一种PVC包覆丝生产设备及其生产工艺的制作方法
本发明涉及包覆丝生产,更具体地说,它涉及一种pvc包覆丝生产设备,还涉及一种一种pvc包覆丝的生产工艺。
背景技术:
1、pvc包覆丝是将pvc材料熔融后,包覆在丝线上,形成内外包覆的结构,其内部为纤维,使得包覆丝具有良好抗拉性能,外部包覆的pvc材料则能够对内部的纤维进行保护,提高包覆纱整体的耐腐蚀、遮光、隔热等性能,使得包覆丝能够长时间适应恶劣环境。
2、包覆纱在生产过程中,待包覆的丝线经过模具,熔融后的pvc材料包覆在丝线外,经过冷却得到包覆丝,而后经过导向、输送、收卷等过程即可完成包覆丝的生产。包覆丝生产对于收卷的要求也具有较高的要求,不仅需要保持收卷的速度一致,还需要将收卷后的包覆丝均匀的卷绕在收卷筒外,在收卷筒外周需要分布均匀,避免在某一区域过量卷绕,或者卷绕过少,稳定地收卷,能够保持包覆丝张力稳定,进而确保包覆丝整体具有良好的一致性。
3、目前的包覆丝在收卷过程中,通过采用往复滑移的导丝环进行导丝,导丝环能够沿着收卷筒的轴向长度范围内往复运动,进而使得丝线能够包覆丝能够均匀卷绕在收卷筒的轴向各个位置。目前,导丝环的驱动通常往复丝杆,进而能够实现导丝环均匀的往复运动。
4、由于不同的收卷筒存在不同尺寸的差异,收卷筒的长度存在一定的差异。导丝环在对包覆丝导向过程中,若行程始终一致,则将导致在驱动较长的收卷筒时,收卷筒两端无法充分收卷包覆丝;而当收卷筒的长度较短时,则将在靠近收卷筒两端的位置行程卷绕过量的稳定,无法行程稳定均匀的收卷要求,不稳定的收卷,也将导致包覆丝的张力存在较大差异,影响包覆丝在长度方向上的均匀性和质量稳定性。目前,常见的方式,是采用多台导丝机构,更具不同尺寸的收卷筒进行更换,或者直接在生产线上安装多台不同往复形成的导丝机构,在生产过程中选择适当的导丝机构进行导丝处理,进而适用不同规格的收卷筒的收卷要求。
5、因此需要提出一种新的方案来解决这个问题。
技术实现思路
1、本发明的目的在于解决上述问题而提供一种pvc包覆丝生产设备,能够提高包覆丝生产的稳定性。
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种pvc包覆丝生产设备,包括收卷机构,所述收卷机构包括收卷轴,收卷轴通过伺服电机系统驱动旋转,用于带动收卷筒旋转,包覆丝卷绕于收卷筒的外周;所述收卷机构朝向包覆丝输入的一侧设置有导丝机构,所述导丝机构包括导丝环,导丝环用于供包覆丝穿过;所述导丝环可沿收卷筒的轴向往复调节,对包覆丝进行导向,将包覆丝卷绕于收卷筒的外周。
3、本发明进一步设置为,所述导丝机构还包括导丝杆和滑动组件,所述滑动组件通过滑座滑动之间,可沿收卷筒的轴向往复滑移,且往复滑移的行程与收卷筒的轴向长度适配;所述导丝环通过导丝杆安装于滑动组件。
4、本发明进一步设置为,所述导丝机构还包括两个联动轮,所述联动轮的截面呈半圆形结构,一侧具有弧度为180°的联动弧面,联动弧面用于与滑动组件相抵,通过联动弧面与滑动组件之间的摩擦带动滑动组件滑移。
5、本发明进一步设置为,上侧的联动轮与滑动组件相抵传动时,下侧的联动轮与滑动组件相互分离,下侧的联动轮与滑动组件相抵传动时,上侧的联动轮与滑动组件相互分离,且上下两侧的联动轮对于滑动组件的传动方向相反。
6、本发明进一步设置为,所述滑动组件呈水平放置的杆状结构,两个联动轮分别设于滑动组件的上下两侧,两个联动轮同步旋转,且两个联动弧面所对应的相位相同。
7、本发明进一步设置为,两个联动轮的轴线位置均安装有转轴,转轴转动连接于机架;所述转轴上安装有传动轮,两个传动轮之间通过传动机构同步驱动。
8、本发明进一步设置为,所述收卷筒可拆卸安装于收卷机构,收卷机构可安装轴向长度存在差异的收卷筒;所述滑动组件的往复滑移行程可调节,以适用收卷筒的轴向长度尺寸;
9、所述收卷轴的端部同轴连接有支撑杆,支撑杆外用于套装收卷筒,所述支撑杆上安装有压盘,并螺纹连接有锁紧块;所述压盘用于阻挡限制收卷筒,锁紧块用于将压盘、收卷筒锁紧固定。
10、本发明进一步设置为,所述联动轮的联动弧面外径,沿着轴向方向逐渐缩小,呈类锥状结构;所述联动轮的外周沿着轴向方向,联动弧面所对应的弧长将逐渐变短;所述滑动组件包括滑块和两个联动块,所述滑块滑动连接于滑座,并位于两个联动轮的中间位置;两个联动块安装于滑块,并分别朝向上下两个联动轮组设置;两个联动块用于与联动块的联动弧面相抵实现传动,所述联动块可沿联动轮轴向调节,并能够与对应位置的联动弧面抵压传动。
11、本发明进一步设置为,两个联动块通过调节机构一和调节机构二连接于滑块,所述调节机构一用于调节联动块相对联动轮的轴向位置,所述调节机构二用于调节联动块相对联动轮的径向位置;
12、本发明进一步设置为,所述调节机构一包括连接块一和连接块二,连接块一固定连接于滑块,连接块二与连接块一滑动连接,在连接块二上开设有用于导向的调节槽,连接块一上固定连接螺杆一,螺杆一穿过调节槽实现滑移导向,并可通过螺母一将连接块一和连接块二锁紧固定;
13、本发明进一步设置为,所述调节机构二包括限位块一和限位块二,所述限位块一固定连接于连接块二,限位块二与限位块一平行设置,并形成有调节间隙,两个联动块均安装于调节间隙内,并可沿调节间隙上下滑动调节;两个联动块分别从调节间隙的上下两侧伸出;
14、所述调节间隙的中间固定连接有支撑块,支撑块与限位块一固定连接,支撑块与联动块之间弹性抵压有弹簧;所述支撑块朝向限位块二的一侧固定连接有螺杆二,限位块二上开设有通孔,螺杆二贯穿限位块二的通孔,并连接有螺母二;所述限位块二在螺母二的锁紧作用下,将两个联动块固定。
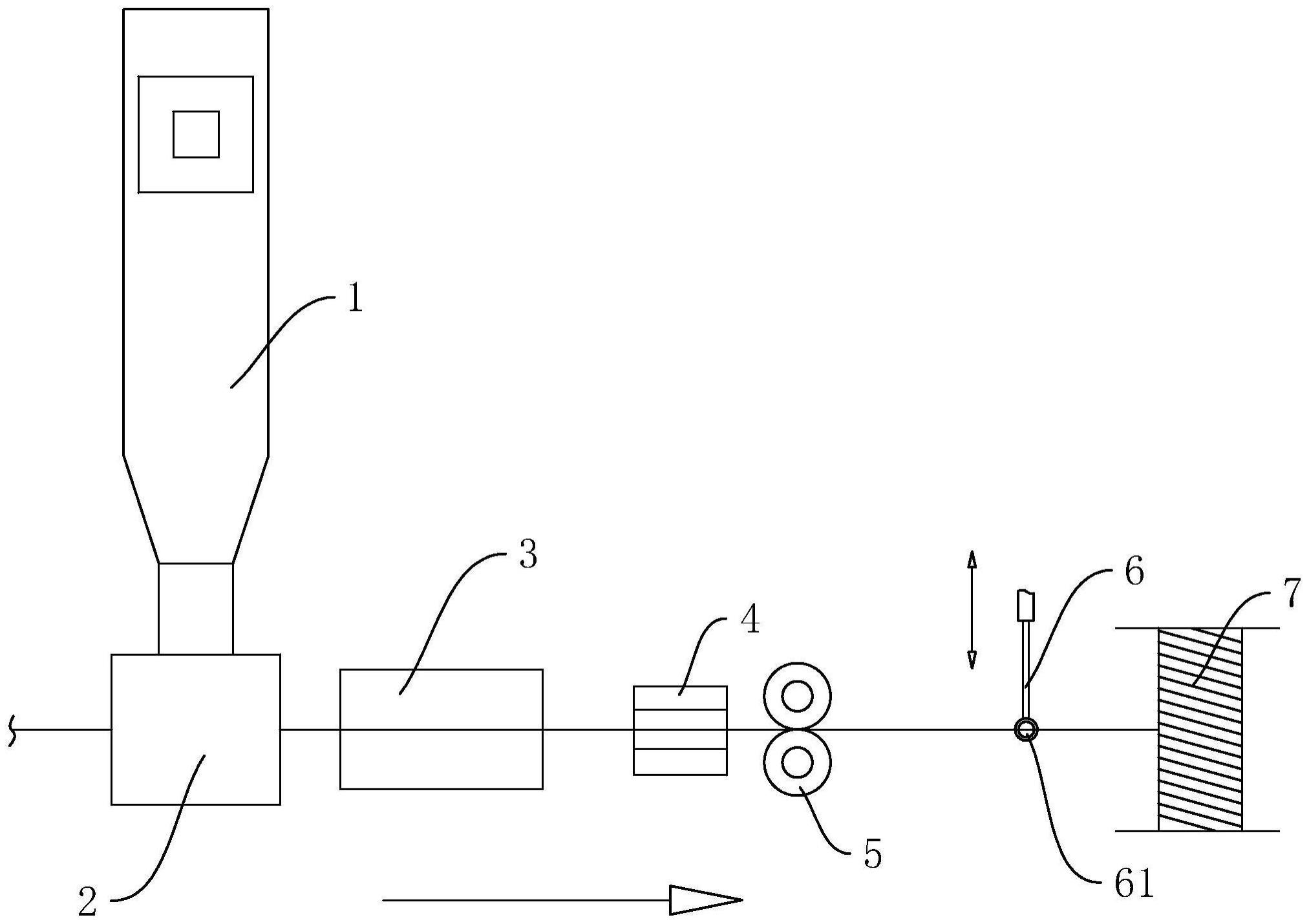
15、本发明进一步设置为,还包括挤出机、冷却机、导向轮组,所述挤出机的输出端安装有模具,模具用于对经过的丝线进行包覆处理,形成包覆丝;所述冷却设备用于对包覆丝冷却定型;所述导向轮组设于冷却机和收卷机构之间,用于对包覆丝进行导向输送;所述冷却机和导向轮组之间安装有速度传感器,速度传感器用于检测包覆丝的输送速度。
16、本发明还提供一种pvc包覆丝的生产工艺,采用如上述的生产设备进行生产。在pvc包覆丝生产过程中,待包覆处理的丝线,首先经过挤出机末端的模具,加热熔融的pvc材料将被包覆与丝线外周,实现包覆处理,形成包覆丝;而后,包覆完成后包覆丝经过冷却设备进行冷却定型,再经过导向轮组的导向,最终通过收卷机构进行收卷。
17、综上所述,本发明具有以下有益效果:
18、通过采用两组联动轮与滑动组件进行相互配合,能够对滑动组件的往复滑移行程设置呈可调节的结构,使其能够适应收卷筒的轴向长度尺寸,进而使得导丝环的行程能够适应不同尺寸的收卷筒的轴向长度。
19、联动轮的联动弧面外径,沿着轴向方向逐渐缩小,呈类锥状结构,两个联动轮的形状一致。联动轮在与滑动组件相对摩擦传动的过程中,两者之间为静摩擦传动,不产生相对打滑,因此单个联动轮对于滑动组件的驱动长度,即为联动轮外周的联动弧面所对应的弧的长度。通过天界滑动组件与联动轮相互抵压的接触位置,选择轴向不同的抵压位置,即可调节联动轮与滑动组件之间的传动行程,进而可对导丝环的往复滑移的行程进行调节。
- 还没有人留言评论。精彩留言会获得点赞!