一种上料变距定位系统及运作方法与流程
本发明属于机械,涉及一种全自动供料定位生产线,特别是一种上料变距定位系统及运作方法。
背景技术:
1、随着社会的进步、科技的发展,智能电子产品成为人类社会中必不可少的使用工具。实现智能电子产品现代化全自动生产的要求也越来越高,由此才能符合市场消费需求。小件电子产品需要进行包装和贴膜作业,由此才能完成出厂成品。在对小件电子产品进行机械化流水线包装之前,需要对批量产品进行精准调整定位,从而确保装料的准确性和有效性,以防止空盒包装的大量出现。
2、例如,中国专利文献曾公开了一种铁芯组装设备【中国专利号:201910054992.9】,本发明涉及自动化组装设备领域,提供了一种铁芯组装设备,包括组装定位机构、产品移载机构、传送带机构和料盘上下机构,传送带机构一侧设置组装定位机构,传送带机构远离组装定位机构一侧设置料盘上下机构,料盘上下机构上部设置产品移载机构,组装定位机构、产品移载机构、传送带机构和料盘上下机构均固定安装在流水线相应工位上,组装定位机构、产品移载机构、传送带机构和料盘上下机构均电连接设置于外部的控制器,解决了产品组装精度不高、效率低、只能使用一种载具和与其他功能设备不能配合使用的问题。
3、上述技术方案,采用两个夹紧气缸分别带动两个夹紧装置对产品进行不同方向的夹紧固定。两种夹紧方式相互独立,由此两者的动作在夹持启动时间和夹持力度均存在细微差异,导致对产品夹持缺乏平衡性,容易出现夹紧的定位误差,还容易因夹持力度不同导致产品表面夹伤。故上述技术方案仍需要进一步完善。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种经过间距调整及精准定位确保产品装料的准确性,采用联动夹持提升夹持效果的上料变距定位系统及运作方法。
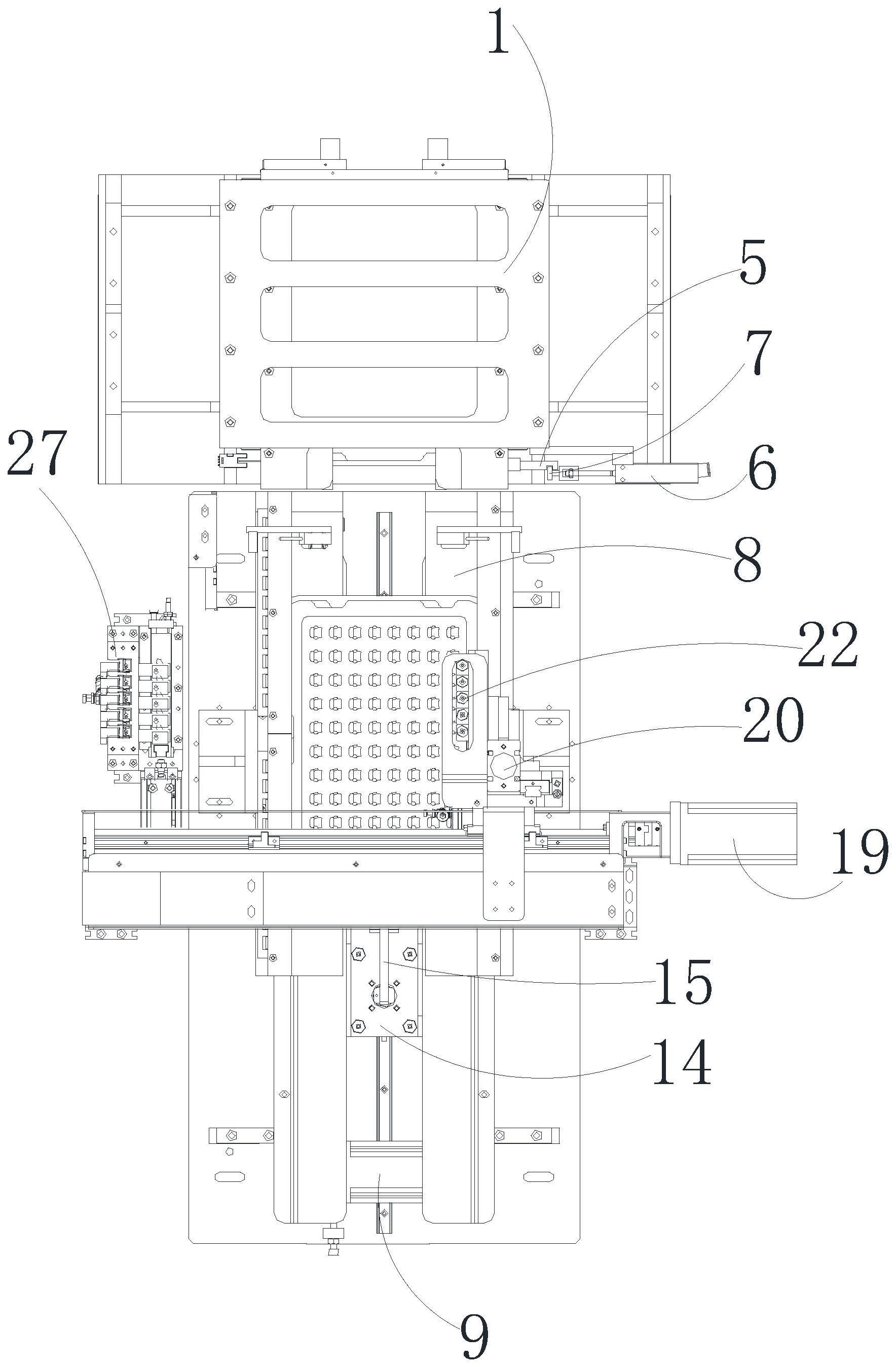
2、本发明的目的可通过下列技术方案来实现:一种上料变距定位系统,顺次包括上料仓、移盘装置、变距移料装置和二次定位装置;所述上料仓与所述移盘装置沿直线衔接,所述变距移料装置架设于所述移盘装置上方并衔接所述二次定位装置,所述二次定位装置包括具有嵌料板的载料架,所述嵌料板内排列开设若干穴腔,若干所述穴腔于同侧开通夹持缺口,所述载料架的顶面上滑动连接传动板,所述传动板由夹持气缸驱动连接,所述传动板通过x向驱动结构连接x夹持杆,所述x夹持杆的夹头由所述夹持缺口伸入所述穴腔,所述x夹持杆通过y向驱动结构连接y夹持块,所述y夹持块的夹片由底侧伸入所述穴腔。
3、在上述的上料变距定位系统中,所述x向驱动结构包括于所述传动板上排列开设若干斜槽,若干所述斜槽与若干所述穴腔一一对应设置,所述斜槽内插接导向柱形成滑动连接,所述导向柱固连所述x夹持杆,所述载料架的顶面上凹设x槽,所述x夹持杆嵌入所述x槽形成x向导滑连接。
4、在上述的上料变距定位系统中,所述x夹持杆包括呈横置的l型杆身,所述l型杆身通过长杆体嵌入所述x槽内,所述l型杆身通过短杆体折回固连所述夹头。
5、在上述的上料变距定位系统中,所述y向驱动结构包括于所述x夹持杆上开设曲线槽,所述曲线槽内插接导向销形成滑动连接,所述导向销固连y夹持块,所述嵌料板上开设y槽,所述y夹持块嵌入所述y槽形成y向导滑连接。
6、在上述的上料变距定位系统中,所述载料架上装设锁位气缸,所述锁位气缸升降驱动锁位板,所述锁位板上竖立若干根锁位杆,所述载料架上对应开设若干定位孔一,若干所述x夹持杆对应开设定位凹口,所述嵌料板上对应开设若干定位孔二,所述锁位杆由下至上顺次穿接所述定位孔一、所述定位凹口和所述定位孔二。
7、在上述的上料变距定位系统中,所述上料仓包括具有上料腔的仓架,所述上料腔内呈升降滑动连接叠盘架,所述叠盘架下方由升降器驱动连接,所述叠盘架内沿纵向排列若干托盘板,所述托盘板上方形成插盘工位,对应每一所述插盘工位的进出口,所述叠盘架的侧壁上呈滑动插接一限位杆,所述仓架上固装限位气缸,所述限位气缸驱动连接伸缩轴,所述伸缩轴的轴端上凸设连接盘,所述限位杆外端对应凹设缺口,所述连接盘嵌入所述缺口形成平拉挂接。
8、在上述的上料变距定位系统中,所述移盘装置包括具有导滑道的支架,所述支架于所述导滑道下方设置往复驱动机构,所述往复驱动机构包括拉盘电机驱动连接传动带组件,所述传动带组件同步带动拉盘架,所述拉盘架上装设支点座,所述支点座上铰接一杠杆,所述杠杆的一端由竖向气缸摆转驱动,所述杠杆的另一端摆转连接拉钩。
9、在上述的上料变距定位系统中,所述变距移料装置包括桁架,所述桁架上固装横移电机,所述横移电机的横移块上固连升降气缸,所述升降气缸的伸缩端固连取料架,所述取料架上呈滑移排列若干吸料嘴,若干所述吸料嘴由变距组件驱动连接。
10、在上述的上料变距定位系统中,所述变距组件包括固装于所述取料架上的变距气缸,每个所述吸料嘴外周固套滑块,所述取料架上凹设滑槽,若干所述滑块嵌入所述滑槽,首位所述滑块固定于所述滑槽内,其余所述滑块与所述滑槽形成导滑连接,所述滑块的背侧凹设限位槽,相邻所述限位槽之间连接卡扣,所述卡扣与所述限位槽之间余留相对伸缩位移量,所述变距气缸的推拉杆固连末位所述滑块。
11、一种上料变距定位系统的运作方法,包括以下步骤:
12、1)、启动升降器驱使叠盘架及料盘上升,当感应器感测托盘板上升到位控制升降器停机;此时,限位杆伸入插盘工位的进出口,对插盘工位内的料盘形成阻挡,限位气缸拉出限位杆使相应插盘工位的进出口畅通;
13、2)、启动拉盘电机通过传动带组件驱使拉盘架前移衔接叠盘架中的料盘,启动竖向气缸驱动拉钩上翘勾住料盘底边,启动拉盘电机通过传动带组件驱使拉盘架拉动料盘后移,将料盘拉出叠盘架并滑移至导滑道上;
14、3)、启动横移电机驱动若干吸料嘴横移至料盘上方,启动升降气缸带动若干吸料嘴下降并吸取若干物料,升降气缸带动若干吸料嘴上升,启动横移电机驱动若干吸料嘴横移至嵌料板上方;
15、启动变距气缸拉动末位滑块及吸料嘴移动,当末位卡扣与限位槽之间的相对伸缩位移量达极限时,通过卡扣的卡接带动次末尾滑块及吸料嘴移动,由此逐一传动直至整体若干吸料嘴展开最大间隔,启动升降气缸带动若干吸料嘴下降,并将物料一一对应放入嵌料板的穴腔中;
16、4)、启动夹持气缸推动传动板,驱使x夹持杆沿x槽滑移并夹紧位于穴腔内产品的x边;同步驱使y夹持块沿y槽滑移并夹紧位于穴腔内产品的y边;
17、当x夹持杆沿x向移动到位使其定位凹口与定位孔一、定位孔二连通;启动锁位气缸上升锁位杆,使锁位杆穿接定位孔一、定位凹口和定位孔二形成卡接定位。
18、与现有技术相比,本上料变距定位系统及运作方法具有以下有益效果:
19、1、通过上料仓、移盘装置、变距移料装置和二次定位装置的合理布局,实现产品供应线定位加工线,合理利用生产空间,较少占用面积,同时减省产品移运路径,且整体结构紧凑,集成度高,利于优化生产线程,提高效率、增加产量。
20、2、通过叠盘上料与拉盘移送的紧密配合,在节约空间的前提下,确保料盘的准确移动,进一步保障料盘中物料精准到位,从而避免因取料错位导致的吸空现象,从而最终造成包装空盒的问题,有效确保包装的有效性。
21、3、通过变距吸料与二次定位相配合,应对不同间距调整的同时,确保变距后的精准性。二次定位采用一个驱动器联动两个方向同步夹持,既能减省驱动器的设置数量,降低成本,又能通过同步夹持动作缩小固定误差,提升夹持效率,且在双向联动中形成夹持平衡,避免单一夹齿过紧导致产品夹伤,或单独夹持过松导致定位误差,双向联动夹持进一步提高定位精准性。
- 还没有人留言评论。精彩留言会获得点赞!