一种蜂窝芯的输送机构的制作方法
本技术涉及的是一种蜂窝芯加工设备的改进发明,特别涉及的是一种蜂窝芯的输送机构。
背景技术:
1、因蜂窝芯与蜂窝板的加工的速度存在差异,二者采用分开加工,蜂窝芯加工设备加工的蜂窝纸芯进行统一收集、堆叠、存放,在加工蜂窝纸板时,将堆叠的蜂窝芯拉开呈蜂窝状后再与面纸复合形成蜂窝板。因加工原因,蜂窝芯局部会有破损、断开的问题,这些问题在拉伸过程中会发现,那么蜂窝板生产线就需要停机或降速对这些情况进行处理,并且,蜂窝芯用完后,也要停机或降速进行更换,将新的纸芯与之前的纸芯尾部连接处理。蜂窝纸板生产线经常性的降速或停机处理都会大大降低蜂窝纸板的生产效率,增加生产成本;而且,即使降速、停机处理,在高速生产过程中仍会出现纸芯供给不足,纸板因缺芯增加废品率。
2、为解决上述问题,申请人向国知局申请了《一种具有储料功能的纸芯拉开机构》实用新型专利,该专利公开号为cn216548871u,纸芯在料台上有两种状态,分为纸芯拉开和纸芯堆实,利用第二输送带与第一输送带的速差,使拉开的纸芯堆实,形成储料;当纸芯需要接料或者发现纸芯破损、断裂时,储料部分为修复工作及接料工作提供足够的时间,并且在二次拉开前完成修复作业,这样就不需要停机或降速处理。并且在料台的进料端设置毛刷辊,在毛刷辊的上方设置第二压条,采用毛刷辊对纸芯初步拉开,第二压条则避免纸芯在进料时出现跳动。
3、在生产中我们发现毛刷辊与第二压条配合送料的不可控因素多,导致送料不稳定,毛刷辊的转动速度要根据纸芯堆叠的高度以及第一输送带输送的速度进行调节,若纸芯堆叠的高度较高,纸芯与毛刷辊的落差较小,毛刷辊的线速度快于第一输送带,纸芯会在第一输送带上实现堆实,并且随着毛刷辊的持续送料,会出现纸芯堵塞的问题,此时要降低毛刷辊的转速;若纸芯堆叠的高度变低,堆叠处与毛刷辊的落差较大,毛刷辊在送料时容易出现打滑,使得第一输送带部分的纸芯处于松弛状态,仅第二输送带部分的纸芯堆实,纸芯储料量与输送行程不成正比,并且采用两条输送带的设备成本较高,输送的行程长,但是实际的纸芯储料量并不多。
技术实现思路
1、鉴于背景技术中存在的技术问题,本实用新型所解决的技术问题旨在提供一种设备成本低且储料量充足的蜂窝芯的输送机构。
2、为解决上述技术问题,本实用新型采用如下的技术方案:该种蜂窝芯的输送机构,其包括有
3、蜂窝芯输送储料部件,其包括有
4、送料组件,其包括有上毛刷辊和下毛刷辊,
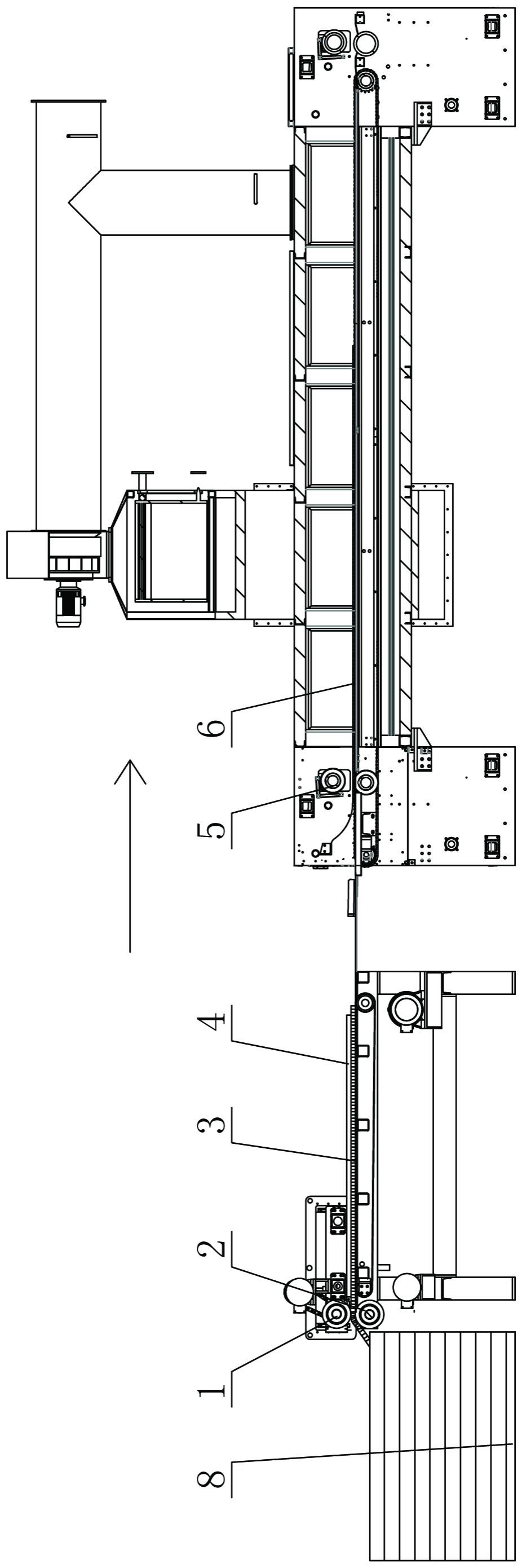
5、和储料组件,其包括有输送带及设置在输送带上方的限位件,所述限位件与输送带之间具有输送通道,所述上毛刷辊和下毛刷辊的线速度比输送带的线速度快;和蜂窝芯拉开部件,其包括有牵引件,所述牵引件的牵引速度比输送带的输送速度快;
6、沿蜂窝芯的输送路径,所述下毛刷辊、输送带及牵引件依次设置,且所述上毛刷辊和下毛刷辊与输送带的进料端衔接。
7、本实用新型采用上、下毛刷辊进行送料,增加毛刷辊与蜂窝芯的摩擦力,这样在送料时消除蜂窝芯的重量对送料的影响,利用上、下毛刷辊与输送带的速差使蜂窝芯在输送带上储料,并且在输送带的进料端就能形成堆实、储料,实现输送带最大限度的纸芯储料量,当输送带上的蜂窝芯完全堆实后,输送带上的蜂窝芯在前方挡住后方的来料,此时上毛刷辊和下毛刷辊均相对蜂窝芯处于自动打滑状态,因而不会造成蜂窝芯的堵塞,也无需人工调整上、下毛刷辊的转速,实用性强。本实用新型相对于背景技术省却了一条输送带,结构更简易,设备成本更低,而且进一步的缩短输送长度。
8、作为优选,所述蜂窝芯拉开部件还包括有阻尼件,所述阻尼件设置在输送带尾段的上方。阻尼件压在输送带尾段的蜂窝芯上,起到阻尼的作用,牵引件在前牵引蜂窝芯,使得蜂窝芯被拉伸形成蜂窝孔。
9、作为优选,所述输送通道的高度与物料的高度匹配。防止蜂窝芯在输送通道内拱起,避免输送通道堵塞的问题发生。
10、作为优选,所述上毛刷辊和下毛刷辊均为主动辊。动力足,消除蜂窝芯的重量对上、下毛刷辊送料的影响,使得上、下毛刷辊的送料更稳定。
技术特征:
1.一种蜂窝芯的输送机构,其包括有
2.根据权利要求1所述的蜂窝芯的输送机构,其特征在于:所述蜂窝芯拉开部件还包括有阻尼件,所述阻尼件设置在输送带尾段的上方。
3.根据权利要求1所述的蜂窝芯的输送机构,其特征在于:所述输送通道的高度与物料的高度匹配。
4.根据权利要求1所述的蜂窝芯的输送机构,其特征在于:所述上毛刷辊和下毛刷辊均为主动辊。
技术总结
本技术公开了一种蜂窝芯的输送机构包括有蜂窝芯输送储料部件,蜂窝芯输送储料部包括有送料组件和储料组件,送料组件包括有上毛刷辊和下毛刷辊,储料组件包括有输送带及设置在输送带上方的限位件,所述限位件与输送带之间具有输送通道,所述上毛刷辊和下毛刷辊的线速度比输送带的线速度快;和蜂窝芯拉开部件,其包括有牵引件,所述牵引件的牵引速度比输送带的输送速度快;沿蜂窝芯的输送路径,所述下毛刷辊、输送带及牵引件依次设置,且所述上毛刷辊和下毛刷辊与输送带的进料端衔接。利用上、下毛刷辊与输送带的速差使蜂窝芯在输送带上储料,并且在输送带的进料端就能形成堆实、储料,实现输送带最大限度的纸芯储料量。
技术研发人员:应树丰,应海全,王文中
受保护的技术使用者:启东市美迅机械有限公司
技术研发日:20230310
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!