一种自动装箱机构的制作方法
本发明涉及包装设备,具体是一种自动装箱机构。
背景技术:
1、颗粒状五金标准件如螺钉、螺母是制造业相关企业、实验室、集成商等最常实用的标准化零配件,市场上流通采买和售卖此类五金标准件的主要包装形式为散装和盒装,散装是指将一定数量的五金标准件统一装入收纳袋内;盒装是指将一定数量的五金标准件放入包装盒内。为了便于源头批发商大量批发、运输以及下流零售商进行零售,一般采用先进行小盒分装,后再进行多小盒装大箱的方式包装,目前将小盒装入大盒中大多采用人工操作,这种方式效率较低且耗费人工。
技术实现思路
1、本发明意在提供一种自动装箱机构,以解决现有将小盒装入大盒中大多采用人工操作,这种方式效率较低且耗费人工的问题。
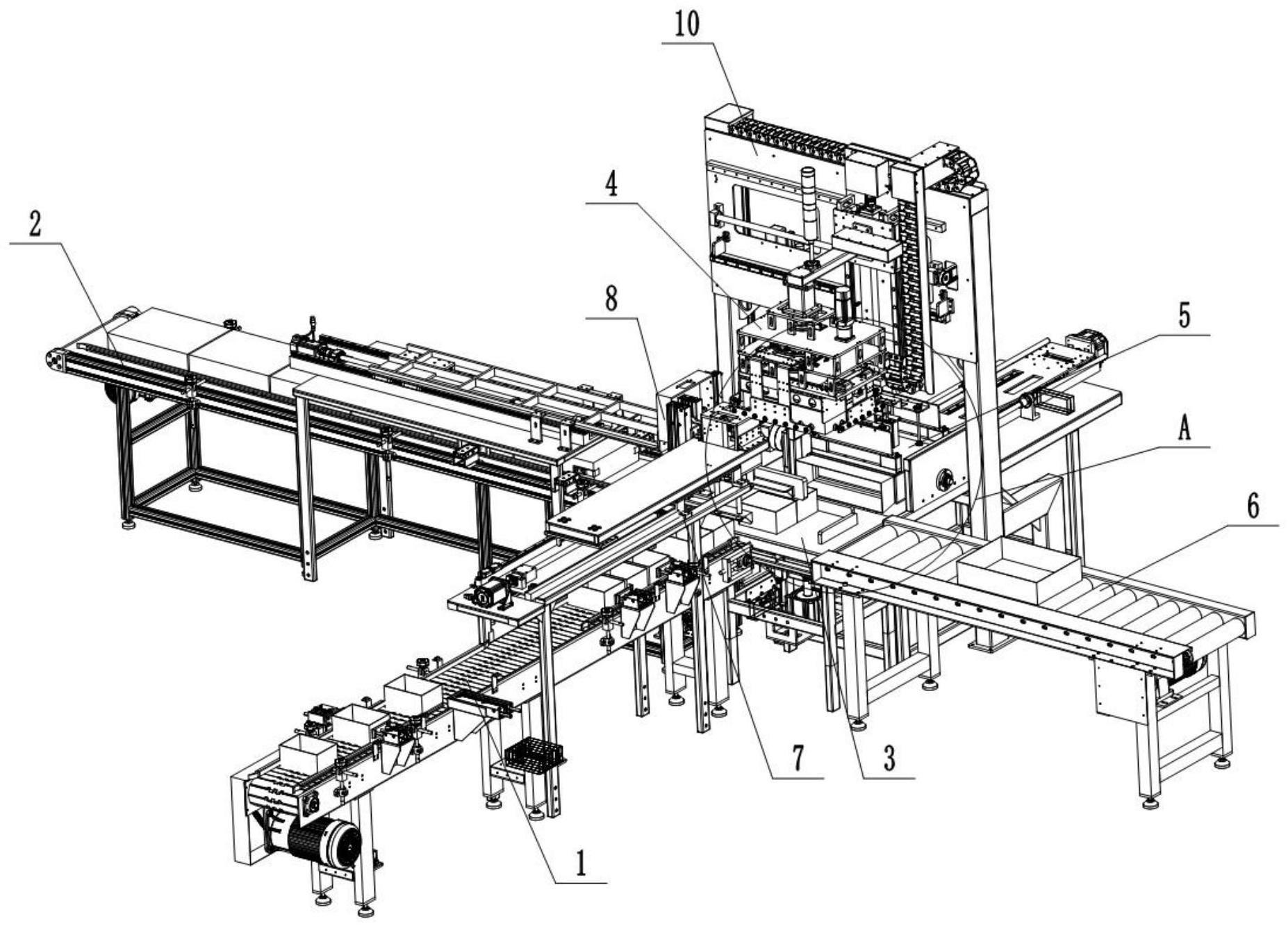
2、为了达到上述目的,本发明的基础方案如下:一种自动装箱机构,包括小盒来料模块、大箱来料模块、对中平台、推盒压紧模块、大箱取箱模块和大箱翻转模块,所述小盒来料模块和大箱来料模块分别位于对中平台的两相邻侧边,所述推盒压紧模块包括长侧边推盒组件和短侧边推盒组件,所述长侧边推盒组件位于小盒来料模块与对中平台之间,所述短侧边推盒组件位于大箱来料模块与对中平台之间,所述长侧边推盒组件和短侧边推盒组件配合将若干个小盒来料模块上输送过来的小盒物料推送排列成与大箱形状对应的矩形,所述大箱取箱模块位于大箱来料模块和对中平台上方,所述大箱来料模块上间隔放置天地盖式大包装箱的箱底和箱盖,且所述箱底和箱盖均开口朝下,所述大箱取箱模块首先从大箱来料模块上搬运箱底至对中平台上方,所述大箱取箱模块带动箱底下移至若干排列成矩形的小盒物料上方并将若干小盒物料装入箱底中,所述大箱翻转模块位于与小盒来料模块相对的对中平台侧边,所述长侧边推盒组件推动装有小盒物料的箱底至大箱翻转模块中,所述大箱翻转模块翻转180°后将箱底再次推至对中平台,所述大箱取箱模块从大箱来料模块上搬运箱盖至对中平台上方,所述大箱取箱模块带动箱盖下移至装有小盒物料的箱底上方并将箱底罩入其中完成包装。
3、进一步,还包括成品输出模块,所述成品输出模块位于与大箱来料模块相对的对中平台的侧边,所述短侧边推盒组件将包装完成的大箱从对中平台推至成品输出模块完成出料。
4、进一步,所述大箱取箱模块包括龙门移动桁架、驳接平台、机架、夹持驱动组件、定位夹持组件和扩边夹持单元,所述龙门移动桁架架设在大箱来料模块和对中平台上方,所述驳接平台固定在机架顶部,所述驳接平台与龙门移动桁架连接,所述夹持驱动组件、定位夹持组件和扩边夹持单元均安装在机架上,所述定位夹持组件位于机架底部;
5、所述扩边夹持单元包括两组对向夹持组件,每组所述对向夹持组件包括轨迹圆盘、两个滑块、两个运动板、两个连接板、两个滑轨、两个夹持板和若干负压吸盘,所述轨迹圆盘上设有两个中心对称的弧形镂空槽,两个所述滑块分别滑动连接在两个弧形镂空槽内,两个所述滑块分别于两个运动板转动连接,两个所述滑轨平行固定在机架上,两个所述运动板的两端分别滑动连接在两个滑轨上,所述连接板为l型,两个所述连接板分别固定在两个运动板上,且所述连接板的竖直段竖直朝下,两个所述夹持板分别固定在两个连接板上,若干所述负压吸盘分别安装在两个夹持板内侧;两组所述对向夹持组件上下同轴布置,且两组所述对向夹持组件的轨迹圆盘均由夹持驱动组件同步驱动,两组所述对向夹持组件的滑轨运动方向垂直。
6、进一步,所述夹持驱动组件包括夹持电机、转轴和皮带传动模组,所述夹持电机固定在机架顶部,所述转轴转动连接在机架上,且两组所述对向夹持组件的轨迹圆盘均固定在转轴上,所述转轴和夹持电机之间通过皮带传动模组传动。
7、进一步,所述机架包括四层横板和若干竖向支撑板,若干所述竖向支撑板分别固定在四层横板之间,所述驳接平台安装在第一层横板上,所述夹持电机安装在第二次横板上,两组所述对向夹持组件分别安装在第三层横板和第四层横板上,所述定位夹持组件安装在第四层横板底部。
8、进一步,所述对中平台上设有两个垂直的定位挡板,两个所述定位挡板竖直滑动连接在对中平台上,且所述定位挡板连接有竖向移动模组。
9、进一步,所述大箱翻转模块包括翻转仓、翻转驱动模组和推箱移动组件,所述翻转仓前后两端开口,且所述翻转器前后两端开口处均设有竖直滑动连接在翻转仓顶面的固定挡板,所述固定挡板连接有竖向移动模组,所述翻转驱动模组与翻转仓固定用于翻转翻转仓,所述推箱移动组件包括大箱推板和水平移动模组,所述大箱推板固定在水平移动模组上,且所述大箱推板能够通过翻转仓后端的开口伸入翻转仓内。
10、进一步,所述大箱翻转模块还包括进料扩口,所述进料扩口固定在翻转仓前端开口处。
11、进一步,所述长侧边推盒组件和短侧边推盒组件均包括竖直移动模组、水平移动模组和小盒推板,所述竖直移动模组连接在水平移动模组上,所述小盒推板连接在竖直移动模组上。
12、本方案的有益效果:(1)本方案能够通过机械方式完成小盒到大包装箱的包装,节省了人工,提高了包装效率。
13、(2)本方案中的大箱取箱模块通过两组对向夹持组件夹持箱盖的四周,并通过负压吸盘吸附箱盖的四周侧壁,通过对向夹持组件中的轨迹圆盘转动带动运动板运动,从而使得夹持板运动,将箱盖四周侧壁底部向外拉扯达到扩边胀盒的目的,可以下向扣合配对的大包装箱箱底,从而避免了箱底内装入小盒物料产生变形导致箱盖盖盒失败的问题。
14、(3)本方案中两组对向夹持组件的轨迹圆盘通过同一转轴驱动,从而实现对天盖四周侧壁的同步夹持和同步扩边,同步性好。
15、(4)在翻转仓的前后两端分别设置开口以及固定挡板,能够在便于装有小盒物料的大包装箱箱底进入翻转仓的同时避免箱底内的小盒物料在翻转的过程中从翻转仓内滑出,且翻转仓前端开口处设有进料扩口,便于装有小盒物料的箱底进入翻转仓内。
技术特征:
1.一种自动装箱机构,其特征在于:包括小盒来料模块、大箱来料模块、对中平台、推盒压紧模块、大箱取箱模块和大箱翻转模块,所述小盒来料模块和大箱来料模块分别位于对中平台的两相邻侧边,所述推盒压紧模块包括长侧边推盒组件和短侧边推盒组件,所述长侧边推盒组件位于小盒来料模块与对中平台之间,所述短侧边推盒组件位于大箱来料模块与对中平台之间,所述长侧边推盒组件和短侧边推盒组件配合将若干个小盒来料模块上输送过来的小盒物料推送排列成与大箱形状对应的矩形,所述大箱取箱模块位于大箱来料模块和对中平台上方,所述大箱来料模块上间隔放置天地盖式大包装箱的箱底和箱盖,且所述箱底和箱盖均开口朝下,所述大箱取箱模块首先从大箱来料模块上搬运箱底至对中平台上方,所述大箱取箱模块带动箱底下移至若干排列成矩形的小盒物料上方并将若干小盒物料装入箱底中,所述大箱翻转模块位于与小盒来料模块相对的对中平台侧边,所述长侧边推盒组件推动装有小盒物料的箱底至大箱翻转模块中,所述大箱翻转模块翻转180°后将箱底再次推至对中平台,所述大箱取箱模块从大箱来料模块上搬运箱盖至对中平台上方,所述大箱取箱模块带动箱盖下移至装有小盒物料的箱底上方并将箱底罩入其中完成包装。
2.根据权利要求1所述的一种自动装箱机构,其特征在于:还包括成品输出模块,所述成品输出模块位于与大箱来料模块相对的对中平台的侧边,所述短侧边推盒组件将包装完成的大箱从对中平台推至成品输出模块完成出料。
3.根据权利要求1所述的一种自动装箱机构,其特征在于:所述大箱取箱模块包括龙门移动桁架、驳接平台、机架、夹持驱动组件、定位夹持组件和扩边夹持单元,所述龙门移动桁架架设在大箱来料模块和对中平台上方,所述驳接平台固定在机架顶部,所述驳接平台与龙门移动桁架连接,所述夹持驱动组件、定位夹持组件和扩边夹持单元均安装在机架上,所述定位夹持组件位于机架底部;
4.根据权利要求3所述的一种自动装箱机构,其特征在于:所述夹持驱动组件包括夹持电机、转轴和皮带传动模组,所述夹持电机固定在机架顶部,所述转轴转动连接在机架上,且两组所述对向夹持组件的轨迹圆盘均固定在转轴上,所述转轴和夹持电机之间通过皮带传动模组传动。
5.根据权利要求4所述的一种自动装箱机构,其特征在于:所述机架包括四层横板和若干竖向支撑板,若干所述竖向支撑板分别固定在四层横板之间,所述驳接平台安装在第一层横板上,所述夹持电机安装在第二次横板上,两组所述对向夹持组件分别安装在第三层横板和第四层横板上,所述定位夹持组件安装在第四层横板底部。
6.根据权利要求1所述的一种自动装箱机构,其特征在于:所述对中平台上设有两个垂直的定位挡板,两个所述定位挡板竖直滑动连接在对中平台上,且所述定位挡板连接有竖向移动模组。
7.根据权利要求1所述的一种自动装箱机构,其特征在于:所述大箱翻转模块包括翻转仓、翻转驱动模组和推箱移动组件,所述翻转仓前后两端开口,且所述翻转器前后两端开口处均设有竖直滑动连接在翻转仓顶面的固定挡板,所述固定挡板连接有竖向移动模组,所述翻转驱动模组与翻转仓固定用于翻转翻转仓,所述推箱移动组件包括大箱推板和水平移动模组,所述大箱推板固定在水平移动模组上,且所述大箱推板能够通过翻转仓后端的开口伸入翻转仓内。
8.根据权利要求7所述的一种自动装箱机构,其特征在于:所述大箱翻转模块还包括进料扩口,所述进料扩口固定在翻转仓前端开口处。
9.根据权利要求1所述的一种自动装箱机构,其特征在于:所述长侧边推盒组件和短侧边推盒组件均包括竖直移动模组、水平移动模组和小盒推板,所述竖直移动模组连接在水平移动模组上,所述小盒推板连接在竖直移动模组上。
技术总结
本专利涉及包装设备技术领域,具体是一种自动装箱机构,包括小盒来料模块、大箱来料模块、对中平台、推盒压紧模块、大箱取箱模块和大箱翻转模块,所述推盒压紧模块包括长侧边推盒组件和短侧边推盒组件,所述长侧边推盒组件和短侧边推盒组件配合将若干个小盒来料模块上输送过来的小盒物料推送排列成与大箱形状对应的矩形,所述大箱取箱模块带动箱底将若干小盒物料装入箱底中,所述长侧边推盒组件推动装有小盒物料的箱底至大箱翻转模块中,所述大箱翻转模块翻转180°后将箱底再次推至对中平台,所述大箱取箱模块带动箱盖将箱底罩入其中完成包装,本方案能够通过机械方式完成小盒到大包装箱的包装,节省了人工,提高了包装效率。
技术研发人员:董铂龙,韩震宇,彭君彬,印润,吕佳,陈中海
受保护的技术使用者:重庆宇飞特科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!