近的螺旋体的距离,获取螺旋体距离;
8、根据所述轴心线夹角和所述端面夹角,计算获取对所述目标弹簧进行侧向旋转调整的侧向调整控制角度,将所述螺旋体距离输入嵌入于所述控制模块的轴向调整分析通道内,进行轴向旋转调整角度决策,获得轴向调整控制角度;
9、采用所述侧向调整控制角度和所述轴向调整控制角度,通过所述夹持设备,对所述目标弹簧进行侧向调整控制和轴线旋转调整控制,完成上料。
10、本申请的第二个方面,提供了一种自动上料控制系统,所述系统包括:
11、移动上料模块,所述移动上料模块用于通过夹持设备,夹持待进行上料的目标弹簧,并进行移动上料至目标位置,所述目标位置包括目标轴心线和目标端面;
12、端面图像采集模块,所述端面图像采集模块用于通过图像采集模块,在所述目标位置中心的第一角度和第二角度,以及在所述目标端面的第三角度和第四角度,对所述目标弹簧进行图像采集,获取第一轴心图像、第二轴心图像、第一端面图像和第二端面图像;
13、端面夹角获得模块,所述端面夹角获得模块用于对所述第一轴心图像和第二轴心图像进行轴心线夹角卷积处理分析,获取所述目标弹簧的轴心线与所述目标轴心线的轴心线夹角,对所述第一端面图像和第二端面图像进行卷积处理分析,获取所述目标弹簧的端面与所述目标端面的端面夹角;
14、螺旋体距离获得模块,所述螺旋体距离获得模块用于根据所述第一轴心图像或第二轴心图像内所述目标位置中的目标点与所述目标弹簧内最近的螺旋体的距离,获取螺旋体距离;
15、控制角度获得模块,所述控制角度获得模块用于根据所述轴心线夹角和所述端面夹角,计算获取对所述目标弹簧进行侧向旋转调整的侧向调整控制角度,将所述螺旋体距离输入嵌入于控制模块的轴向调整分析通道内,进行轴向旋转调整角度决策,获得轴向调整控制角度;
16、上料模块,所述上料模块用于采用所述侧向调整控制角度和所述轴向调整控制角度,通过所述夹持设备,对所述目标弹簧进行侧向调整控制和轴线旋转调整控制,完成上料。
17、本申请中提供的一个或多个技术方案,至少具有如下技术效果或优点:
18、本申请通过夹持设备,夹持待进行上料的目标弹簧,并进行移动上料至目标位置,目标位置包括目标轴心线和目标端面;然后通过图像采集模块,在目标位置中心的第一角度和第二角度,以及在目标端面的第三角度和第四角度,对目标弹簧进行图像采集,获取第一轴心图像、第二轴心图像、第一端面图像和第二端面图像,通过对第一轴心图像和第二轴心图像进行轴心线夹角卷积处理分析,获取目标弹簧的轴心线与目标轴心线的轴心线夹角,对第一端面图像和第二端面图像进行卷积处理分析,获取目标弹簧的端面与目标端面的端面夹角,然后根据第一轴心图像或第二轴心图像内目标位置中的目标点与目标弹簧内最近的螺旋体的距离,获取螺旋体距离,进而根据轴心线夹角和端面夹角,计算获取对目标弹簧进行侧向旋转调整的侧向调整控制角度,将螺旋体距离输入嵌入于控制模块的轴向调整分析通道内,进行轴向旋转调整角度决策,获得轴向调整控制角度,通过采用侧向调整控制角度和轴向调整控制角度,通过夹持设备,对目标弹簧进行侧向调整控制和轴线旋转调整控制,完成上料。达到了提高上料效率,缩短控制周期,提升上料控制准确度的技术效果。
技术特征:
1.一种自动上料控制方法,其特征在于,所述方法应用于一自动上料控制装置,所述自动上料控制装置包括夹持设备、图像采集模块和控制模块,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,通过所述图像采集模块,在所述目标位置中心的第一角度和第二角度,以及在所述目标端面的第三角度和第四角度,对所述目标弹簧进行图像采集,包括:
3.根据权利要求1所述的方法,其特征在于,对所述第一轴心图像和第二轴心图像进行轴心线夹角卷积处理分析,获取所述目标弹簧的轴心线与所述目标轴心线的轴心线夹角,对所述第一端面图像和第二端面图像进行卷积处理分析,获取所述目标弹簧的端面与所述目标端面的端面夹角,包括:
4.根据权利要求3所述的方法,其特征在于,构建用于进行轴心线夹角分析的轴心线夹角分析通道,包括:
5.根据权利要求1所述的方法,其特征在于,根据所述第一轴心图像或第二轴心图像内所述目标位置中的目标点与所述目标弹簧内最近的螺旋体的距离,获取螺旋体距离,包括:
6.根据权利要求1所述的方法,其特征在于,根据所述轴心线夹角和所述端面夹角,计算获取对所述目标弹簧进行侧向旋转调整的侧向调整控制角度,包括:
7.根据权利要求1所述的方法,其特征在于,将所述螺旋体距离输入嵌入于所述控制模块的轴向调整分析通道内,进行轴向旋转调整角度决策,获得轴向调整控制角度,包括:
8.一种自动上料控制系统,其特征在于,所述系统包括:
技术总结
本发明公开了一种自动上料控制方法及系统,涉及上料控制技术领域,该方法包括:通过夹持设备,夹持待进行上料的目标弹簧,并进行移动上料至目标位置;通过图像采集模块,获取第一轴心图像、第二轴心图像、第一端面图像和第二端面图像;获取目标弹簧的轴心线与目标轴心线的轴心线夹角,获取目标弹簧的端面与目标端面的端面夹角;获取螺旋体距离;计算获取对目标弹簧进行侧向旋转调整的侧向调整控制角度,获得轴向调整控制角度;通过夹持设备,对目标弹簧进行侧向调整控制和轴线旋转调整控制,完成上料。本发明解决了现有技术中存在弹簧上料位置不准确,上料控制效率低的技术问题,达到了缩短上料控制周期,提升控制准确度和效率的技术效果。
技术研发人员:唐瑞阳
受保护的技术使用者:斯德拉马机械(太仓)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!