全自动接带器的制作方法
本发明属于载带连接设备,具体地说,尤其涉及一种全自动接带器。
背景技术:
1、现有技术中通过人工手动地将前盘载带的尾端和后盘载带的首端进行连接,具体操作方法为:首先将前盘载带的末端和后盘载带的首端剪齐,然后将其放在带有定位的手动接带器上,手动将耐高温胶带压在载带两端,手动将切刀和冲针下压将胶带沿载带侧边切齐,冲针将载带齿孔处的胶带切除。此工序动作复杂,完成一次操作需要一个操作员一分钟的时间。
2、如授权公告号为cn219408542u的中国实用新型专利公开了一种单排接带器,其增加了用卡盘固定住胶带的功能,增加了在使用过程中胶带的稳定性,但是其存在的缺点是:胶带无法实现断开和移动夹取,且两个连接料带无法自动实现输送以及切断功能,因此,其整体的自动化程度和工作效率较低。
技术实现思路
1、本发明要解决的技术问题是克服现有技术的不足,提供了一种全自动接带器,其节省了人工成本,不需要操作员,只需要几秒钟就可以完成整个操作,节省了100%的人力和80%以上的时间。
2、为了实现上述目的,本发明是采用以下技术方案实现的:
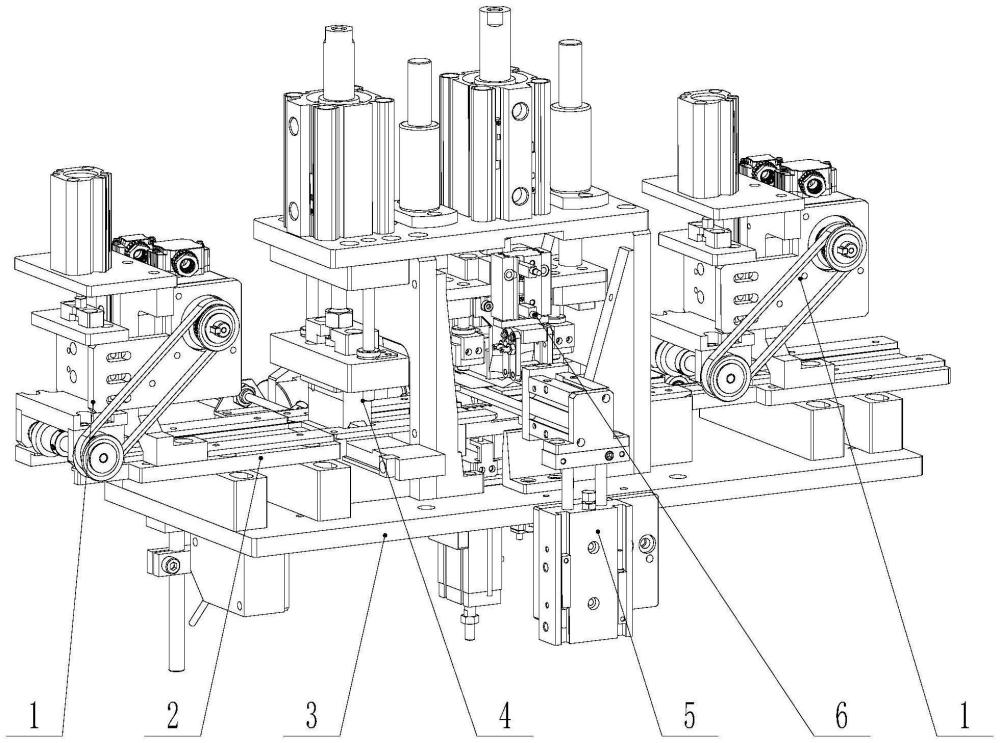
3、一种全自动接带器,包括安装底板,所述安装底板上设置有载带导轨,载带导轨的两端各设置有一处用于驱动前盘载带和后盘载带前后运动的驱动装置、用于将前盘载带的末端和后盘载带的首端切齐的切载带装置,安装底板的侧边设置有用于将胶带拉直于两载带连接处正上方的拉胶带装置,载带导轨的中间设置有用于将拉直的胶带压在两载带连接处正上方并将胶带沿载带侧边切齐的切胶带装置。
4、优选地,所述驱动装置包括安装在载带导轨上的气缸安装板、安装在气缸安装板上的气缸、与气缸安装板连接的电机安装板、安装在电机安装板上的伺服电机、与电机安装板连接的主动轴座和安装在主动轴座上的主动轴,主动轴上设置有主动轮和同步带轮,伺服电机的输出端通过皮带和同步带轮与主动轴传动连接;主动轮的下方还设置有从动轮,从动轮安装在载带导轨上,气缸的活塞杆设置在主动轮的正上方。驱动装置的作用是驱动载带前后运动,气缸的活塞杆下压时带动主动轮下压,主动轮和从动轮将载带压紧,主动轮旋转带动载带前后移动。
5、优选地,所述切载带装置包括与安装底板连接的刀槽气缸安装板和切刀气缸安装板、安装在刀槽气缸安装板上的刀槽气缸、滑动安装在安装底板上的刀槽板和安装在切刀气缸安装板上的切刀气缸,切刀气缸的活塞杆与切刀安装板连接,切刀安装板的底部安装有切刀一,刀槽气缸的活塞杆与刀槽板的一端连接,且刀槽气缸的活塞杆伸出时,刀槽板上的刀槽位于切刀一的正下方。切载带装置用于切齐载带的末端和首端,便于顺利接带,刀槽气缸可推动刀槽板前后移动,切刀气缸带动切刀一上下运动,刀槽气缸活塞杆伸出,刀槽板上的刀槽位于切刀一正下方;刀槽气缸活塞杆收回,刀槽板成为载带导轨的一部分;另外,切刀一具有左右双刃,分别切载带首端和末端。导向轴用于对切刀一起导向作用,保证切割时刀槽位于切刀一的正下方。刀槽板两端部设置的限位块可以保证刀槽气缸的活塞杆伸出带动刀槽板在安装底板内滑动,防止出现偏差。
6、优选地,所述拉胶带装置包括安装在安装底板上的针型气缸、导轮座、固定板和滑块安装座,滑块安装座上通过滑块安装有导轨,针型气缸的活塞杆连接有双杆气缸座,且双杆气缸座的一侧与导轨连接,另一侧安装有双杆气缸,双杆气缸的活塞杆通过夹爪气缸座安装有夹爪气缸;导轮座上安装有上下设置的导轮和压轮;固定板上安装有直流电机,直流电机的输出轴上安装有用于放置胶带卷的胶带固定座。拉胶带装置用于将胶带拉直在两载带相接处正上方,为下一步接带做准备。针型气缸经滑块安装座和双杆气缸座推动双杆气缸前后移动,双杆气缸经夹爪气缸座带动夹爪气缸上下运动。夹爪气缸作夹胶带用;导轮安装在导轮座上,用于粘贴胶带端部,便于夹爪气缸夹取。胶带卷固定在胶带固定座上,胶带固定环起轴向定位作用;直流电机通电时起阻尼作用,以便将胶带拉紧利于切断。
7、优选地,所述切胶带装置包括安装在切刀气缸安装板上的下压机构和安装在安装底板上的载带定位机构,下压机构的下方安装有压废料机构。切胶带装置的作用是将胶带压紧在前盘载带末端和后盘载带前端的上表面以连接两载带,然后将胶带沿载带侧边切齐、冲针将载带齿孔处的胶带切除。
8、优选地,所述下压机构包括安装在切刀气缸安装板上的下压气缸,下压气缸的活塞杆与气缸推板连接,气缸推板的下端安装有冲针和切刀二,冲针的下端设有冲针导块,冲针导块与导块座连接,气缸推板与导块座之间设置有弹簧一。下压气缸带动气缸推板向下运动,当冲针导块将载带压紧在冲针凹模653上后,冲针导块停止下移,气缸推板带动冲针和切刀二继续下移,将胶带切断及切除齿孔处胶带。上导向柱用于对气缸推板起导向作用,下导向柱用于防止弹簧一被压偏。
9、优选地,所述压废料机构包括安装在气缸推板上的压废胶带气缸和安装在安装底板上的废胶带座,压废胶带气缸的活塞杆连接有滚轮座,滚轮座的底部安装有压胶带滚轮。
10、压废料机构将切断的胶带压在废胶带座上,胶带切断后,压废胶带气缸下压带动压胶带滚轮向下运动,两个压胶带滚轮在弹簧二作用下将胶带压紧在废胶带座上。
11、优选地,所述载带定位机构包括顶升气缸,顶升气缸通过顶升气缸座安装在安装底板上,顶升气缸的活塞杆连接有凹模安装板,凹模安装板上安装有定位针座和冲针凹模,定位针座上安装有定位针。载带定位机构对载带带头和带尾起精确定位作用,保证胶带粘贴的精度。同时,冲针凹模起支撑载带的作用,顶升气缸可带动凹模安装板上下运动。
12、优选地,所述滚轮座设置有两处,每处滚轮座的侧边设置有一处弹簧座,两处弹簧座之间设置有弹簧二。
13、与现有技术相比,本发明的有益效果是:
14、1、本发明不需要操作员就能轻松完成,节省了人工成本,彻底解放了人工;
15、2、现有技术中一次接带需要1分钟的时间,本发明只需要几秒钟就可以完成整个操作,节省了80%以上的时间,提高了生产效率,其可以自动将前盘载带的末端和后盘载带的首端自动用耐高温胶带连接起来。
技术特征:
1.一种全自动接带器,包括安装底板(3),其特征在于:所述安装底板(3)上设置有载带导轨(2),载带导轨(2)的两端各设置有一处用于驱动前盘载带(8)和后盘载带(7)前后运动的驱动装置(1)、用于将前盘载带(8)的末端和后盘载带(7)的首端切齐的切载带装置(4),安装底板(3)的侧边设置有用于将胶带(9)拉直于两载带连接处正上方的拉胶带装置(5),载带导轨(2)的中间设置有用于将拉直的胶带(9)压在两载带连接处正上方并将胶带(9)沿载带侧边切齐的切胶带装置(6)。
2.根据权利要求1所述的全自动接带器,其特征在于:所述驱动装置(1)包括安装在载带导轨(2)上的气缸安装板(14)、安装在气缸安装板(14)上的气缸(13)、与气缸安装板(14)连接的电机安装板(19)、安装在电机安装板(19)上的伺服电机(110)、与电机安装板(19)连接的主动轴座(12)和安装在主动轴座(12)上的主动轴(17),主动轴(17)上设置有主动轮(16)和同步带轮(18),伺服电机(110)的输出端通过皮带(11)和同步带轮(18)与主动轴(17)传动连接;主动轮(16)的下方还设置有从动轮(15),从动轮(15)安装在载带导轨(2)上,气缸(13)的活塞杆设置在主动轮(16)的正上方。
3.根据权利要求1或2所述的全自动接带器,其特征在于:所述切载带装置(4)包括与安装底板(3)连接的刀槽气缸安装板(42)和切刀气缸安装板(49)、安装在刀槽气缸安装板(42)上的刀槽气缸(41)、滑动安装在安装底板(3)上的刀槽板(44)和安装在切刀气缸安装板(49)上的切刀气缸(410),切刀气缸(410)的活塞杆与切刀安装板(47)连接,切刀安装板(47)的底部安装有切刀一(46),刀槽气缸(41)的活塞杆与刀槽板(44)的一端连接,且刀槽气缸(41)的活塞杆伸出时,刀槽板(44)上的刀槽(43)位于切刀一(46)的正下方。
4.根据权利要求3所述的全自动接带器,其特征在于:所述拉胶带装置(5)包括安装在安装底板(3)上的针型气缸(515)、导轮座(512)、固定板(57)和滑块安装座(55),滑块安装座(55)上通过滑块安装有导轨(56),针型气缸(515)的活塞杆连接有双杆气缸座(53),且双杆气缸座(53)的一侧与导轨(56)连接,另一侧安装有双杆气缸(51),双杆气缸(51)的活塞杆通过夹爪气缸座(52)安装有夹爪气缸(54);导轮座(512)上安装有上下设置的导轮(513)和压轮(514);固定板(57)上安装有直流电机(58),直流电机(58)的输出轴上安装有用于放置胶带卷(511)的胶带固定座(510)。
5.根据权利要求4所述的全自动接带器,其特征在于:所述切胶带装置(6)包括安装在切刀气缸安装板(49)上的下压机构(61)和安装在安装底板(3)上的载带定位机构(65),下压机构(61)的下方安装有压废料机构(62)。
6.根据权利要求5所述的全自动接带器,其特征在于:所述下压机构(61)包括安装在切刀气缸安装板(49)上的下压气缸(611),下压气缸(611)的活塞杆与气缸推板(613)连接,气缸推板(613)的下端安装有冲针(614)和切刀二(615),冲针(614)的下端设有冲针导块(619),冲针导块(619)与导块座(618)连接,气缸推板(613)与导块座(618)之间设置有弹簧一(616)。
7.根据权利要求6所述的全自动接带器,其特征在于:所述压废料机构(62)包括安装在气缸推板(613)上的压废胶带气缸(621)和安装在安装底板(3)上的废胶带座(625),压废胶带气缸(621)的活塞杆连接有滚轮座(623),滚轮座(623)的底部安装有压胶带滚轮(624)。
8.根据权利要求7所述的全自动接带器,其特征在于:所述载带定位机构(65)包括顶升气缸(656),顶升气缸(656)通过顶升气缸座(655)安装在安装底板(3)上,顶升气缸(656)的活塞杆连接有凹模安装板(654),凹模安装板(654)上安装有定位针座(652)和冲针凹模(653),定位针座(652)上安装有定位针(651)。
9.根据权利要求7所述的全自动接带器,其特征在于:所述滚轮座(623)设置有两处,每处滚轮座(623)的侧边设置有一处弹簧座(626),两处弹簧座(626)之间设置有弹簧二(622)。
技术总结
本发明公开了一种全自动接带器,其属于载带连接设备技术领域。它解决了现有技术中传统手动地将前盘载带的尾端和后盘载带的首端进行连接存在的浪费人工、工作效率低的缺陷。其主体结构包括安装底板,所述安装底板上设置有载带导轨,载带导轨的两端各设置有一处用于驱动前盘载带和后盘载带前后运动的驱动装置、用于将前盘载带的末端和后盘载带的首端切齐的切载带装置,安装底板的侧边设置有用于将胶带拉直于两载带连接处正上方的拉胶带装置,载带导轨的中间设置有用于将拉直的胶带压在两载带连接处正上方并将胶带沿载带侧边切齐的切胶带装置。本发明主要用于将前盘载带的末端和后盘载带的首端自动用耐高温胶带连接起来。
技术研发人员:张海滨,郭艳英,宋世垒
受保护的技术使用者:新恒汇电子股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!