一种小车生产用车身悬挂输送系统的制作方法
本发明涉及汽车车身自动化上料,尤其是一种小车生产用车身悬挂输送系统。
背景技术:
1、随着科技技术的不断发展,汽车车身在加工的过程中也逐步趋向全自动化生产方向发展,汽车车身通过车身悬挂输送系统在各个工序将进行物料输送,以完成相应工序的加工,车身悬挂输送系统在焊装车间主要是应用在汽车制件分总成的输送,将部件或组件从a点输送至b点的过程,这通常涉及到物流、运输、搬运等环节;
2、车身悬挂输送系统是通过plc编程实现系统的启停、行走、升降等功能的运输系统,车身悬挂输送系统主要由轨道、滑动于轨道用于夹取物料的夹料装置、用于推动夹料装置移动的驱动机构组成,夹料装置包括动力拖车装置、双钢丝绳升降装置、基架;
3、在现有技术中的车身悬挂输送系统中,通过程序预设的运动参数来控制夹料装置从a点移动到b点,实际应用场景中,a点为零部件放置区,b点为组装加工区,而该输送系统的设计属于开环系统,且车身的零部件繁多,或同一零部件存在多种尺寸规格,而夹料装置从取料至到位后没有实时检测反馈的过程,当车身悬挂输送系统多组a点需要配合多组b点时,容易受到外界干扰等因素影响,存在夹料装置所夹取的物料与预设加工工位不匹配的情况,影响焊接机械手的焊接,容易造成错装或无法装配,无法确保或监控零部件的装配情况,其次,夹料装置通过基架对零部件进行吊挂,基架的上夹具、下夹具为固定式装配,无法对不同零部件进行微调以对其进行夹紧,这导致夹料装置在移动的过程中容易出现晃动造成偏位,影响组装加工时机械手的拿取和装配,特别是在夹紧装置移动速度提升的时候,由于惯性的作用,会增大零部件在夹料装置上的移动量,这成为了输送系统难以提速的瓶颈所在;
4、针对上述中的相关技术,发明人认为车身悬挂输送系统存在有难以保证装配准确性缺陷。
技术实现思路
1、为了解决现有技术中车身悬挂输送的开环系统中存在无反馈、定位精度差的问题,本申请提供一种小车生产用车身悬挂输送系统。
2、本发明提供的小车生产用车身悬挂输送系统采用如下的技术方案:
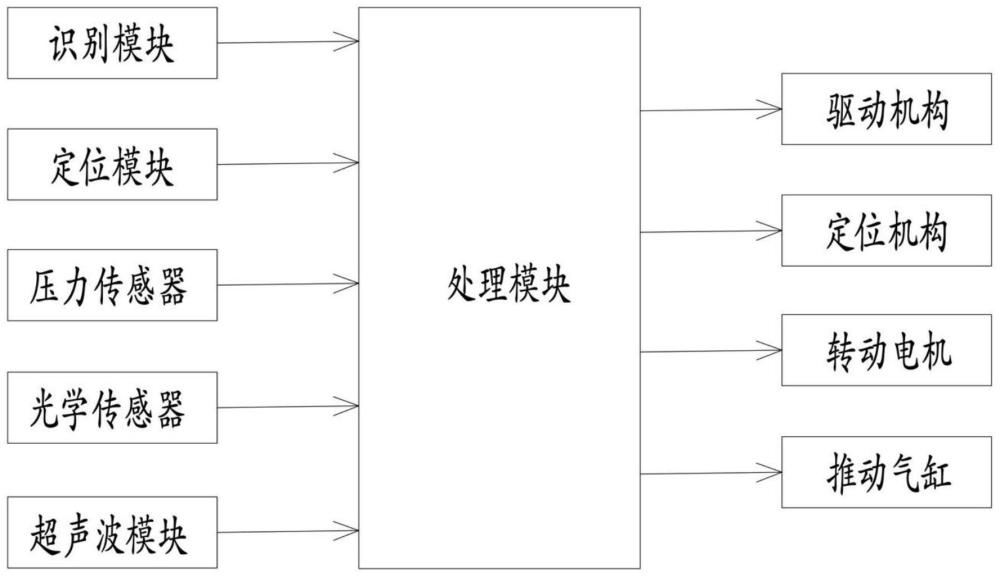
3、一种小车生产用车身悬挂输送系统,包括处理模块以及与所述处理模块电连接的驱动机构、信息载体模块和识别模块,所述信息载体模块用于储存不同工位或不同物料的信息,所述识别模块获取所述信息载体模块的信息后输入所述处理模块进行工位信息与物料信息的比对匹配,当所述信息载体模块与所述处理模块的信息匹配时,所述处理模块输出停止指令给所述驱动机构。
4、优选的,所述识别模块设置有用以识别所述信息载体模块的rfid扫码器,所述rfid扫码器与所述夹料装置相连接,所述信息载体模块包括用于储存物料信息的第一rfid载码体组,所述第一rfid载码体组连接物料框的上方。
5、优选的,所述信息载体模块还包括用于储存加工工位信息的第二rfid载码体组,所述第二rfid载码体组与所述滑轨相连接。
6、优选的,还包括用于所述驱动模块停止时锁止所述夹料装置的定位模块,所述定位模块与所述驱动机构的预定停止位置相对应设置。
7、优选的,所述定位模块包括定位销、定位气缸,所述滑轨设置有定位孔,所述处理模块与所述定位气缸电连接用于控制定位销朝向所述定位孔来回移动。
8、优选的,所述定位销的插入端设置有斜面,所述斜面自所述定位销的侧壁外侧朝向所述定位孔的方向逐渐倾斜收缩设置。
9、优选的,还包括与所述处理模块电连接的调节模块,所述识别模块还包括摄像头,所述摄像头与所述夹料装置的上夹具连接,所述摄像头与所述处理模块电连接用于输入所述摄像头捕捉的物料图像信息,所述处理模块处理该物料图像信息后输出下夹具的位置调节参数给所述调节模块。
10、优选的,所述调节模块包括转动电机,所述下夹具与吊框通过丝杆滑块连接,所述下夹具与所述滑块连接,所述转动电机用于转动所述丝杆。
11、优选的,所述调节模块还包括压力传感器,所述压力传感器与所述下夹具连接,所述压力传感器与所述处理模块电连接用于反馈所述下夹具对物料夹紧状态。
12、优选的,还包括防护罩以及与所述处理模块电连接的光学传感器和推动气缸,所述防护罩与所述推动气缸的输出端连接,所述光学传感器用于输入焊接电弧光检测信号,所述处理模块处理该信号用于输出指令控制所述推动气缸推动所述防护罩朝向所述摄像头来回移动。
13、本发明的有益效果为:
14、1、通过设有信息载体模块和识别模块,实现对车身零部件输送过程中的精确定位和跟踪,通过该闭环系统,解决了传统开环系统定位方式精度低的问题,其次,通过闭环控制的车身悬挂输送系统,更加智能化,将车身悬挂输送系统进行并网实现物料的实时跟进和调度,rfid卡的读取速度很快,提高读取效率,抗环境干扰能力强。
15、2、通过设有定位模块,确保夹料装置在停止时处于预定位置,定位销斜面的设计,定位销更容易插入定位孔,兼容不同方向上的偏差,增强系统的容错性,进一步提高了定位精度,解决了传统车身悬挂输送系统只靠程序进行控制刹停时,存在停止位置与预定位置存偏差的问题,其次,定位销的设计增加夹料装置在停止时的稳定性。由于定位销的存在,夹料装置在停止时不会因为震动或其他干扰而产生大的偏差。
16、3、通过设有调节模块,根据需要进行精确调节夹料装置的下夹具位置,确保在抓取和放置物料时能够实现精确的定位,增加系统的稳定性,提高系统的可靠性,提升夹料装置夹紧车身零部件的稳定性,解决传统夹紧装置无法对不同零部件进行微调以对其进行夹紧,这导致夹料装置在移动的过程中容易出现晃动造成偏位的问题。
技术特征:
1.一种小车生产用车身悬挂输送系统,其特征在于:包括处理模块以及与所述处理模块电连接的驱动机构、信息载体模块和识别模块,所述信息载体模块用于储存不同工位或不同物料的信息,所述识别模块获取所述信息载体模块的信息后输入给所述处理模块进行工位信息与物料信息的比对匹配,当所述信息载体模块与所述处理模块的信息匹配时,所述处理模块输出停止指令给所述驱动机构。
2.根据权利要求1所述的一种小车生产用车身悬挂输送系统,其特征在于:所述识别模块设置有用以识别所述信息载体模块的rfid扫码器,所述rfid扫码器与夹料装置相连接,所述信息载体模块包括用于储存物料信息的第一rfid载码体组,所述第一rfid载码体组连接在物料框的上方,所述第一rfid载码体组包括用于分别储存不同物料信息的若干组rfid载码体一。
3.根据权利要求2所述的一种小车生产用车身悬挂输送系统,其特征在于:所述信息载体模块还包括用于储存加工工位信息的第二rfid载码体组,所述第二rfid载码体组与滑轨相连接,所述第二rfid载码体组包括用于分别储存不同加工工位信息的若干组rfid载码体二。
4.根据权利要求3所述的一种小车生产用车身悬挂输送系统,其特征在于:还包括用于所述驱动模块停止时锁止所述夹料装置的定位模块,所述定位模块与所述驱动机构的预定停止位置相对应设置。
5.根据权利要求4所述的一种小车生产用车身悬挂输送系统,其特征在于:所述定位模块包括定位销、定位气缸,所述滑轨设置有定位孔,所述处理模块与所述定位气缸电连接用于控制定位销朝向所述定位孔来回移动。
6.根据权利要求5所述的一种小车生产用车身悬挂输送系统,其特征在于:所述定位销的插入端设置有斜面,所述斜面自所述定位销的侧壁外侧朝向所述定位孔的方向逐渐倾斜收缩设置。
7.根据权利要求6所述的一种小车生产用车身悬挂输送系统,其特征在于:还包括与所述处理模块电连接的调节模块,所述识别模块还包括摄像头,所述摄像头与所述夹料装置的上夹具连接,所述摄像头与所述处理模块电连接用于输入所述摄像头捕捉的物料图像信息,所述处理模块处理该物料图像信息后输出下夹具的位置调节参数给所述调节模块。
8.根据权利要求7所述的一种小车生产用车身悬挂输送系统,其特征在于:所述调节模块包括转动电机,所述下夹具与吊框通过丝杆滑块连接,所述下夹具与所述滑块连接,所述转动电机用于转动所述丝杆。
9.根据权利要求8所述的一种小车生产用车身悬挂输送系统,其特征在于:所述调节模块还包括压力传感器,所述压力传感器与所述下夹具连接,所述压力传感器与所述处理模块电连接用于反馈所述下夹具对物料夹紧状态。
10.根据权利要求7所述的一种小车生产用车身悬挂输送系统,其特征在于:还包括防护罩以及与所述处理模块电连接的光学传感器和推动气缸,所述防护罩与所述推动气缸的输出端连接,所述光学传感器用于输入焊接电弧光检测信号,所述处理模块处理该信号用于输出指令控制所述推动气缸推动所述防护罩朝向所述摄像头来回移动。
技术总结
本发明涉及汽车车身自动化上料技术领域,更具体地说,它涉及一种小车生产用车身悬挂输送系统,包括处理模块以及与处理模块电连接的驱动机构、信息载体模块和识别模块,信息载体模块用于储存不同工位或不同物料的信息,识别模块获取信息载体模块的信息后输入给所述处理模块进行工位信息与物料信息的比对匹配,当信息载体模块与处理模块的信息匹配时,处理模块输出停止指令给驱动机构,通过闭环控制的车身悬挂输送系统,将车身悬挂输送系统进行并网实现物料的实时跟进和调度,定位模块的设计增加夹料装置在停止时的稳定性,根据需要进行精确调节夹料装置的下夹具位置,提升夹料装置夹紧车身零部件的稳定性。
技术研发人员:王磊,张立松,李旭林,朱加浩,戴凤贵,宋本源,卞东淞
受保护的技术使用者:江苏德恒工业智能科技有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!