一种FPC板插框机的制作方法
本技术涉及自动化设备,尤其涉及一种fpc板插框机。
背景技术:
1、fpc电路板在生产时需要经过多道工序,需要利用插框机将电路基板插入料框中,通过传送插有电路基板的插料框,来实现电路基板在多道生产工序中的切换和转移,以便于对fpc电路板进行加工。
2、现有技术中的插框机灵活度不好,精准性不高,从而降低了fpc电路板插入料框内的插框效率。
3、因此基于上述问题,现有技术有待改进。
技术实现思路
1、本技术的目的是提升插框机的精准性和灵活度,增加fpc板插入料框的效率。
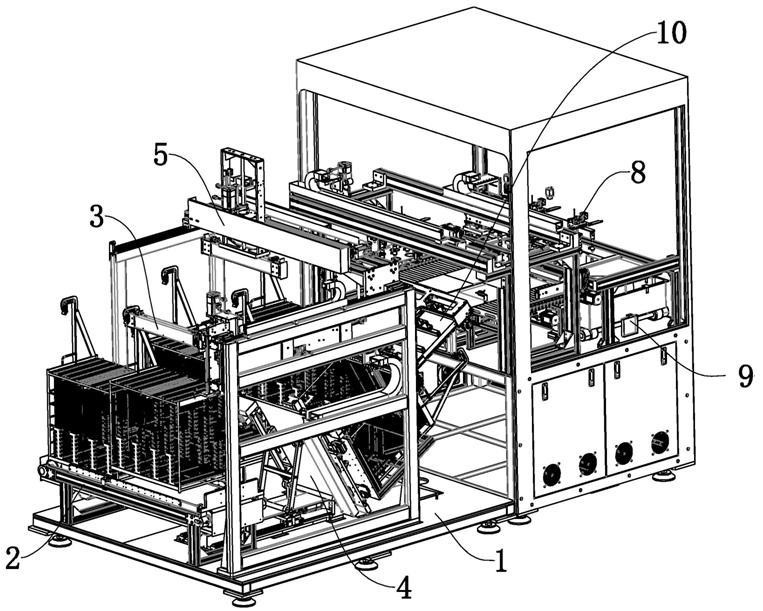
2、本技术的上述技术目的是通过以下技术方案得以实现的:一种fpc板插框机,包括工作台,所述工作台上依次设有料框上料装置、空挂转移装置、料框位置调节装置、满挂转移装置和料框下料装置,通过所述空挂转移装置将所述料框上料装置上的料框转移至所述料框位置调节装置上,通过所述满挂转移装置将所述料框位置调节装置上的料框转移至所述料框下料装置;所述工作台上还设有box上料装置、fpc板分离装置、box下料装置和fpc板承接输送装置,通过所述fpc板分离装置将所述box上料装置输送的box和fpc板进行分离,通过所述fpc板承接输送装置将分离box后的fpc板进行承接并输送至所述料框位置调节装置上的料框。
3、通过采用上述技术方案,通过料框上料装置将空料框进行传送运输至空挂转移装置处,空挂转移装置将空料框进行拾取并转移至料框位置调节装置,通过料框位置调节装置对空料框进行灵活的位置调节,使空料框相对地面倾斜设置,并使空料框的进料口精准对齐fpc板承接输送装置;通过box上料装置将工件box进行转运运输(box上设有工件fpc板),fpc板分离装置将box和fpc板进行分离,并将fpc板转移至fpc板承接输送装置上,通过fpc板承接输送装置对fpc板进行位置调节,使fpc板精准稳定插接进入料框位置调节装置上的料框内,通过插框机的精准性和灵活度,增加fpc板插入料框的效率。
4、可选的,所述空挂转移装置包括安装架,所述安装架上设有水平滑动组件,所述水平滑动组件包括设于所述安装架上的第一滑轨,所述第一滑轨上设有第一滑块,所述第一滑块连接有第一驱动件,通过所述第一驱动件驱动所述第一滑块在所述第一滑轨上滑动;所述第一滑块上设有垂直滑动组件,所述垂直滑动组件包括设于所述第一滑块上的第二滑轨,所述第二滑轨上设有第二滑块,所述第二滑块连接有第二驱动件,通过所述第二驱动件驱动所述第二滑块在所述第二滑轨上滑动,所述第二滑块上设有挂接件。
5、通过采用上述技术方案,通过第一驱动件驱动第一滑块沿第一滑轨滑动,调节挂接件的水平位置,通过第二驱动件驱动第二滑块沿第二滑轨滑动,调节挂接件的垂直高度,使挂接件能卡接料框上的挂钩,对料框进行拾取,通过第一滑块滑动,使挂接件带动料框进行转运至料框位置调节装置上或回复原位对料框进行拾取。
6、可选的,所述料框位置调节装置包括底座,所述底座靠近所述fpc板承接输送装置一侧边和所述工作台转动连接,所述底座和所述工作台之间设有料框倾斜角度调节组件,所述底座上设有料框平移组件,所述料框平移组件上设有料框位置补偿组件,所述料框位置补偿组件上设有限位件,用于固定所述料框。
7、通过采用上述技术方案,通过料框倾斜角度调节组件对其上的料框进行倾斜度调节,当插接fpc板时,料框倾斜设置承接fpc板,减少fpc板在插接时可能产生的损坏的风险,当料框内满料时,通过料框倾斜角度调节组件调节使料框位置回正,便于料框下料装置对料框进行下料;在料框倾斜设置时,通过料框平移组件带动料框平移,使料框内空位对应的进料口能对齐fpc板承接输送装置,料框内满料的进料口避让fpc板承接输送装置,使料框能够充分稳定完成进料收集;通过视觉识别系统判断料框的实际位置,并根据预设的位置通过料框位置补偿组件对料框x和y轴方向进行调节,使料框的实际位置符合预设的位置,使料框精准进料;通过限位件稳定料框设置在料框位置补偿组件,使料框在进行位置调节时,减少料框相对于料框位置调节装置移动的可能性。
8、可选的,所述料框倾斜角度调节组件包括安装座,所述安装座上设有第三滑轨,所述第三滑轨上设有第三滑块,所述第三滑块连接有第三驱动件,通过所述第三驱动件驱动所述第三滑块在所述第三滑轨上滑动,所述第三滑块上设有第一安装件,所述第一安装件套装有第一转轴,所述第一转抽上转动连接有第一支撑件,所述第一支撑件远离所述第三滑块的一端和所述底座转动设置。
9、通过采用上述技术方案,通过第三驱动件驱动第三滑块在第三滑轨上滑动,使第一支撑件支撑底座,通过调节第三滑块在第三滑轨的相对位置,调节第一支撑件和底座之间的夹角,使料框相对于工作台倾斜或平行设置。
10、可选的,所述料框平移组件包括设于所述底座上的第四滑轨,所述第四滑轨上设有第四滑块,所述第四滑块连接有第四驱动件,通过所述第四驱动件驱动所述第四滑块在所述第四滑轨上滑动,所述第四滑块上设有平移板。
11、通过采用上述技术方案,通过第四驱动件驱动第四滑块在第四滑轨上滑动,使料框内空位对应的进料口能对齐fpc板承接输送装置,料框内满料的进料口避让fpc板承接输送装置,使料框能够充分稳定完成进料收集。
12、可选的,所述料框位置补偿组件包括设于所述平移板上的第五滑轨,所述第五滑轨上设有第五滑块,所述第五滑块连接有第五驱动件,通过所述第五驱动件驱动所述第五滑块在所述第五滑轨上滑动,所述第五滑块上设有第六滑轨,所述第六滑轨的设置方向和所述第五滑轨的设置方向相互垂直,所述第六滑轨上设有第六滑块,所述第六滑块连接有第六驱动件,通过所述第六驱动件驱动所述第六滑块在所述第六滑轨上滑动,所述第六滑块上设有所述限位件。
13、通过采用上述技术方案,通过第五驱动件驱动第五滑块在第五滑轨上滑动,调节限位件上料框在x轴方向上的位置,通过第六驱动件驱动第六滑块在第六滑轨上滑动,调节限位件上料框在y轴方向上的位置;通过视觉识别系统判断料框的实际位置,并根据预设的位置通过料框位置补偿组件对料框x和y轴方向进行调节,使料框的实际位置符合预设的位置,使料框精准进料。
14、可选的,所述fpc板分离装置包括顶升组件和fpc板转运组件,所述顶升组件包括气缸,所述气缸上设有顶升杆,通过所述气缸驱动顶升杆相对所述气缸伸缩移动,所述顶升杆远离气缸一端设有顶撑件;所述fpc板转运组件包括支撑架,所述支撑架上设有第七滑轨,所述第七滑轨上设有第七滑块,所述第七滑块连接有第七驱动件,通过所述第七驱动件驱动所述第七滑块在所述第七滑轨上滑动,所述第七滑块上设有第八滑轨,所述第八滑轨上设有第八滑块,所述第八滑块连接有第八驱动件,通过所述第八驱动件驱动所述第八滑块在所述第八滑轨上滑动,所述第八滑块上设有安装板,所述安装板上设有若干个拾取件。
15、通过采用上述技术方案,通过气缸驱动顶升杆穿设box,使顶撑件顶撑fpc板,将fpc板分离boc,第八驱动件驱动第八滑块在第八滑轨上滑动,使安装板上的若干个拾取件向靠近或远离分离的fpc板方向移动,对分离的fpc板进行充分稳定拾取;第七驱动件驱动第七滑块在第七滑轨上滑动,使拾取件向靠近或远离fpc板承接输送装置方向移动,将拾取的fpc板转移至fpc板承接输送装置并回复原位重新拾取分离box的fpc板。
16、可选的,所述fpc板承接输送装置包括设于工作台上的fpc板传送带,在fpc板传送带靠近所述料框位置调节装置一端,所述工作台上转动连接有承接板,所述工作台上设有承接板倾斜角度调节组件,所述承接板上设有设有夹持输送组件,通过所述夹持输送组件夹持或释放承接在所述承接板上的fpc板。
17、通过采用上述技术方案,通过承接板承接fpc板传送带传送的fpc板,夹持输送组件和承接板配合夹持fpc板,等待承接板倾斜角度调节组件对承接板进行调节,使fpc板对齐料框的进料口,当对齐完成后,夹持输送组件释放fpc板,使fpc板沿承接板滑动插接进入料框内。
18、可选的,所述夹持输送组件包括设于所述承接板上的设置架,所述设置架和所述承接板之间形成有穿设间隙,所述设置架上设有若干个夹持件,所述夹持件包括第九驱动件,所述第九驱动件上设有推杆,所述推杆上设有滚轮安装件,所述滚轮安装件上设有固定轴,所述固定轴上设有滚轮,所述滚轮套装所述固定轴,通过所述第九驱动件驱动所述滚轮配合所述承接板夹持或释放所述fpc板。
19、通过采用上述技术方案,fpc板传送带将fpc板传送至穿设间隙内,使承接板稳定承接fpc板,当fpc板完全位于承接板时,第九驱动件驱动推杆使滚轮和承接板夹持fpc板,使承接板倾斜角度调节组件在对承接板调节时,保持fpc板稳定设置在承接板上;当承接板调节完成后,通过第九驱动件驱动推杆,使滚轮远离承接板释放fpc板,fpc板沿承接板的设置方向精准插接进入料框内。
20、可选的,所述承接板倾斜角度调节组件包括设于所述工作台上的第十滑轨,所述第十滑轨上设有第十滑块,所述第十滑块连接有第十驱动件,通过所述第十驱动件驱动所述第十滑块在所述第十滑轨上滑动,所述第十滑块上设有第二安装件,所述第二安装件套装有第二转轴,所述第二转抽上转动连接有第二支撑件,所述第二支撑件远离所述第十滑块的一端和所述承接板转动设置。
21、通过采用上述技术方案,通过第十驱动件驱动第十滑块在第十滑轨上滑动,使第二支撑件支撑承接板,通过调节第十滑块在第十滑轨的相对位置,调节第二支撑件和承接板之间的夹角,使承接板相对于工作台倾斜或平行设置。
22、综上所述,本技术至少包含以下一点有益效果:
23、1.通过料框上料装置将空料框进行传送运输至空挂转移装置处,空挂转移装置将空料框进行拾取并转移至料框位置调节装置,通过料框位置调节装置对空料框进行灵活的位置调节,使空料框相对地面倾斜设置,并使空料框的进料口精准对齐fpc板承接输送装置;通过box上料装置将工件box进行转运运输(box上设有工件fpc板),fpc板分离装置将box和fpc板进行分离,并将fpc板转移至fpc板承接输送装置上,通过fpc板承接输送装置对fpc板进行位置调节,使fpc板精准稳定插接进入料框位置调节装置上的料框内,通过插框机的精准性和灵活度,增加fpc板插入料框的效率。
24、2.通过第五驱动件驱动第五滑块在第五滑轨上滑动,调节限位件上料框在x轴方向上的位置,通过第六驱动件驱动第六滑块在第六滑轨上滑动,调节限位件上料框在y轴方向上的位置;通过视觉识别系统判断料框的实际位置,并根据预设的位置通过料框位置补偿组件对料框x和y轴方向进行调节,使料框的实际位置符合预设的位置,使料框精准进料。
25、3.通过承接板承接fpc板传送带传送的fpc板,夹持输送组件和承接板配合夹持fpc板,等待承接板倾斜角度调节组件对承接板进行调节,使fpc板对齐料框的进料口,当对齐完成后,夹持输送组件释放fpc板,使fpc板沿承接板滑动插接进入料框内。
- 还没有人留言评论。精彩留言会获得点赞!