一种码料码垛装置的制作方法
本发明涉及钕铁硼加工设备,特别涉及一种码料码垛装置。
背景技术:
1、钕铁硼是一种磁性材料,其优异的磁性能而被称为“磁王”。钕铁硼可分为烧结钕铁硼和粘结钕铁硼,由于烧结钕铁硼的磁性远优于粘结钕铁硼,因此烧结钕铁硼在电子、电力机械、医疗器械、玩具、包装、五金机械、航天航空等领域得到广泛应用。钕铁硼先在磁场中压制成型,压制成型后还需在真空烧结炉中经高温烧结,然后冷却使其达到致密化,这样烧结后的产品就能拥有较高的磁性能,因此在整个过程中必须将机架设置成密闭状态,并在充氮气条件下进行剥油和码盘操作,以防止钕铁硼产品氧化。
2、但是现有技术是通过将双盘转送机构输送过来的两个物料空盘中的第一个物料空盘先推入到全电压机对应位置进行装料,装料完成后,回到原来位置,然后将另一个物料空盘推入到全电压机对应位置进行装料,装料完成后,回到原来位置的料盘过渡传送机构。该类型结构虽然有提高工作效率,但是由于其采用的是两个物料空盘必须交互移动装料,才能一起回到原位在两个物料空盘上先后装入产品,另外在产品装入空的石墨盒后,需要将其一起放入托盘内进行码垛操作,现有的码垛方式是直接通过机械手将装好的产品一层层堆叠码放在托盘内,该类型的码垛机构需要先将装入产品的石墨盒和托盘分别送到码垛机构,最后在码垛机构上进行机械手码垛操作,而这三个机构之间联动配合不紧密,会出现各机构之间操作不连贯的现象,故会影响码垛的质量和工作效率。
技术实现思路
1、本发明的目的是提供一种码料码垛装置,其通过料盒输送机构、产品运料翻转机构以及托盘给料机构与产品码盘机构紧密连续的联动配合,使整体码垛操作简单顺畅,从而提高产品码垛的质量和效率的特点。
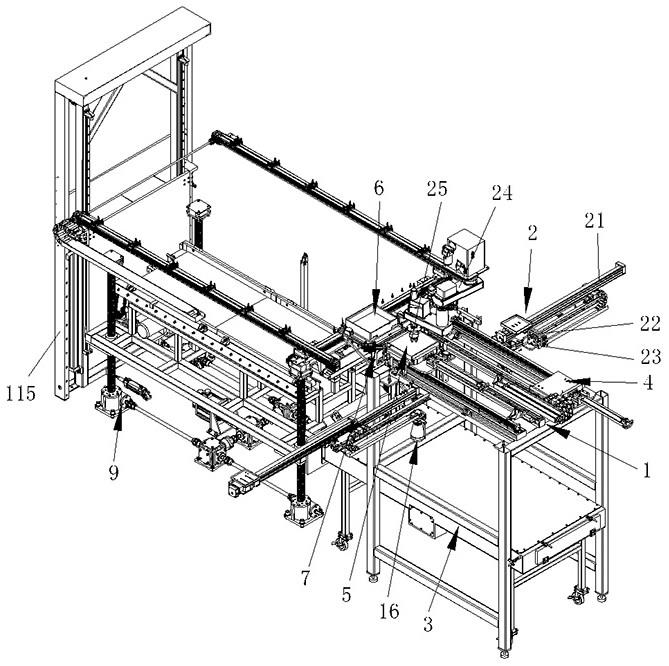
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种码料码垛装置,包括料盒输送机构,料盒输送机构中部一侧设有产品运料翻转机构,料盒输送机构后端设有能够对完成的产品进行码盘的产品码盘机构,料盒输送机构下方设有托盘给料机构;所述料盒输送机构上设有空盘接料工位、产品装料工位以及产品码盘工位,产品运料翻转机构设于产品装料工位外侧,产品装料工位对应设有料盒定位机构,产品码盘工位下方设有料盒升降分区隔离机构,产品码盘机构包括丝杆升降机构,丝杆升降机构上设有码垛输送机构,丝杆升降机构上方对应设有龙门桁架移栽机构,装料码盘时,将空盘推送到空盘接料工位,料盒输送机构将空盘输送至产品装料工位,并通过料盒定位机构定位,再通过产品运料翻转机构输送的产品翻转后安装在空盘内,同时托盘给料机构将托盘送至产品码盘机构上,之后料盒输送机构将装料后的空盘送至码盘工位,通过料盒升降分区隔离机构将装入石墨盒内的产品下降至合适位置,而丝杆升降机构驱动码垛输送机构将托盘给料机构送出的托盘移动到码垛输送机构上,最后龙门桁架移栽机构将料盒升降分区隔离机构上的产品,堆叠放置在托盘内进行升降码垛操作。
3、优选的,所述料盒输送机构包括输送机架,输送机架上端设有两组移动导轨,每组移动导轨上配合设有石墨盒固定座,移动导轨上设有推动石墨盒固定座移动的前后移动气缸,石墨盒固定座后端设有推石墨盒气缸。
4、进一步优选的,所述产品运料翻转机构包括产品运料架,产品运料架设有产品运料气缸,产品运料气缸的输出端连接有产品运料盘,产品运料架通过拖链连接有翻转气缸,翻转气缸输出端连接有翻转板,产品装料工位上方设有多关节机械手,多关节机械手输出端连接有将产品运料翻转机构上产品抓取翻转后,再将产品抓取安装在石墨盒内的机械手快换夹头。
5、进一步优选的,所述料盒升降分区隔离机构包括开设于输送机架后端的升降送料口,升降送料口下方设有连接在输送机架侧面的料盒升降导轨和料盒升降气缸,料盒升降导轨上设有与料盒升降气缸连接的料盒升降分区隔离座。
6、进一步优选的,所述丝杆升降机构包括底座,底座中部设有升降电机,升降电机输出端连接有主传动座,主传动座两端均连接有从动传动座,从动传动座两端均连接有横向传动杆,横向传动杆的输出端啮合连接有竖向丝杆,码垛输送机构连接于竖向丝杆中部。
7、进一步优选的,所述码垛输送机构包括连接于竖向丝杆上的输送线骨架,输送线骨架内设有输送线。
8、进一步优选的,所述龙门桁架移栽机构包括设于竖向丝杆上方的石墨盒抓取机构横向直线模组,石墨盒抓取机构横向直线模组下端配合设有石墨盒抓取机构纵向直线模组,石墨盒抓取机构纵向直线模组下端通过石墨盒抓取升降气缸连接有取盒加盖两用夹取机构,输送线骨架后端连接有出料门,出料门内侧对应设有出料门开合压紧机构。
9、进一步优选的,所述拖链另一端连接有废料收集器,废料收集器上部设有开合收集口。
10、综上所述,本发明的有益效果:装料码盘时,将空盘推送到空盘接料工位,料盒输送机构将空盘输送至产品装料工位,并通过料盒定位机构定位,产品运料翻转机构输送的产品翻转后安装在空盘内,同时托盘给料机构将托盘送至产品码盘机构上,料盒输送机构将装料后的空盘送至码盘工位,通过料盒升降分区隔离机构将装入石墨盒内的产品下降至合适位置,而丝杆升降机构驱动码垛输送机构将托盘给料机构送出的托盘移动到码垛输送机构上,经龙门桁架移栽机构将料盒升降分区隔离机构上的产品,堆叠放置在托盘内进行升降码垛操作,通过料盒输送机构、产品运料翻转机构以及托盘给料机构与产品码盘机构紧密连续的联动配合,并且丝杆升降机构、码垛输送机构、龙门桁架移栽机构和料盒升降分区隔离机构,自动升降配合将装入产品的石墨盒逐层堆叠码垛,使整体码垛操作简单顺畅,从而提高产品码垛的质量和效率。
技术特征:
1.一种码料码垛装置,包括料盒输送机构(1),料盒输送机构(1)中部一侧设有产品运料翻转机构(2),料盒输送机构(1)后端设有能够对完成的产品进行码盘的产品码盘机构,料盒输送机构(1)下方设有托盘给料机构(3);其特征在于:所述料盒输送机构(1)上设有空盘接料工位(4)、产品装料工位(5)以及产品码盘工位(6),产品运料翻转机构(2)设于产品装料工位(5)外侧,产品装料工位(5)对应设有料盒定位机构(7),产品码盘工位(6)下方设有料盒升降分区隔离机构(8),产品码盘机构包括丝杆升降机构(9),丝杆升降机构(9)上设有码垛输送机构(10),丝杆升降机构(9)上方对应设有龙门桁架移栽机构(11),装料码盘时,将空盘推送到空盘接料工位(4),料盒输送机构(1)将空盘输送至产品装料工位(5),并通过料盒定位机构(7)定位,再通过产品运料翻转机构(2)输送的产品翻转后安装在空盘内,同时托盘给料机构(3)将托盘送至产品码盘机构上,之后料盒输送机构(1)将装料后的空盘送至码盘工位,通过料盒升降分区隔离机构(8)将装入石墨盒内的产品下降至合适位置,而丝杆升降机构(9)驱动码垛输送机构(10)将托盘给料机构(3)送出的托盘移动到码垛输送机构(10)上,最后龙门桁架移栽机构(11)将料盒升降分区隔离机构(8)上的产品,堆叠放置在托盘内进行升降码垛操作。
2.根据权利要求1所述的一种码料码垛装置,其特征在于:所述料盒输送机构(1)包括输送机架(12),输送机架(12)上端设有两组移动导轨,每组移动导轨上配合设有石墨盒固定座(13),移动导轨上设有推动石墨盒固定座(13)移动的前后移动气缸(14),石墨盒固定座(13)后端设有推石墨盒气缸(15)。
3.根据权利要求2所述的一种码料码垛装置,其特征在于:所述产品运料翻转机构(2)包括产品运料架,产品运料架设有产品运料气缸(21),产品运料气缸(21)的输出端连接有产品运料盘,产品运料架通过拖链连接有翻转气缸(22),翻转气缸(22)输出端连接有翻转板(23),产品装料工位(5)上方设有多关节机械手(24),多关节机械手(24)输出端连接有将产品运料翻转机构(2)上产品抓取翻转后,再将产品抓取安装在石墨盒内的机械手快换夹头(25)。
4.根据权利要求2所述的一种码料码垛装置,其特征在于:所述料盒升降分区隔离机构(8)包括开设于输送机架(12)后端的升降送料口(81),升降送料口(81)下方设有连接在输送机架(12)侧面的料盒升降导轨(82)和料盒升降气缸(83),料盒升降导轨(82)上设有与料盒升降气缸(83)连接的料盒升降分区隔离座(84)。
5.根据权利要求2所述的一种码料码垛装置,其特征在于:所述丝杆升降机构(9)包括底座,底座中部设有升降电机(91),升降电机(91)输出端连接有主传动座,主传动座两端均连接有从动传动座,从动传动座两端均连接有横向传动杆,横向传动杆的输出端啮合连接有竖向丝杆(92),码垛输送机构(10)连接于竖向丝杆(92)中部。
6.根据权利要求5所述的一种码料码垛装置,其特征在于:所述码垛输送机构(10)包括连接于竖向丝杆(92)上的输送线骨架(101),输送线骨架(101)内设有输送线(102)。
7.根据权利要求5所述的一种码料码垛装置,其特征在于:所述龙门桁架移栽机构(11)包括设于竖向丝杆(92)上方的石墨盒抓取机构横向直线模组(111),石墨盒抓取机构横向直线模组(111)下端配合设有石墨盒抓取机构纵向直线模组(112),石墨盒抓取机构纵向直线模组(112)下端通过石墨盒抓取升降气缸(113)连接有取盒加盖两用夹取机构(114),输送线骨架(101)后端连接有出料门,出料门内侧对应设有出料门开合压紧机构(115)。
8.根据权利要求3所述的一种码料码垛装置,其特征在于:所述拖链另一端连接有废料收集器(16),废料收集器(16)上部设有开合收集口。
技术总结
本发明公开了一种码料码垛装置,包括料盒输送机构、产品运料翻转机构、产品码盘机构、托盘给料机构;料盒输送机构上设有空盘接料工位、产品装料工位以及产品码盘工位,产品装料工位对应设有料盒定位机构,产品码盘工位下方设有料盒升降分区隔离机构,产品码盘机构包括丝杆升降机构,丝杆升降机构上设有码垛输送机构,丝杆升降机构上方对应设有龙门桁架移栽机构;装料码盘时,通过料盒输送机构、产品运料翻转机构以及托盘给料机构与产品码盘机构紧密连续的联动配合,且丝杆升降机构、码垛输送机构、龙门桁架移栽机构和料盒升降分区隔离机构,自动升降配合将装入产品的石墨盒逐层堆叠码垛,使整体码垛操作简单顺畅,从而提高产品码垛的质量和效率。
技术研发人员:王兴杰,周文忠,于开悬,方辉鹤,周年生,廖道洋,王晗权,曹健,忻健峰,朱昊,郑科琦,朱雄鹏,张雷,竺剑力
受保护的技术使用者:百琪达智能科技(宁波)股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!