一种电动尾绳收集装置的恒张力控制系统及方法与流程
本发明涉及电力输送尾绳收集领域,尤其涉及一种电动尾绳收集装置的恒张力控制系统及方法。
背景技术:
1、在电力输送行业,需要在立塔和架线施工中使用绞磨机来完成拉绳以提拉重物等任务,然而,尾绳的收集通常依赖人工操作。需要有一个人在绳的起始段给绳子一个推力,使得绳子能够准确有序的缠绕在滚筒上,使得工程得以安全进行。这不仅需要大量人力资源,不能保证收绳质量,还存在潜在的安全风险。在人力成本骤增、安全形势严峻的今天,这种方式显然已经不能满足现代施工企业的需求。2010年,已有企业进行尾绳收绳装置的研发,当时的产品能够实现尾绳收放的基本功能,但未检测收卷张力,在收绳过程中造成尾绳松弛或紧绷,甚至可能绷断尾绳,不具备现场推广使用条件;2017年,江苏耐尔特电力设备科技有限公司公开了一种机动绞磨尾绳自动回收装置,通过压紧装置中压紧轮和导线轮的配合,保证压紧轮与滚筒之间的钢丝绳为拉紧状态,但未实现恒张力收绳,容易造成钢丝绳的损坏、影响钢丝绳的质量;2021年,有公司研制出液压传输的尾绳自动收放机,与机动绞磨通过油管共用油泵,通过切换油路实现自动收绳的功能,但存在器械笨重、不利于装载、依赖绞磨机等问题;2022年,安徽送变电工程有限公司研发的尾绳自动收绳装置,电机采用力矩控制原理,达到在绞磨工作时同步收、放绳的效果,但未考虑惯性力矩和卷径对张力的影响,无法保证线缆收排过程中维持张力的恒定控制,无法保持卷绕层的均匀性,和线缆的质量,收排过程中容易发生意外事件。
技术实现思路
1、为了解决上述问题,本发明的目的在于提供一种电动尾绳收集装置的恒张力控制系统及方法,在无需人工操作的条件下,通过控制收绳卷筒的卷取速度,使卷取速度与放绳端速度的差值保持恒定,以保证线缆收排过程中维持张力的恒定控制,有效地保持卷绕层的均匀性,保证线缆的质量,防止在收排过程中意外事件的发生。
2、为实现上述目的,本发明的提供一种电动尾绳收集装置的恒张力控制系统,包括,
3、卷筒实时卷径计算模块:用于根据实际收绳速度,计算得到卷筒实时卷径;
4、期望速度计算模块:用于根据设定的张力值,通过期望速度计算模块得到恒张力控制所期望的收绳速度和电机转速,将张力控制转换成电动机的转速控制;
5、力矩平衡方程模块:用于计算得到收绳系统的张力矩、惯性力矩和摩擦力矩,得到收绳系统的动力学模型;
6、尾绳收集装置:用于收放尾绳;
7、恒张力控制模块:运用动力学模型,计算出期望的定子频率以及需要补偿惯性力矩的定子频率,利用变压变频的电机转速控制实现尾绳恒张力控制。
8、另外说明的式,本发明还提供采用上述系统的一种电动尾绳收集装置的恒张力控制方法,其特征在于,包括如下步骤:
9、卷筒实时卷径计算:
10、确定放绳端设备、钢丝绳、收卷端卷筒、传动电机的参数;
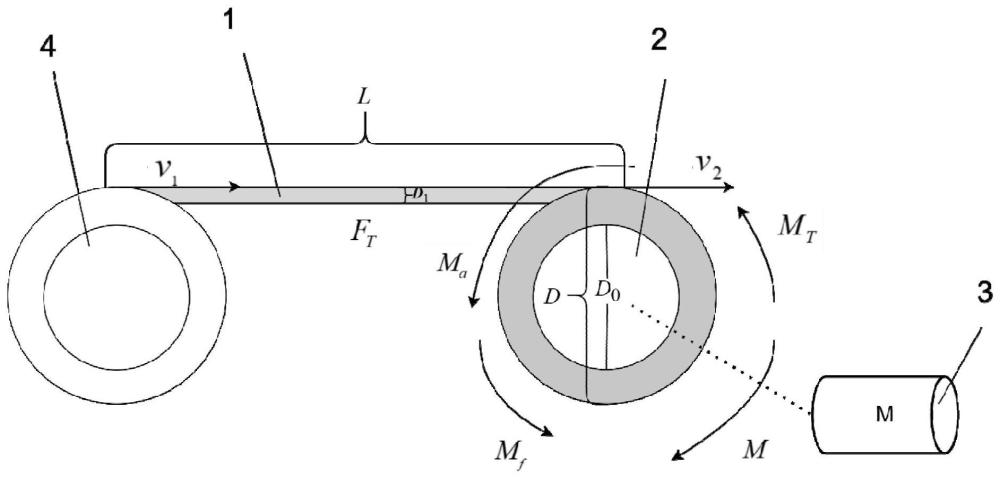
11、根据卷筒的实际收绳速度ν2,结合已知的卷筒本身直径d0、卷筒的宽度b和钢丝绳本身直径d1,计算出卷筒实时卷径d。
12、期望速度计算:
13、通过胡克定律,获得张力ft的静态力学模型,并根据给定的恒张力值要求,结合放绳端速度ν1,计算出期望的卷筒收绳速度
14、根据得到的卷筒实时卷径d,结合得到的卷筒收绳速度计算出卷筒期望角速度
15、根据得到的卷筒期望角速度计算出期望的电机转速n*;
16、建立收绳器系统的动力学模型:
17、根据电机的转速n,计算出卷筒角速度ω2;
18、根据得出的卷筒角速度ω2,结合计算出的卷筒实时直径d,计算出实际收绳速度ν2和收绳器的摩檫力矩mf;
19、根据计算的卷筒实时卷径d,结合计算得到的ft,计算出收绳器的张力矩mt;
20、根据计算得到的卷筒实时卷径d,以及计算得到的卷筒角速度ω2,计算出收绳器的惯性力矩ma;
21、根据计算得到的摩擦力矩mf,计算得到的张力矩mt,以及得到的收绳器的惯性力矩ma,并结合电机的电磁转矩m,得到收绳器系统的动力学模型;
22、尾绳的恒张力控制:
23、采用变压变频的电机转速控制方案实现尾绳恒张力控制;
24、由三相异步电机转速和频率的关系以及电机转速与卷筒卷取角速度的关系,并根据所得的卷筒实时卷径,可计算出期望的定子频率f1*;
25、由三相异步电机机械特性得到的电磁转矩公式并根据所得到的惯性转矩ma,得到动态过程中需要补偿惯性力矩的定子频率δf1。
26、作为本发明的进一步方案,卷径增加为连续的过程,则实时卷径d:
27、
28、其中,d0为卷筒本身直径(m),d1为钢丝绳本身直径(m),b为卷筒宽度(m),v2为收绳速度(m/s)。
29、作为本发明的进一步方案,期望的卷筒收绳速度v2*,具体为:
30、
31、其中,v1为放绳速度(m/s),e为钢丝绳的弹性模量(pa),为给定张力(n)。
32、作为本发明的进一步方案,摩擦力矩mf,具体为:
33、
34、其中,k为摩擦系数。
35、作为本发明的进一步方案,张力力矩ma,具体为:
36、
37、其中ft为张力(n)。
38、作为本发明的进一步方案,惯性力矩ma,具体为:
39、
40、其中,ρ为钢丝绳密度(kg/m3),j0为固定部分转动惯量。
41、作为本发明的进一步方案,电机输出到主轴的转矩为整个收绳器的动力矩;负载力矩分别由钢丝绳张力矩、钢丝绳与卷筒等的摩擦力矩、以及惯性力矩组成,可以得到收绳器系统的动力学模型:
42、m=mt+mf+ma
43、其中,m为电机通过传动系统传递到主轴上的电磁转矩,mt为钢丝绳张力引起的张力矩;ma为加减速引起的惯性力矩,mf为由机械摩擦引起的摩擦力矩。
44、作为本发明的进一步方案,收绳器张力动态模型:
45、
46、其中,ρ为钢丝绳密度(kg/m3),v2为收绳线速度(m/s),d1为钢丝绳本身直径(m),d为实时卷径(m),b为卷筒宽度(m),d0为卷筒本身直径(m),j0为固定部分转动惯量。
47、作为本发明的进一步方案,所述期望的定子频率f1*具体为:
48、
49、其中,p为电机旋转磁场的极对数。
50、与现有技术对比,本发明带来的有益效果为:
51、本发明所述的一种电动尾绳收集装置的恒张力控制方法,能够在不需要人工干预的情况下,确保钢丝绳上的张力保持恒定,并有效解决了钢丝绳收绳系统中的张力波动问题,提高了设备的可控性和稳定性,提供了一种无需人工监测的、高效的尾绳恒张力控制解决方案,具有很高的实用价值。
技术特征:
1.一种电动尾绳收集装置的恒张力控制系统,其特征在于,包括,
2.一种电动尾绳收集装置的恒张力控制方法,其特征在于,包括如下步骤,
3.根据权利要求2所述的恒张力控制方法,其特征在于,卷径增加为连续的过程,则实时卷径d:
4.根据权利要求2所述的恒张力控制方法,其特征在于,期望的卷筒收绳速度具体为:
5.根据权利要求2所述的恒张力控制方法,其特征在于,摩擦力矩mf,具体为:
6.根据权利要求5所述的恒张力控制方法,其特征在于,张力力矩ma,具体为:
7.根据权利要求6所述的恒张力控制方法,其特征在于,惯性力矩ma,具体为:
8.根据权利要求7所述的恒张力控制方法,其特征在于,电机输出到主轴的转矩为整个收绳器的动力矩;负载力矩分别由钢丝绳张力矩、钢丝绳与卷筒等的摩擦力矩、以及惯性力矩组成,可以得到收绳器系统的动力学模型:
9.根据权利要求8所述的恒张力控制方法,其特征在于,收绳器张力动态模型:
10.根据权利要求9所述的恒张力控制方法,其特征在于,所述期望的定子频率f1*具体为:
技术总结
本发明涉及一种电动尾绳收集装置的恒张力控制系统及方法,包括卷筒实时卷径计算、期望速度计算、收绳系统的力矩平衡方程、恒张力控制方法以及动态补偿计算。首先,建立了张力与收放卷速度关系的静态力学模型;再通过卷筒实时直径计算,减少了电机控制时转速突变引起的张力波动;在力矩平衡方程中考虑了电机输出转矩、钢丝绳张力矩、摩擦力矩和惯性力矩等组成部分,建立了动力学模型;最后,将收绳系统的恒张力控制视为速度控制问题,通过控制电机的转速来维持稳定的收绳速度,采用了变压变频的转速控制方法,得到随着收绳进行的定子频率变化,并且,得到补偿惯性力矩需要的定子频率。具有非常高的工程应用价值。
技术研发人员:杨大淼,林学根,刘雨铮,林诚,王文锐,林智侃,黄伟源,郑一圣,张义衍,陈炜
受保护的技术使用者:国网福建省电力有限公司建设分公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!