一种基于AI技术的搅拌摩擦焊接机器人控制方法及系统
本发明涉及ai控制领域,特别涉及一种基于ai技术的搅拌摩擦焊接机器人控制方法及系统。
背景技术:
0、技术背景
1、搅拌摩擦焊接技术是英国焊接所于1991年发明的一种固相连接技术,与传统熔化焊相比具有接头缺陷少、质量高、变形小,以及焊接过程绿色无污染等显著优点,在航空航天、船舶、核工业、交通运输等工业制造领域具有广阔的应用前景。但是现有搅拌焊接机器人在当前控制方式下存在因关节变形而导致焊接轨迹偏移、焊缝压深不均等的问题。
2、因此,本发明提供了一种基于ai技术的搅拌摩擦焊接机器人控制方法及系统。
技术实现思路
1、本发明一种基于ai技术的搅拌摩擦焊接机器人控制方法及系统,利用了ai技术对搅拌摩擦焊接机器人进行控制,在搅拌摩擦焊接过程中实时跟踪焊点,采集搅拌摩擦焊接机器人焊接所形成的焊缝,建立焊缝弥补方案,根据焊缝弥补方案进行二次焊接。
2、本发明提供了一种基于ai技术的搅拌摩擦焊接机器人控制方法,包括:
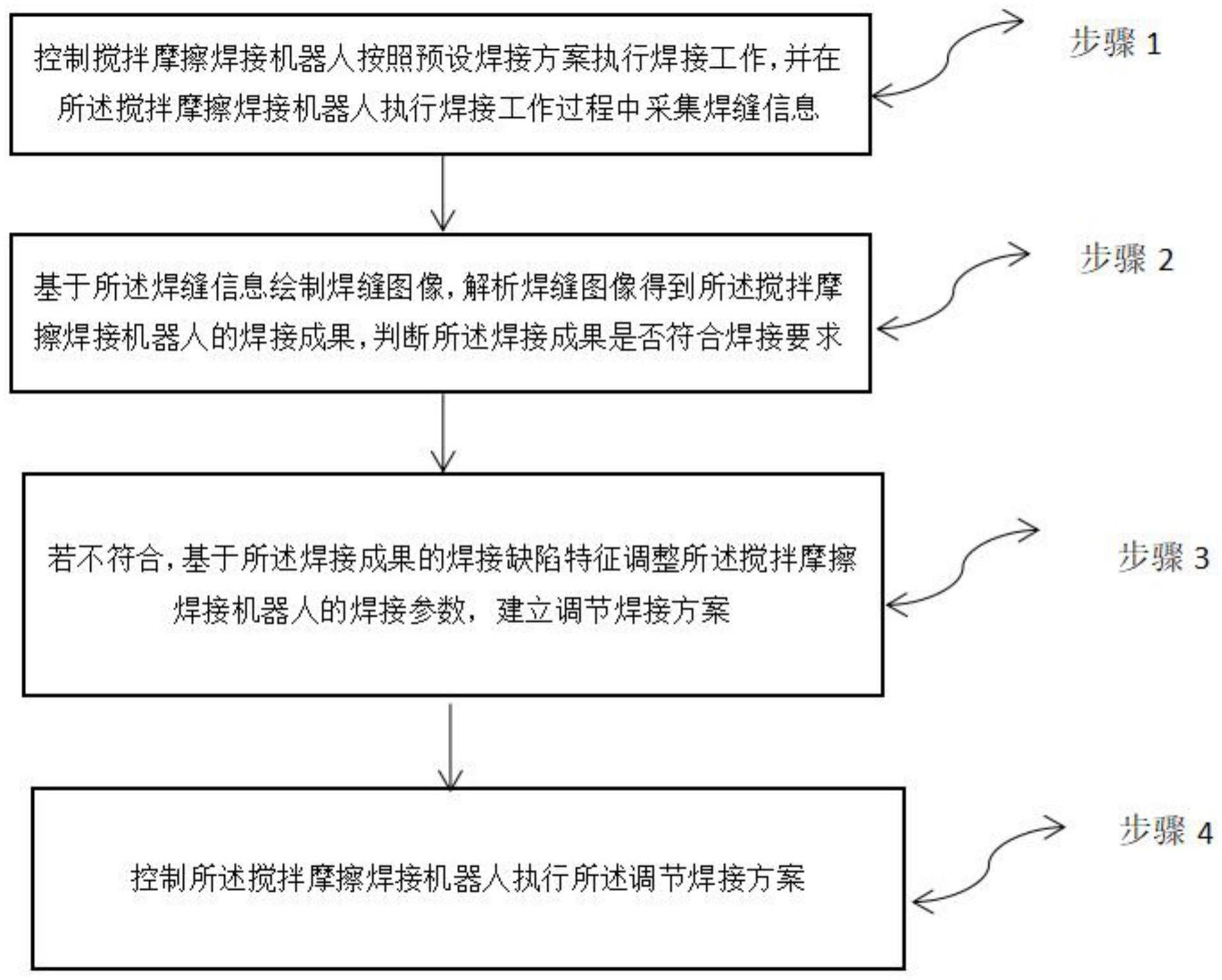
3、步骤1:控制搅拌摩擦焊接机器人按照预设焊接方案执行焊接工作,并在所述搅拌摩擦焊接机器人执行焊接工作过程中采集焊缝信息;
4、步骤2:基于所述焊缝信息绘制焊缝图像,解析所述焊缝图像得到所述搅拌摩擦焊接机器人的焊接成果,判断所述焊接成果是否符合焊接要求;
5、步骤3:若不符合,基于所述焊接成果的焊接缺陷特征调整所述搅拌摩擦焊接机器人的焊接参数,建立调节焊接方案;
6、步骤4:控制所述搅拌摩擦焊接机器人执行所述调节焊接方案。
7、在一种可实施的方式中,
8、所述步骤1,包括:
9、步骤11:获取用户输入的焊接任务,解析所述焊接任务得到待焊接物的焊接要求以及焊接目的;
10、步骤12:基于所述焊接要求以及焊接目的建立预设焊接方案;
11、步骤13:控制对应的搅拌摩擦焊接机器人根据所述预设焊接方案对所述待焊接物进行焊接;
12、步骤14:在所述搅拌摩擦焊接机器人执行焊接工作过程中,跟踪所述搅拌摩擦焊接机器人的焊接过程,采集所述搅拌摩擦焊接机器人在执行焊接工作过程中的焊接信息。
13、在一种可实施的方式中,
14、所述步骤2,包括:
15、步骤21:解析所述焊缝信息得到所述搅拌摩擦焊接机器人的焊接面积,基于所述焊接面积建立对应规格的第一图像绘制域,以及将所述焊缝信息划分为若干个单位子信息,分别获取每一单位子信息对应的焊缝色彩特征;
16、步骤22:将焊缝色彩特征一致的单位子信息视为一类,得到若干个色彩类,分别获取每一色彩类中不同单位子信息之间的位置关系,建立每一色彩类对应的色彩分布框架,并将所述色彩分布框架输入到所述第一图像绘制域中,得到第二图像绘制域;
17、步骤23:将所述单位子信息映射到预设像素坐标系中,得到每一单位子信息对应的像素点,将所述像素点输入到所述第二图像绘制域对应的色彩分布框架中,得到焊缝图像;
18、步骤24:基于焊接要求建立焊接成果样本,解析所述焊缝图像得到所述搅拌摩擦焊接机器人的焊接成果,获取所述焊接成果与所述预设焊接成果样本之间的成果相似度,基于所述成果相似度判断所述焊接成果是否符合所述焊接要求。
19、在一种可实施的方式中,
20、还包括:
21、基于所述焊接要求建立焊接相似度阈值;
22、当所述成果相似度小于所述焊接相似度阈值时,确定所述焊接成果不符合所述焊接要求;
23、当所述成果相似度大于或等于所述焊接相似度阈值时,确定所述焊接成果符合所述焊接要求。
24、在一种可实施的方式中,
25、所述步骤23,包括:
26、步骤231:分别统计每一色彩类中包含的单位子信息的数量,建立每一色彩类的规格特征,分别在每一色彩类中进行单一采样,得到若干个采样单位子信息;
27、步骤232:分别将每一所述采样单位子信息映射到所述预设像素坐标系中,得到每一色彩类对应的像素值,结合对应色彩类的规格特征为对应的色彩类建立对应数量的像素点;
28、步骤233:基于每一像素点对应的色彩类,分别为每一像素点建立匹配子标识,基于每一色彩分布框架对应的色彩类,分别为每一色彩分布框架建立匹配父标识;
29、步骤234:将所述像素点输入到所述第二图像绘制域中进行标识匹配,并获取每一像素点对应的匹配状态,提取匹配状态异常的目标像素点进行重新匹配,得到焊接图像。
30、在一种可实施的方式中,
31、所述步骤3,包括:
32、步骤31:当所述焊接成果不符合焊接要求时,获取焊接成果样本在不同预设维度下的样本数据,根据所述样本数据建立成果筛查模型;
33、步骤32:将所述焊接成果输入到所述成果筛查模型中进行维度筛查,得到所述焊接成果在不同维度下对应的焊接缺陷特征;
34、步骤33:根据所述焊接成果在不同维度下对应的焊接缺陷特征,基于所述焊接缺陷特征的特征值调节所述搅拌摩擦焊接机器人的焊接参数,统计每一焊接参数对应的调节量,建立调节焊接方案。
35、在一种可实施的方式中,
36、所述步骤4,包括:
37、步骤41:将所述焊接缺陷特征标记在所述焊缝图像中,得到所述焊接成果的焊接缺陷点;
38、步骤42:基于所述调节焊接方案控制所述搅拌摩擦焊接机器人对所述焊接缺陷点进行补充焊接;
39、步骤43:基于所述调节焊接方案控制所述搅拌摩擦焊接机器人继续进行焊接工作。
40、本发明提供了一种基于ai技术的搅拌摩擦焊接机器人控制系统,包括:
41、控制采集模块,用于控制搅拌摩擦焊接机器人按照预设焊接方案执行焊接工作,并在所述搅拌摩擦焊接机器人执行焊接工作过程中采集焊缝信息;
42、控制分析模块,用于基于所述焊缝信息绘制焊缝图像,解析所述焊缝图像得到所述搅拌摩擦焊接机器人的焊接成果,判断所述焊接成果是否符合焊接要求;
43、控制调节模块,用于若不符合,基于所述焊接成果的焊接缺陷特征调整所述搅拌摩擦焊接机器人的焊接参数,建立调节焊接方案;
44、控制执行模块,用于控制所述搅拌摩擦焊接机器人执行所述调节焊接方案。
45、在一种可实施的方式中,
46、所述控制分析模块,包括:
47、解析绘制单元,用于解析所述焊缝信息得到所述搅拌摩擦焊接机器人的焊接面积,基于所述焊接面积建立对应规格的第一图像绘制域,以及将所述焊缝信息划分为若干个单位子信息,分别获取每一单位子信息对应的焊缝色彩特征;
48、分析分类单元,用于将焊缝色彩特征一致的单位子信息视为一类,得到若干个色彩类,分别获取每一色彩类中不同单位子信息之间的位置关系,建立每一色彩类对应的色彩分布框架,并将所述色彩分布框架输入到所述第一图像绘制域中,得到第二图像绘制域;
49、分析绘制单元,用于将所述单位子信息映射到预设像素坐标系中,得到每一单位子信息对应的像素点,将所述像素点输入到所述第二图像绘制域对应的色彩分布框架中,得到焊缝图像;
50、分析执行单元,用于基于焊接要求建立焊接成果样本,解析所述焊缝图像得到所述搅拌摩擦焊接机器人的焊接成果,获取所述焊接成果与所述预设焊接成果样本之间的成果相似度,基于所述成果相似度判断所述焊接成果是否符合所述焊接要求。
51、在一种可实施的方式中,
52、所述分析绘制单元,包括:
53、第一绘制子单元,用于分别统计每一色彩类中包含的单位子信息的数量,建立每一色彩类的规格特征,分别在每一色彩类中进行单一采样,得到若干个采样单位子信息;
54、第二绘制子单元,用于分别将每一所述采样单位子信息映射到所述预设像素坐标系中,得到每一色彩类对应的像素值,结合对应色彩类的规格特征为对应的色彩类建立对应数量的像素点;
55、第三绘制子单元,用于基于每一像素点对应的色彩类,分别为每一像素点建立匹配子标识,基于每一色彩分布框架对应的色彩类,分别为每一色彩分布框架建立匹配父标识;
56、第四绘制子单元,用于将所述像素点输入到所述第二图像绘制域中进行标识匹配,并获取每一像素点对应的匹配状态,提取匹配状态异常的目标像素点进行重新匹配,得到焊接图像。
57、本发明可以实现的有益效果为:为了避免搅拌摩擦焊接机器人在工作过沉重给由于关节变形而导致焊接轨迹偏移、焊缝压深不均等问题,利用ai技术控制搅拌摩擦焊接机器人按照预设的焊接方案进行焊接工作,并在其工作过程中采集搅拌摩擦焊接机器人的所焊接的焊缝信息,进而根据焊缝信息建立一副焊缝图像,通过分析焊缝图像来判断搅拌摩擦焊接机器人的焊接成果是否符合焊接要求,进而在其不符合焊接要求时根据其焊接缺陷特征来调节搅拌摩擦焊接机器人的焊接要求,从而建立一个可以弥补缺陷的焊接方案,避免出现焊缝不合格的现象。
58、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和本技术文件中所特别指出的结构来实现和获得。
59、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!