一种自动套袋锁边机的制作方法
本发明涉及自动化设备,具体涉及一种自动套袋锁边机。
背景技术:
1、床垫,是为了保证消费者获得健康和舒适睡眠而使用的一种介于人体和床之间的物品。随着物质文明和技术工艺的不断进步,现代人们使用的床垫种类逐渐趋向多元化,主要有:弹簧床垫、棕榈床垫、乳胶床垫、水床垫、昂首斜面护脊床垫、气床垫、磁床垫等,在这些床垫中,弹簧床垫占较大的比重。
2、床垫在生产完成后需要进行套袋包装,在将床垫套入包装袋内,接着将装入包装带的袋口进行锁边处理,由于目前还尚未有一套完整实现从床垫上料、套袋、锁边和下料的输送线,套袋和锁边通常是分开处理的,导致床垫的包装效率较差。
技术实现思路
1、本发明的目的在于克服现有技术中的缺点与不足,提供一种自动套袋锁边机。
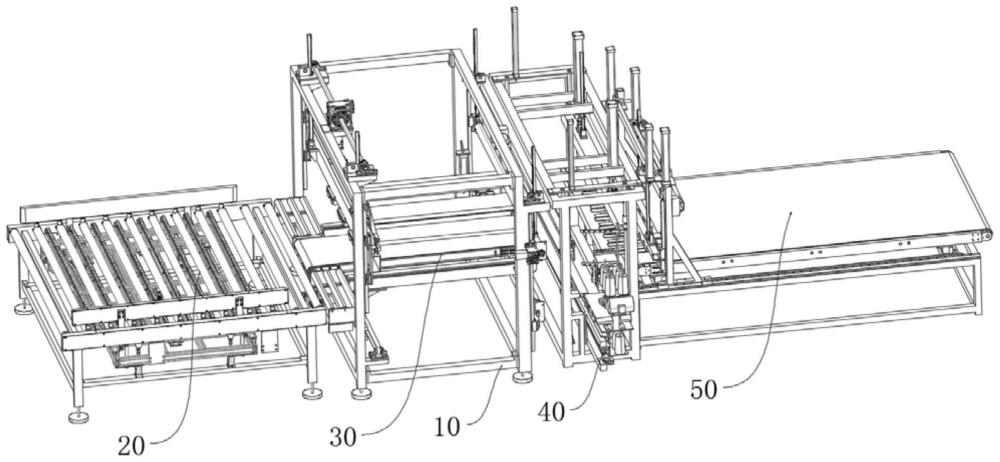
2、本发明的一个实施例提供一种自动套袋锁边机,包括:机架、床垫上料机构、床垫套袋机构、包装锁边机构和床垫下料机构,所述床垫上料机构、所述床垫套袋机构、所述包装锁边机构和所述床垫下料机构依序布置在所述机架上;
3、其中,床垫上料机构用于将床垫输送到袋体的前袋口;
4、所述床垫套袋机构用于支撑袋体,并且将床垫从袋体的前袋口输送进袋体内,然后将床垫连同袋体一同输送到所述包装锁边机构内;
5、所述包装锁边机构用于切割袋体,使得袋体靠近袋体的后袋口的部分被切下后形成包装袋,然后对袋体的新的后袋口以及包装袋的前袋口进行锁边,使得包装袋完成密封,包装袋内包装有床垫;
6、所述床垫下料机构用于在所述床垫套袋机构将床垫连同袋体一同输送到所述包装锁边机构内时夹持袋体和床垫,并配合所述床垫套袋机构将袋体和床垫输送到所述包装锁边机构内,在所述包装锁边机构完成对袋体的新的后袋口以及包装袋的前袋口的锁边操作后,所述床垫下料机构将包装袋搬运至所述床垫下料机构内。
7、相对于现有技术,本发明的自动套袋锁边机能够实现床垫上料、套袋、锁边以及下料的自动化流程,实现床垫的快捷包装,节省了人力物力,对于床垫或者其它类型的垫子均可使用,适用范围广。
8、在一些可选的实施方式中,所述床垫上料机构包括上料输送组件和导向组件;
9、所述上料输送组件设置在所述机架上,所述导向组件包括两个导向件和定位驱动组件,两个所述导向件分别布置在所述上料输送组件的两侧,所述导向件沿所述上料输送组件的输送方向延伸,所述定位驱动组件与所述导向件驱动连接,用于驱动两个所述导向件相互靠近或者相互远离彼此。
10、在一些可选的实施方式中,所述床垫上料机构还包括辅助移动组件;
11、所述上料输送组件包括多个输送辊和动力模组,多个所述输送辊沿所述输送组件的输送方向依序排列布置在所述机架上,所述动力模组与所述输送辊驱动连接;
12、所述辅助移动组件包括多个辅助组件和辅助升降组件,所述辅助组件设置在相邻的所述输送辊之间的空隙,其中,所述辅助组件包括多个辅助滚轮,多个所述辅助滚轮在从其中一所述导向件向另一所述导向件的方向依序排列布置在相邻的所述输送辊之间的空隙,所述辅助升降组件与所述辅助滚轮驱动连接,用于驱动所述辅助滚轮升降。
13、在一些可选的实施方式中,所述床垫套袋机构包括床垫传送组件和袋体支撑组件;
14、所述床垫传送组件设置在所述机架上,用于输送床垫;
15、所述袋体支撑组件包括第一升降架、第一升降组件、上调节轨道、上平移驱动组件、下调节轨道、下平移驱动组件、两个上支撑臂和两个下支撑臂,所述第一升降架通过所述第一升降组件可升降地设置在所述机架上,所述上调节轨道设置在所述第一升降架上,所述下调节轨道设置在所述机架上,两个所述上支撑臂与所述上调节轨道滑动配合,所述上平移驱动组件驱动两个所述上支撑臂相互靠近或者相互远离彼此,两个所述下支撑臂与所述下调节轨道滑动配合,并且布置在所述上支撑臂的下方,所述上支撑臂的末端和所述下支撑臂的末端均沿着所述床垫传送组件的传送方向延伸,所述上支撑臂和所述下支撑臂之间形成有供床垫通过的套袋空间,所述下平移驱动组件驱动两个所述下支撑臂相互靠近或者相互远离彼此;
16、所述床垫传送组件位于所述套袋空间的底部。
17、在一些可选的实施方式中,所述床垫套袋机构还包括压紧组件;
18、所述压紧组件包括第二升降架、第二升降组件、上压紧辊、第三升降架、第三升降组件和下压紧辊,所述第二升降架通过第二升降组件可升降地设置在所述机架上,所述上压紧辊转动设置在所述第二升降架上,并且位于所述上支撑臂的上方,所述第三升降架通过第三升降组件可升降地设置在所述机架上,所述下压紧辊转动设置在所述第三升降架上,并且位于所述下支撑板的下方。
19、在一些可选的实施方式中,所述压紧组件还包括旋转驱动组件,所述旋转驱动组件与所述上压紧辊和/或所述下压紧辊驱动连接,用于驱动所述上压紧辊和所述下压紧辊转动。
20、在一些可选的实施方式中,所述包装锁边机构包括第一固定组件、安装架、横向平移驱动组件、缝纫机、切割组件和第二固定组件;
21、所述第一固定组件包括第一支撑板、第一压板和第四升降组件,所述第一压板通过第四升降组件可升降地设置在所述第一支撑板上方;
22、所述机架上设置有横向导轨,所述安装架与所述横向导轨滑动配合,并且位于所述第一支撑板一侧,所述横向平移驱动组件与所述安装架驱动连接,用于驱动所述安装架沿所述横向导轨移动,所述缝纫机和所述切割组件设置在所述安装架上,所述缝纫机具有若干第一缝针和若干第二缝针,所述第一缝针、所述切割组件和所述第二缝针在靠近所述第一支撑板的方向依序布置;
23、所述第二固定组件包括第二支撑板、第二压板和第五升降组件,所述第二压板通过第五升降组件可升降地设置在所述第二支撑板上方,所述第二支撑板、所述安装架和所述第一支撑板依序布置在所述机架上。
24、在一些可选的实施方式中,所述第一压板上形成有床垫压紧部和袋体压紧部,所述袋体压紧部设置在所述床垫压紧部朝向所述安装架的一侧,并且背离所述床垫压紧部向下延伸。
25、在一些可选的实施方式中,所述床垫下料机构包括下料输送组件、搬运组件和搬运驱动组件;
26、所述下料输送组件设置在所述机架上,所述机架上设置有沿所述下料输送组件的输送方向延伸的搬运导轨,所述搬运组件与所述搬运导轨滑动配合,所述搬运驱动组件与所述搬运组件传动连接,用于驱动所述搬运组件沿所述搬运导轨移动;
27、其中,所述搬运组件包括搬运架、上夹持件、下夹持件以及升降驱动组件,所述搬运架与所述搬运导轨滑动配合,并且与所述搬运驱动组件传动连接,所述上夹持件和所述下夹持件可升降地设置在所述搬运架上,所述上夹持件位于所述下夹持件的上方,并且与所述下夹持件配合夹持床垫,所述升降驱动组件与所述上夹持件和所述下夹持件传动连接,用于分别驱动所述上夹持件和所述下夹持件升降。
28、在一些可选的实施方式中,所述上夹持件包括上夹持座和多个上夹持条,所述上夹持座与所述升降驱动组件连接,多个所述上夹持条沿垂直于所述下料输送组件的输送方向的方向依次布置;
29、所述下夹持件包括下夹持座和多个下夹持条,所述下夹持座与所述升降驱动组件连接,多个所述下夹持条沿垂直于所述下料输送组件的输送方向的方向依次布置。
30、为了能更清晰的理解本发明,以下将结合附图说明阐述本发明的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!