卧式装箱机的制作方法
本发明涉及自动包装,尤其是卧式装箱机。
背景技术:
1、在现代化生产的工业发展中,纸箱包装已经成了最常用的包装方式,现在市场或工业中应用到自动装箱方式有机械手装箱式、侧向推入装箱式,这些方式占地面积较大,对包装对象有一定条件要求,对于重量较大的物件,真空吸取的方式无法抓取;而机械抓取的方式会要求纸箱与物料之间留有较大空间,这导致包装后的箱体不够紧凑,不利于运输过程中的搬运与保护。
2、原有的包装纸箱是处于折叠的平面状态,因此在使用包装纸箱时,需要先输送然后对包装纸箱进行开箱操作,才能将产品放置在包装纸箱中,现有的包装纸箱的开箱是由工作人员手动操作完成,包装纸箱开箱操作麻烦,操作效率不高,会影响加工效率。
3、同时为了便于商家运输或储存,需要把小包装盒产品装入大包装箱内,小包装盒装箱的工作量也很大。目前将小包装盒装入大包装箱的工作,主要由人工完成,工人劳动强度高,效率低,人力成本高,不利于市场竞争。
4、虽然也有部分企业采用机械的方式进行包装,但是在实际使用时还存在以下问题:
5、小包装位置松散,不利于输送装包。
6、大包装由于未定型,其本身位置也不够固定,另外包装箱的折页也会影响小包装进入,同样影响装包效率和效果。
7、通过上述纸箱的上料、开箱、输送,以及小包装的上料、整理和装盒,同时还有后续的关盒和打包,导致整个生产线冗长,占用较大的面积,不利于实施。
8、为此我们提出卧式装箱机。
技术实现思路
1、本技术人针对上述现有生产技术中的缺点,提供卧式装箱机,能够自动化的实现纸箱输送、开箱、小包装盒理料、装箱、关页和打包一系列操作。
2、本发明所采用的技术方案如下:
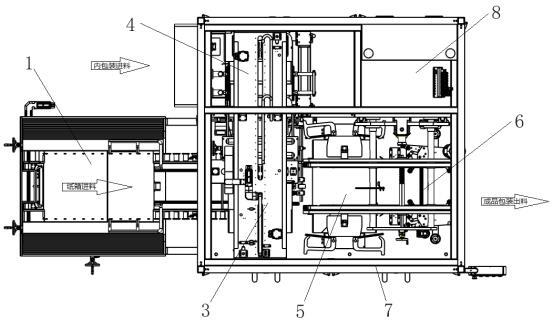
3、包括机架,还包括同时连接在机架上的:
4、上料机构,其与机架搭接,用于储存折叠状态下纸箱,以及向机架内输送的纸箱;
5、开箱机构,其能够升降的位于机架内,且用于接收上料机构输送的纸箱,并对纸箱进行开箱处理;
6、理料机构,其与机架搭接,用于间断接收小包装盒,并能够将多个小包装盒整理成规则的层状结构,并向下一个工序推送;
7、装箱机构,其位于开箱机构上方并控制纸箱开口与理料机构处于同一条直线上,用于撑开纸箱的折页并用于控制小包装盒推送装箱,且在小包装盒装箱后,将纸箱推送至下一工序;
8、关页机构,其包括用于接纳纸箱并输送的输送带,以及连接在输送带上的多个关页结构,用于对纸箱的上下页以及侧页进行封闭,并完成打包工序。
9、其进一步特征在于:
10、所述上料机构包括输送机架,输送机架上设置有两个能够相对移动的传动带,且传动带上设置有推送件,推送件高于传动带用于将位于传动带上的纸箱板推动输送,输送机架上连接有对纸箱板一端进行定位的端部支架,同时在输送机架上还连接有沿纸箱板长度方向设置并能够进行移动调节的 侧部支架,侧部支架和端部支架用于储存纸箱板。
11、两个所述传动带之间通过同一个花键轴连接,且在花键轴的一端连接有上料驱动电机,两个所述传动带之间还连接有调节丝杠,调节丝杠的一侧穿过输送机架并连接有宽度调节手柄,通过宽度调节手柄能够调节两个传动带之间的距离,从而可以适配不同宽度的纸箱。
12、所述侧部支架螺纹套接在长度调节丝杠上,且长度调节丝杠穿过输送机架并连接有长度调节手柄,且通过长度调节手柄的旋转使得长度调节丝杠转动从而带动侧部支架移动,能够根据纸板的长度进行调节,所述侧部支架的底部延伸至传动带的上方。
13、所述开箱机构结构包括能够上下移动的提升平台,以及设置在提升平台上的抓取机构,抓取机构通过吸附的方式将纸箱板的一侧固定住,且通过旋转的方式让纸箱板立起,形成开箱,所述提升平台上连接有起升电机,且起升电机的驱动轴连接有起升齿轮齿条组件中的齿轮,齿条固定在机架上,通过齿轮齿条的啮合实现提升平台的升降,且当提升平台位于最下端时与上料机构的输出端连接,提升平台位于最上端时其与装箱机构对接。
14、所述装箱机构主要包括驱动平台,驱动平台固定在机架上,驱动平台的两端分别连接有沿长度方向移动的前推板以及后推板;且前后推板均通过推杆滑动连接在驱动平台上,同时在驱动平台上通过皮带组件以及对应的前推板电机和推杆电机控制移动;
15、驱动平台位于前后两个推板之间的底壁上滑动连接有移动平台,移动平台同样通过皮带组件和移动平台驱动电机驱动沿驱动平台长度方向进行移动。
16、所述移动平台靠近前推板的一端设置有两个撑杆,撑杆沿垂直于移动平台侧壁的方向移动,且两个撑杆螺纹套接在同一个丝杠上,且随着丝杠的转动相互靠近或远离,撑杆呈“l”形并延伸至纸箱左右的两个折页位置,同时在撑杆靠近左右折页的位置连接有挡板,通过撑杆的靠近或远离能够将纸箱的左右两个折页打开,方便小包装盒装箱;同时在挡板的侧壁上连接有导向板一,通过导向板一的驱动能够将纸箱的上折页打开;同时在机架上还设置有将纸箱下折页打开的导向板二;移动平台上还设置有侧板移动平台,侧板移动平台上连接有沿垂直于移动平台的方向移动的侧板,侧板移动平台上通过驱动设备带动侧板移动,能够将纸箱输送到下一个工序中。
17、所述理料机构包括:
18、进料口,进料口位置连接输送小包装盒的输送带,同时在进料口的上端还连接有控制进料的进料限位气缸,控制进料的节奏;
19、缓存平台,用于缓冲输入的小包装盒;
20、进料推板,其设置在缓存平台远离纸箱的一端并用于将缓存平台上的小包装盒推送到指定位置;
21、活动架,其设置于缓存平台靠近纸箱的一侧,并能够沿小包装装箱方向进行水平移动;
22、接料平台,其连接在活动架靠近纸箱的一侧,且接料平台能够升降并用于接纳进料推板推送的小包装盒。
23、所述输送带的数量为两组并呈上下分布,用于带动纸箱移动,输送带的一侧固定连接有宽度调节机构,且宽度调节机构上连接有宽度调节丝杠组件,通过宽度调节丝杠组件能够调整宽度,适配不同的纸箱型号。
24、所述输送带的两侧均设置有同步驱动组件,同步驱动组件能够控制对纸箱的两侧页同时关页,同步驱动组件包括同步驱动气缸,同步驱动气缸的驱动轴连接有齿轮组件,齿轮组件分左右对称的两个,且每个齿轮组件上均插接有传动轴,且传动轴上同时套接有关侧页板和侧页扣紧支架,侧页扣紧支架呈扁平状分布,并位于纸箱侧壁的中线上,所述输送带的前段设置有四个呈矩阵分布的上下页关页气缸,位于纸箱一侧的两个上下页关页气缸与同步驱动组件处于同一条直线上,方便在关侧页的同时进行上下页的关闭,上下页关页气缸的驱动轴通过卡接件连接有上下页关页板,通过上下页关页气缸的驱动能够带动上下页关页板进行转动,能够对纸箱的两侧的上下页同时折页。
25、本发明的有益效果如下:
26、本发明结构紧凑、合理,操作方便,通过自动输送折叠状态的纸箱,通过对纸箱进行开箱并输送到指定位置,且在指定位置处,对纸箱折页进行撑开,与此同时通过理料机构对接输送进来的小包装盒,且能够将小包装盒进行层叠理料,并推送至纸箱中,在纸箱中装满小包装盒后,再将纸箱推送至关页机构中,关页机构能够将纸箱的折页自动关闭,随后再通过打包机构缠绕好胶带后,完成整个打包工序,整个过程完全自动化,且布局合理,多个机构之间连接紧密,在最小的空间下实现一整套的包装工序,具有很强的实用性。
27、同时,本发明还具备如下优点:
28、(1).通过设置上料机构能够实现根据不同型号的纸箱板进行调节,同时还能实现对最底部的纸箱板进行逐个输送,提高了上料的效率和质量。
29、(2).通过设置开箱机构能够自动化的实现对纸箱板的逐个输送,并且在抓取机构和立盒机构的共同作用下,实现对纸箱板的开箱,而且还能保证开箱质量,同时在起升电机的作用下,实现垂直输送,方便后续进行装箱操作。
30、(3)本实施例中的理料机构其与机架搭接,用于间断接收小包装盒,并能够将多个小包装盒整理成规则的层状结构,并向下一个工序推送;具体的,如图-图所示,理料机构包括用于进料的进料口,在进料口位置连接输送小包装盒的输送带,同时在进料口的上端还连接有控制进料的进料限位气缸,控制进料的节奏。
31、(4).通过采用缓存平台能够对输送进来的小包装盒进行整齐排放,同时通过进料推板将成排的小包装盒一并输送至接料平台上,当第一层装满后,接料平台下降,从而实现多层小包装盒有序排放,再通过理料推板进行集中码齐理料,提高了小包装盒的摆放质量,方便后续进行装箱。
32、(5)本实施例中的装箱机构通过在驱动平台安装沿长度方向移动的前推板以及后推板,通过前推板能够将小包装盒推送装箱,同时通过后推板对小包装盒进行限位以及对纸箱进行定型,同时再通过撑杆、导向板一和导向板二撑开纸箱的折页,方便装箱。
33、(6).本实施例中的关页机构能够在纸箱运行的过程中,同时自动的将纸箱上下左右的几个折页同时关上并进行扣紧,提高了后续打包的效果,同时减少人工操作,具有很强的实用性。
34、(7).本发明各个机构均可以进行尺寸调节,能够针对不同尺寸的纸箱、小包装盒,提高了适用范围。
- 还没有人留言评论。精彩留言会获得点赞!