模切复卷机用模切收卷驱动机构的制作方法
本技术涉及一种模切机领域,特别涉及模切复卷机用模切收卷驱动机构。
背景技术:
1、模切机主要用于相应的一些非金属材料、纸质材料、不干胶、eva、双面胶、电子、手机胶垫等的模切(全断、半断),其利用模切模组,通过压印版施加一定的压力,将印品或纸板轧切成一定形状,再经过收卷或折叠成新的产品。
2、申请号为cn201921164633.0的中国实用新型专利公开了一种用于加工蜂窝状牛皮包装卷纸的滚花设备,包括机架、放料辊、两个上料气缸、纠偏装置、主电机、减速轮、支撑辊、模切辊、收料系统和数控装置;机架在放料端外侧活动设置有放料辊,放料辊滚轴两端下方各设置有一个l型放料钩,其内端部与上料气缸连接,机架顶部设有纠偏装置;机架设有主电机,减速轮分别通过传动皮带与主电机及支撑辊传动连接;支撑辊上方设有模切辊,在模切辊的辊面上沿轴向延伸固设有多排间隔设置的模切刀片,且相邻排上的模切刀片呈错开设置,模切刀片的刀刃沿模切辊径向倾斜分布;机架尾部设有数控装置和收料系统。本设备能够一次性加工成型蜂窝状牛皮纸,使包装材料兼具缓冲性能和环保要求。
3、该技术方案中,牛皮卷纸被抬起在进料端悬空,在放料辊2上放料展开,然后进入纠偏装置4进行纠偏,接着穿过模切辊8和支撑辊7,最后再进入收卷系统9,模切时调整模切辊压紧调整机构12,使模切辊8向下压紧,然后在数控装置10设置可设定速度及模切长度,开动设备时主电机5带动模切辊8的转动来,并将经过模切辊8与支撑辊7之间的牛皮纸滚花模切,最后切好的牛皮纸进入收卷系统完成成品的收卷,但是其模切辊与收卷系统之间分别采用独立的驱动源,导致其成本高且模切与收卷之间不同步工作,使的收卷过程中容易出现模切辊或是收卷系统其中一个突然加减速,导致料卷出现卷曲起皱或变形的现象,同时由于料卷在收卷系统中是不断的变厚变重,若是没有精准的控制其收卷时的拉力,料卷容易出现形变过度或被拉断的问题。
技术实现思路
1、本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种模切复卷机用模切收卷驱动机构。
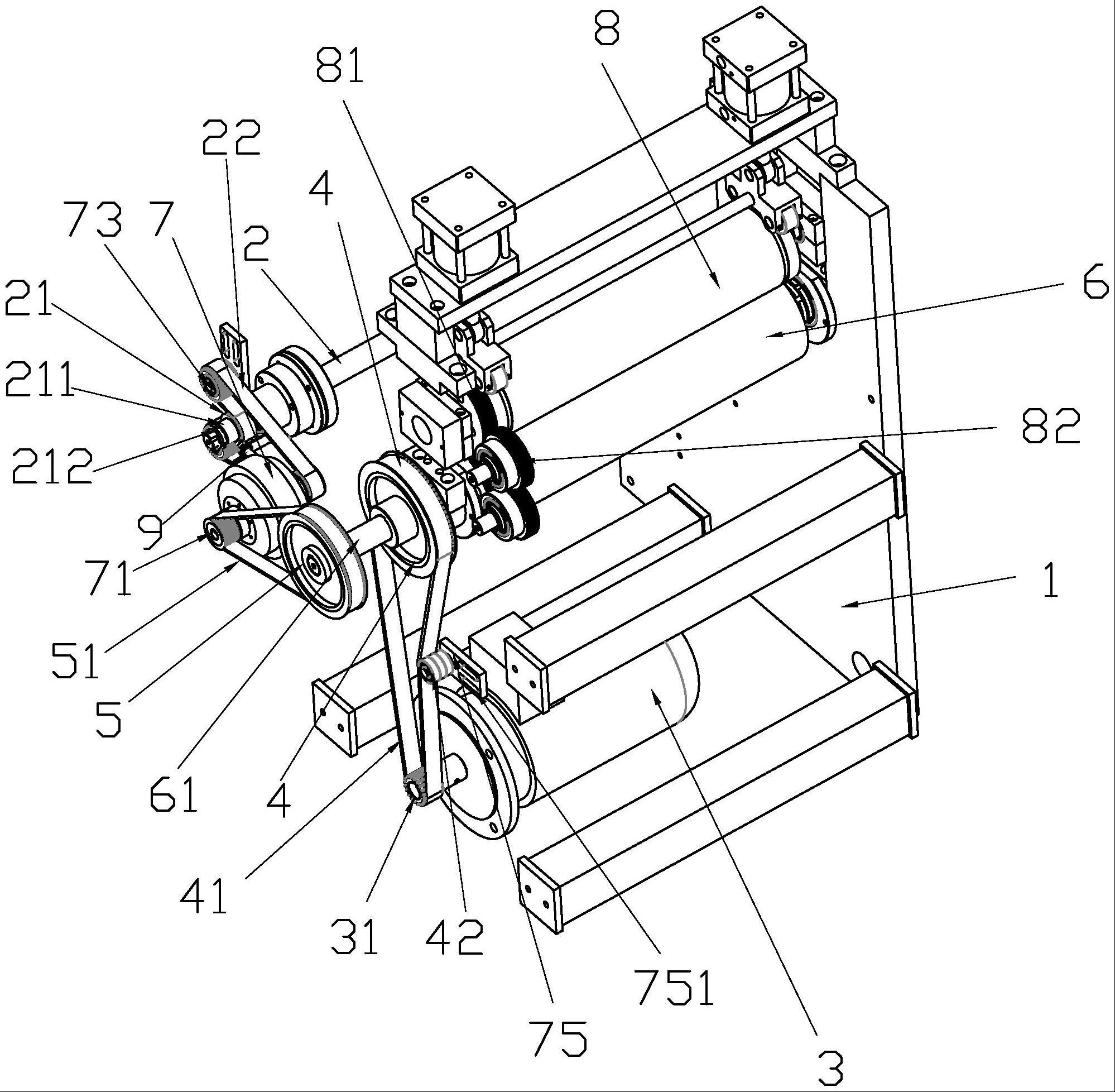
2、为实现上述目的,本实用新型提供了如下技术方案:模切复卷机用模切收卷驱动机构,包括机架、设置在机架上的模切辊组和收料轴、驱动电机,其特征在于:所述驱动电机的输出端设有主动小轮,所述模切辊组的一侧设有随模切辊组转动的模切从动大轮与模切输出大轮,所述收料轴的一侧设有随收料轴转动的收料小轮,所述主动小轮的直径小于模切从动大轮,所述主动小轮与模切从动大轮同步转动,所述模切从动大轮与所述模切输出大轮安装于同一模切转轴上,所述模切输出大轮的直径大于所述收料小轮,所述模切输出大轮通过张力调节机构带动收料小轮转动。
3、采用上述技术方案,主动小轮的直径小于模切从动大轮,使驱动电机的动力通过模切从动大轮减速后输送给模切辊组,使其具有更大的输出扭力,提高模切效果,而模切从动大轮与所述模切输出大轮安装于同一模切转轴上,模切输出大轮的直径大于所述收料小轮,使驱动电机的动力通过模切输出大轮减速后又通过收料小轮提速,实现二级变速,使其能有足够的动力给张力调节机构,方便给予足够的张力调节区间,同时使模切与收卷动作只用一个动力源就能实现工作,即降低成本,又使模切与收卷同步启停,避免料卷出现卷曲起皱或变形的现象。
4、上述模切复卷机用模切收卷驱动机构,可进一步设置为:所述张力调节机构包括设置在机架上的双轴磁粉离合器、张力传感器和张力控制器,所述双轴磁粉离合器输入端设有与模切输出大轮同步转动的输入小轮,其输出端设有与收料小轮转动同步转动的输出小轮,所述模切输出大轮的直径大于所述输入小轮,所述张力传感器设置于所述收料小轮一侧用于检测收料轴的张力并将结果传输给张力控制器,所述张力控制器与双轴磁粉离合器电连接,并控制输出小轮的扭矩。
5、采用上述技术方案,双轴磁粉离合器是根据电磁原理和利用磁粉传递转矩的,具有激磁电流和传递转矩基本成线性关系。在同滑差无关的情况下能够传递一定的转矩,具有响应速度快、结构简单、无污染、无噪音、无冲击振动节约能源等优点,双轴磁粉离合器的输入小轮(输入端)和输出小轮(输出端)是在同心轴上的,两者之间有磁隙并由轴支撑,可以自由旋转。在磁隙中间填放有高导磁性的磁粉(铁性磁粉)并在基外周配置了励磁线圈,以便保证磁通通过,使其在将输入小轮的动力通过磁粉之间的连结力和磁粉与动作面的摩擦传导扭矩给输出小轮,同时又通过张力传感器检测收料轴的张力,并将结果传输给张力控制器,使张力控制器通过预设的张力表分析其卷径与再通过发出对应的激磁电流给双轴磁粉离合器,实现自动或半自动化张力控制,避免料卷出现形变过度或被拉断的现象。
6、上述模切复卷机用模切收卷驱动机构,可进一步设置为:所述张力传感器为接近开关,所述收料轴的一侧设有与所述收料小轮安装于同一收料转轴上的旋转盘,所述旋转盘上设有与接近开关相感应的感应区,旋转盘旋转时感应区和非感应区交替通过接近开关,导致接近开关交替通断,形成脉冲信号传输给张力控制器。
7、采用上述技术方案,通过接近开关检测旋转盘上的通断,形成脉冲信号后输送给张力控制器,张力控制器根据其内置预设的张力表,进行卷径计算后,输出对应的激磁电流控制磁粉离合器输出的扭矩,从而保证施加在放卷轴上的压力不变,即使反复进行减速、停止、加速张力也可以保持稳定,防止突然加减速、出现卷曲起皱或变形的现象。
8、上述模切复卷机用模切收卷驱动机构,可进一步设置为:所述主动小轮与所述模切从动大轮之间通过第一同步带同步转动,所述模切输出大轮与所述输入小轮之间通过第二同步带同步转动,所述输出小轮与收料小轮之间通过第三同步带同步转动。
9、采用上述技术方案,各个轮体之间同步同步带传动,使其加工效率更快,传动更稳定,且能同步启停。
10、上述模切复卷机用模切收卷驱动机构,可进一步设置为:所述机架对应第一同步带处设有第一涨紧轮,所述第一涨紧轮内圈与机架连接,外圈与第一同步带相抵转动,所述机架对应第三同步带处设有第一压紧带轮与第二压紧带轮,所述第一压紧带轮与第二压紧带轮设置在收料小轮的两端,且其中心点连线为三角形,所述第三同步带绕设于所述输出小轮、第一压紧带轮、收料小轮与第二压紧带轮上。
11、采用上述技术方案,第一压紧带轮、第二压紧带轮与收料小轮型三角形分布,提高第三同步带处传动的稳定性,同时通过设置第一涨紧轮、第一压紧带轮与第二压紧带轮能控制第一同步带与第三同步带的涨紧力,避免打滑。
12、上述模切复卷机用模切收卷驱动机构,可进一步设置为:所述第一涨紧轮、第一压紧带轮与第二压紧带轮均通过调节安装板安装于机架上,所述调节安装板上设有与机架固定连接的调节长槽。
13、采用上述技术方案,通过调节长槽快速调节第一涨紧轮、第一压紧带轮与第二压紧带轮在机架处的位置,使其调节对第三同步带和第一同步带的张力。
14、上述模切复卷机用模切收卷驱动机构,可进一步设置为:所述模切辊组包括上刀辊与下刀辊,所述模切转轴设置与所述下刀辊上,所述上刀辊与下刀辊一端均设有刀辊齿轮,所述机架上设有与上刀辊与下刀辊处的刀辊齿轮分别啮合的介轮。
15、采用上述技术方案,介轮的设置方便调节上刀辊与下刀辊之间的间距,使其便捷的适配不同厚度的物料模切。
16、下面结合附图对本实用新型作进一步描述。
- 还没有人留言评论。精彩留言会获得点赞!