片材上料装置的制作方法
本发明涉及片材上料,尤其涉及一种片材上料装置。
背景技术:
1、现有技术中,手机后盖一般为玻璃片材,在手机后盖的生产过程中,需要对玻璃片材的边缘进行磨削。为了提高工作效率,现有技术中的磨削设备一般采用同时对一摞玻璃片材进行磨削的工作方式,为避免玻璃片材在磨削的过程中发生损坏,现有技术中,对于同时进行磨削的一摞玻璃片材,相邻的两片玻璃片材之间叠置有片状的垫层,垫层由动植物纤维或合成纤维等材料织造制成,从而能够柔性支撑玻璃片材。
2、基于上述,现有技术中的磨削设备一般包括叠料装置,叠料装置用于将柔性垫层与玻璃片材逐层地叠置在一起,而叠料装置的上料作业则具体为向其逐片地供给玻璃片材和柔性垫层,其中,对于由动植物纤维或合成纤维等材料织造制成的柔性垫层而言,为保证柔性垫层在叠置于两片玻璃片材之间后能够与玻璃片材紧密贴合,现有技术中向叠料装置供给的一般为吸水后的柔性垫层,即现有技术中向叠料装置供给的一般为呈湿润状态的柔性垫层。另外,柔性垫层一般为批量来料,具体地,首先向弹夹内叠置一摞呈湿润状态的柔性垫层,然后将弹夹输送至上料工位处,之后再进行柔性垫层的上料作业。对于柔性垫层的上料作业,由于柔性垫层呈湿润状态,因此,弹夹中相邻的两片柔性垫层之间极易产生粘连,为避免在将上层柔性垫层由弹夹内取出时将下层柔性垫层带出,现有技术中通过人工的方式进行柔性垫层的上料作业,具体地,工作人员手动将上层柔性垫层由弹夹内取出,并在取出上层柔性垫层时按住下层柔性垫层,从而分离上层柔性垫层和下层柔性垫层,之后再将取出的柔性垫层放置至叠料装置处。但人工上料费时费力,工作效率低,从而导致手机后盖的生产效率低下。
3、因此,上述问题亟待解决。
技术实现思路
1、本发明的目的在于提供一种片材上料装置,以解决人工上料费时费力,工作效率低,从而导致手机后盖的生产效率低下的问题。
2、为达此目的,本发明采用以下技术方案:
3、片材上料装置,包括:
4、载板,能够载放叠置有一摞片材的弹夹;
5、搬运机构,包括吸盘、第一驱动件和第二驱动件,所述吸盘能够吸取所述弹夹中位于最上方的所述片材,所述第一驱动件能够驱动所述吸盘沿竖直方向移动,所述第二驱动件能够驱动所述吸盘朝向下料工位移动;及
6、第一分料机构,包括喷头,所述喷头能够与所述弹夹中位于最上方的两片所述片材之间的夹缝相对,并能够朝向所述夹缝吹风。
7、作为优选,所述片材上料装置还包括第二分料机构,所述第二分料机构能够抖动吸附于所述吸盘上的所述片材。
8、作为优选,所述搬运机构还包括第一安装板,所述吸盘安装于所述第一安装板上,所述第二分料机构包括:
9、第三驱动件,安装于所述第一安装板上;及
10、推块,安装于所述第三驱动件的活动端,并与所述吸盘设置于所述第一安装板的同一侧,所述第三驱动件能够驱动所述推块沿垂直于所述吸盘的吸附面的方向移动。
11、作为优选,所述搬运机构包括两个以上所述吸盘,部分所述吸盘位于所述推块的一侧,其余所述吸盘位于所述推块的另一侧。
12、作为优选,所述片材上料装置还包括第一顶升机构,所述第一顶升机构能够顶升所述载板。
13、作为优选,所述片材上料装置还包括第二顶升机构,所述第二顶升机构能够顶升所述弹夹中位于最下方的所述片材,并使该片材每次上升的高度等于所述片材的厚度。
14、作为优选,所述片材上料装置还包括光电检测模块,所述光电检测模块被配置为检测所述弹夹中位于最上方的所述片材的位置,以使所述喷头与所述弹夹中位于最上方的两片所述片材之间的夹缝相对。
15、作为优选,所述第一分料机构还包括调位模块,所述调位模块被配置为调整所述喷头的喷口的朝向。
16、作为优选,所述第一分料机构还包括第一安装轴,所述第一安装轴沿竖直方向延伸,所述调位模块包括:
17、第二安装轴和套环,所述第二安装轴沿水平方向延伸,所述套环套设于所述第二安装轴的外周,并通过第一紧固件锁定至所述第二安装轴上,所述第一紧固件可拆卸地安装于所述套环,所述第二安装轴固定连接于安装块,所述安装块套设于所述第一安装轴的外周,并通过第二紧固件锁定至所述第一安装轴上,所述第二紧固件可拆卸地安装于所述安装块上;及
18、连接板,固定连接于所述套环,所述喷头固定连接于所述连接板。
19、作为优选,所述第一分料机构包括两个以上所述喷头,所有所述喷头平齐。
20、本发明的有益效果:本发明中通过喷头吹风的方式实现弹夹内最上方的片材和下方的片材的自动分离,相较于人工上料,本发明中的片材上料装置无需人工参与即可实现上料过程中对片材的分料,从而能够实现片材的自动上料,省时省力,从而具有较高的工作效率,进而能够提高手机后盖的生产效率。
技术特征:
1.片材上料装置,其特征在于,包括:
2.根据权利要求1所述的片材上料装置,其特征在于,所述片材上料装置还包括第二分料机构(240),所述第二分料机构(240)能够抖动吸附于所述吸盘(221)上的所述片材。
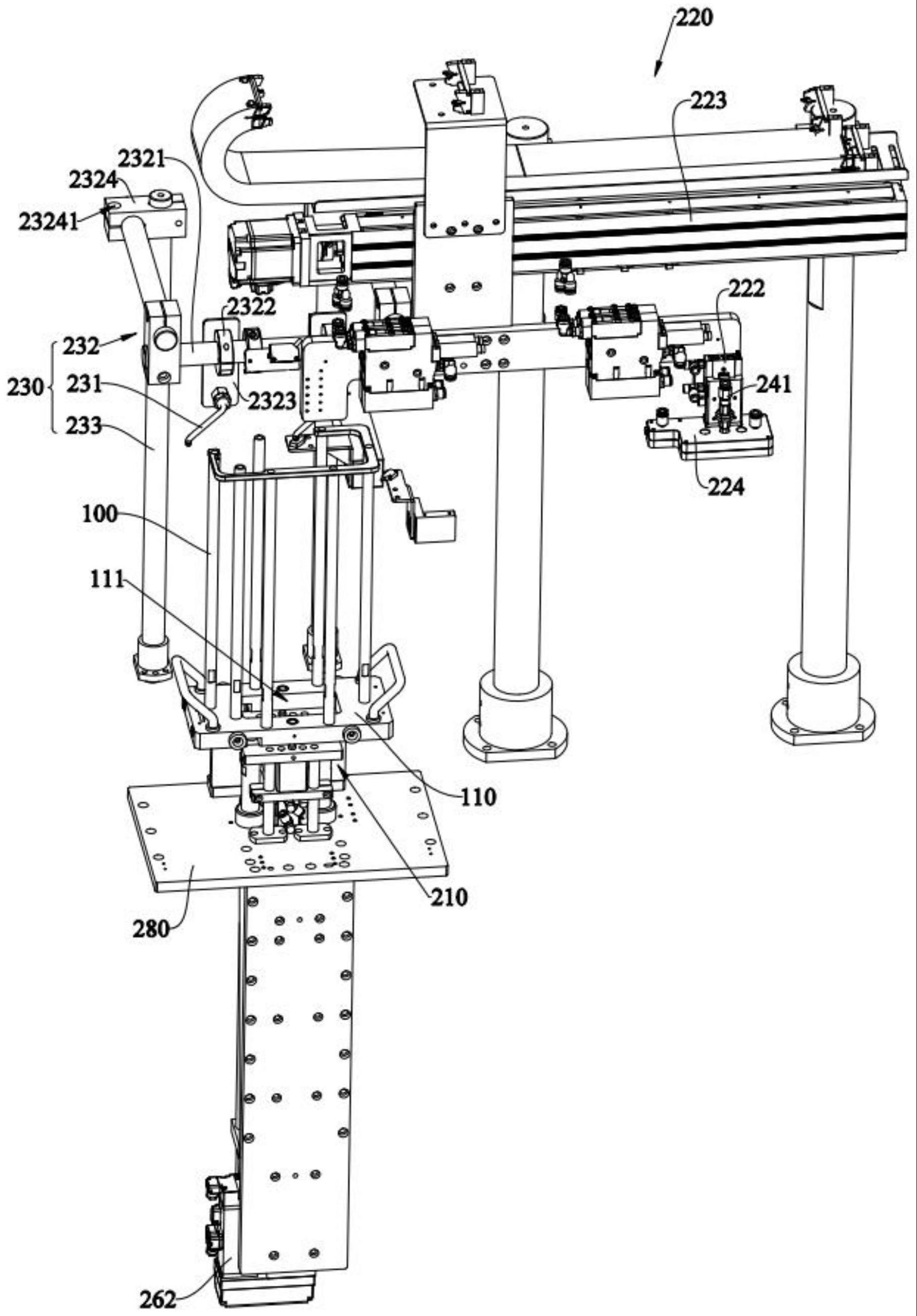
3.根据权利要求2所述的片材上料装置,其特征在于,所述搬运机构(220)还包括第一安装板(224),所述吸盘(221)安装于所述第一安装板(224)上,所述第二分料机构(240)包括:
4.根据权利要求3所述的片材上料装置,其特征在于,所述搬运机构(220)包括两个以上所述吸盘(221),部分所述吸盘(221)位于所述推块(242)的一侧,其余所述吸盘(221)位于所述推块(242)的另一侧。
5.根据权利要求1所述的片材上料装置,其特征在于,所述片材上料装置还包括第一顶升机构(250),所述第一顶升机构(250)能够顶升所述载板(210)。
6.根据权利要求5所述的片材上料装置,其特征在于,所述片材上料装置还包括第二顶升机构(260),所述第二顶升机构(260)能够顶升所述弹夹(100)中位于最下方的所述片材,并使该片材每次上升的高度等于所述片材的厚度。
7.根据权利要求6所述的片材上料装置,其特征在于,所述片材上料装置还包括光电检测模块,所述光电检测模块被配置为检测所述弹夹(100)中位于最上方的所述片材的位置,以使所述喷头(231)与所述弹夹(100)中位于最上方的两片所述片材之间的夹缝相对。
8.根据权利要求6所述的片材上料装置,其特征在于,所述第一分料机构(230)还包括调位模块(232),所述调位模块(232)被配置为调整所述喷头(231)的喷口的朝向。
9.根据权利要求8所述的片材上料装置,其特征在于,所述第一分料机构(230)还包括第一安装轴(233),所述第一安装轴(233)沿竖直方向延伸,所述调位模块(232)包括:
10.根据权利要求1所述的片材上料装置,其特征在于,所述第一分料机构(230)包括两个以上所述喷头(231),所有所述喷头(231)平齐。
技术总结
本发明属于片材上料技术领域,公开了一种片材上料装置,该片材上料装置包括载板、搬运机构及第一分料机构,载板能够载放叠置有一摞片材的弹夹,搬运机构包括吸盘、第一驱动件和第二驱动件,吸盘能够吸取弹夹中位于最上方的片材,第一驱动件能够驱动吸盘沿竖直方向移动,第二驱动件能够驱动吸盘朝向下料工位移动,第一分料机构包括喷头,喷头能够与弹夹中位于最上方的两片片材之间的夹缝相对,并能够朝向夹缝吹风。本发明中通过喷头吹风的方式实现弹夹内最上方的片材和下方的片材的自动分离,无需人工参与即可实现上料过程中对片材的分料,从而能够实现片材的自动上料,省时省力,从而具有较高的工作效率,进而能够提高手机后盖的生产效率。
技术研发人员:陈奇,万发,唐江来,蒋玉斌
受保护的技术使用者:博众精工科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!