一种环形导轨自动放铆钉机构的制作方法
本发明属于机械加工领域,具体地说,涉及一种环形导轨自动放铆钉机构。
背景技术:
1、自动放铆钉机构是一种自动化装置,用于在制造或装配过程中自动放置铆钉。该机构通常包括一个供料系统、一个铆钉传输系统和一个放置装置。供料系统通常由一个铆钉储存器和一个铆钉进料装置组成,可以将铆钉自动填充到传输系统中。铆钉传输系统通常由一个传送带和一个或多个铆钉传送机构组成。铆钉被传送到放置装置的位置,以进行下一步操作。放置装置通常由一个机械臂或类似的机构组成,用于将铆钉精准地放置在需要的位置,并施加必要的压力以完成铆接过程。自动放铆钉机构可以提高生产效率,减少人力需求。它可以在生产线上快速而准确地放置铆钉,从而缩短生产周期,提高产品质量和可靠性。
2、现有的自动放铆钉机构在上料和输料方面的自动化程度较低,大多需要人工辅助进行,且放铆钉机构在取铆钉时容易将相邻的铆钉带出或导致其他铆钉易位,使得取钉时的失败率增加。
3、综上,因此本发明提供了一种环形导轨自动放铆钉机构,以解决上述问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种环形导轨自动放铆钉机构,其优点在于,环形导轨可以对待加工工件进行传送,方便配合两放铆钉机构对其进行放置铆钉,而设置的两组送料机构可以为两组铆钉机构持续不断的输送铆钉,且一个送料机构可以实现每次仅输出一个铆钉至拿取部位,防止放铆钉机构拿取铆钉时出现多拿或误碰到其他铆钉的情况,且两放铆钉机构的配合可以分别在待加工工件的两侧种铆钉,工作效率更高,且输送工件、输送铆钉、拿取铆钉、种铆钉均实现了自动操作,自动化程度更高。
2、为实现上述目的,本发明提供了如下技术方案:
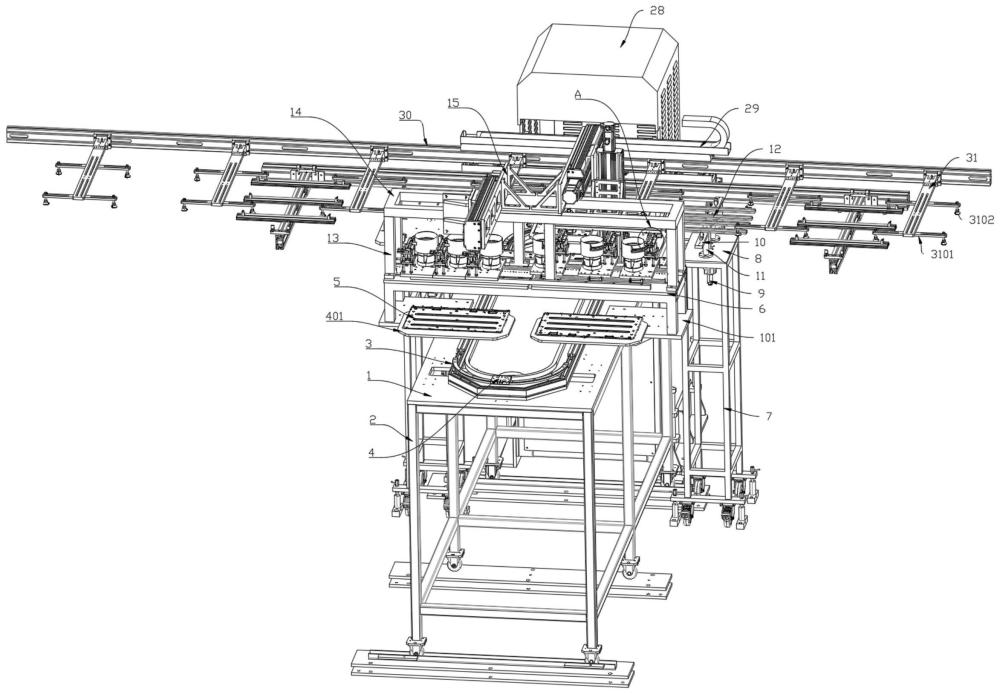
3、一种环形导轨自动放铆钉机构,包括支撑板一、控制箱,支撑板一的上表面安装有环形导轨,环形导轨的上侧滑动配合有电动滑块,电动滑块的上侧安装有载料台,载料台的上侧装设有待加工工件;
4、支撑板一上表面的中部两侧均安装有支撑板二,两支撑板二的上侧固定有支撑架一,支撑架一的上表面安装有多个支撑板三,多个支撑板三的上侧均装设有送料机构,且多个送料机构分为两组;
5、支撑架一的上侧安装有支撑架二,支撑架二的上侧安装有回型支架,回型支架的中部斜对称安装有两支撑架三,两支撑架三的相反侧均安装有侧板,侧板的另一侧固定有横向导轨,横向导轨上滑动配合有纵向导轨,纵向导轨朝向支撑架二的一侧滑动配合有放铆钉机构,且一组送料机构与一放铆钉机构相配合。
6、通过采用上述技术方案,设置环形导轨可以对待加工工件进行传送,方便配合两放铆钉机构对其进行放置铆钉,而设置的两组送料机构可以为两组铆钉机构持续不断的输送铆钉,且一个送料机构可以实现每次仅输出一个铆钉至拿取部位,防止放铆钉机构拿取铆钉时出现多拿或误碰到其他铆钉的情况,且两放铆钉机构的配合可以分别在待加工工件的两侧种铆钉,工作效率更高。
7、本发明进一步设置为:支撑板一的下侧安装有多个支撑腿一,支撑腿一的下侧安装有滚轮。
8、通过采用上述技术方案,滚轮可以方便对装置的位置进行调整。
9、本发明进一步设置为:支撑腿一的端部一侧安装有支撑台一,支撑台一的下侧安装有多个支撑腿二,支撑台一的下表面中部安装有电动推杆,电动推杆的输出端伸出支撑台一上表面且安装有横杆,横杆的上侧等距安装有多个与横杆垂直的连接杆,支撑台一的内部贯穿滑动配合有两个对称的滑杆一,滑杆一的上端与横杆固定。支撑腿一的端部另一侧安装有支撑台二,支撑台二的下侧安装有多个支撑腿三,多个支撑腿三之间的中上部安装有固定板,固定板的上表面中部安装有气缸一,气缸一的输出端贯穿支撑台二且安装有托板,支撑台二的内部贯穿且滑动配合有多个滑杆二,多个滑杆二的上端与托板固定。
10、通过采用上述技术方案,与连接杆、托板处于同一直线的载料台在沿环形导轨转动时,由于三者处于同一水平面,载料台沿逆时针转动时会碰到托板,载料台沿顺时针转动时会碰到连接杆,此时设置的电动推杆和气缸一可以分别带动连接杆和托板上升,使得连接杆、托板与载料台在高度上错开,可以防止载料台与连接杆、托板出现碰撞进而导致故障的发生,使得整个传送流程更加的稳定。
11、本发明进一步设置为:控制箱的一侧安装有固定架,固定架远离控制箱的一侧上部安装有电动滑轨,电动滑轨上滑动配合有多个拿取机构。
12、通过采用上述技术方案,拿取机构用于将待加工工件由托板上放置到载料台上或将载料台上的种铆钉之后的工件拿至连接杆上,进而实现自动化的拿取放置流程。
13、本发明进一步设置为:拿取机构包括滑动配合在电动滑轨的短距滑轨、滑动配合在短距滑轨上的连接臂、固定在连接臂下侧且与连接臂垂直的两横臂、安装在横臂两端的吸盘,多个拿取机构位于支撑台一和支撑台二的上方。
14、通过采用上述技术方案,在短距滑轨的带动下,吸盘可以下降吸附待加工工件,然后在电动滑轨的带动下将待加工工件由托板转移至载料台上,进而实现对待加工工件的拿取工作,工作效果好且操作稳定。
15、本发明进一步设置为:送料机构包括固定在支撑板三上侧的铆钉上料振动盘和支撑架四、固定在支撑架四上侧的输送台、安装在输送台上表面的输送滑道、滑动配合在输送滑道内的铆钉、安装在输送滑道上侧的防脱离板、安装在输送台远离铆钉上料振动盘一侧的气缸二、滑动配合在输送台远离铆钉上料振动盘一端上侧的l型滑块、开设在l型滑块朝向输送滑道一侧的弧形口,输送滑道的进料口与铆钉上料振动盘的出料口连接,气缸二的输出端与l型滑块固定,l型滑块位于输送滑道的出料口一侧。
16、通过采用上述技术方案,铆钉由输送滑道滑入弧形口内时,气缸二可以带动l型滑块移动,使弧形口与输送滑道错开,且由于弧形口每次只能进入一颗铆钉,使得放铆钉机构在拿取铆钉不会出现多拿错拿的情况,降低了装置的失误率,设置的防脱离板可以防止铆钉跳出输送滑道的情况发生,保证了铆钉输送时的稳定性。
17、本发明进一步设置为:放铆钉机构包括滑动配合在纵向导轨朝向支撑架二一侧的三角架、安装在三角架下侧的吊台一、固定在吊台一下侧四角处的四个滑柱、装设在四个滑柱下侧的吊台二、等距固定在吊台二下侧的多个吸附泵、安装在吸附泵输出端的吸嘴、固定在吊台二下侧的多个定位柱,滑柱一端贯穿吊台二且固定有固定块,滑柱周侧与吊台二滑动配合,且滑柱周侧套设有弹簧,弹簧位于吊台一与吊台二之间。吊台二的下侧四角处均安装有软脚垫。
18、通过采用上述技术方案,通过横向导轨和纵向导轨来调节放铆钉机构的位置,使得吸嘴与l型滑块的弧形口对应,然后启动吸附泵即可将铆钉由弧形口内吸出,然后通过调节横向导轨和纵向导轨将铆钉种在环形导轨上的待加工工件上即可快速完成种铆钉操作,其中设置的多个定位柱与待加工工件上的多个定位孔对应,便于更准确的种下铆钉,而软脚垫和弹簧的设置,可以减小种铆钉时对待加工工件的压力,同时软脚垫可以对待加工工件进行固定,防止待加工工件位置发生偏移。
19、综上所述,本发明的有益技术效果为:
20、环形导轨可以对待加工工件进行传送,方便配合两放铆钉机构对其进行放置铆钉,而设置的两组送料机构可以为两组铆钉机构持续不断的输送铆钉,且一个送料机构可以实现每次仅输出一个铆钉至拿取部位,防止放铆钉机构拿取铆钉时出现多拿或误碰到其他铆钉的情况,且两放铆钉机构的配合可以分别在待加工工件的两侧种铆钉,工作效率更高,且输送工件、输送铆钉、拿取铆钉、种铆钉均实现了自动操作,自动化程度更高。
21、下面结合附图对本发明的具体实施方式作进一步详细的描述。
- 还没有人留言评论。精彩留言会获得点赞!