一种方块自动上料装置的制作方法
本技术涉及方块上料,尤其涉及一种方块自动上料装置。
背景技术:
1、现有的方块(钕铁硼块)加工过程中,都是先将烧结炉加工出来的一块块方块(钕铁硼块)放置在物料盘上,现有的物料盘60如图7所示,物料盘60上设置有多条呈前后方向对齐排列的间隔挡板,两条相邻的间隔挡板之间形成方块放置槽,方块(钕铁硼块)一块块放置在每条水平的方块放置槽内,并将整个物料盘60放满,从而使方块(钕铁硼块)呈阵列布置;再将物料盘60放置在推车上,通过人工推动推车将物料盘60推至方块上料处,使物料盘60上的一条方块放置槽与方块上料通道对齐,在通过人工将一块块方块(钕铁硼块)水平推至到方块上料通道上,通过方块上料通道输送至磨削装置上进行磨削。
2、上述方块(钕铁硼块)加工过程中,都是通过人工推车将物料盘60至指定位置进行上料,再通过人工手动进行上料,上料时需要人员时时刻刻在上料处守着,导致员工工作压力大,并且人工手动进行输送造成上料速度较慢,从而导致方块上料效率减慢,影响方块上料效率,从而影响方块(钕铁硼块)整体生产效率。
技术实现思路
1、本实用新型所要解决的是现有的方块(钕铁硼块)上料都是通过人工将一组组方块输送至指定位置进行上料,费时费力并且生产效率较低的技术问题,提供了一种实现将物料车上的方块进行自动定位并且能够自动将物料车上的一组组方块输送上料,提升方块上料效率的方块自动上料装置。
2、为本实用新型之目的,采用以下技术方案予以实现:
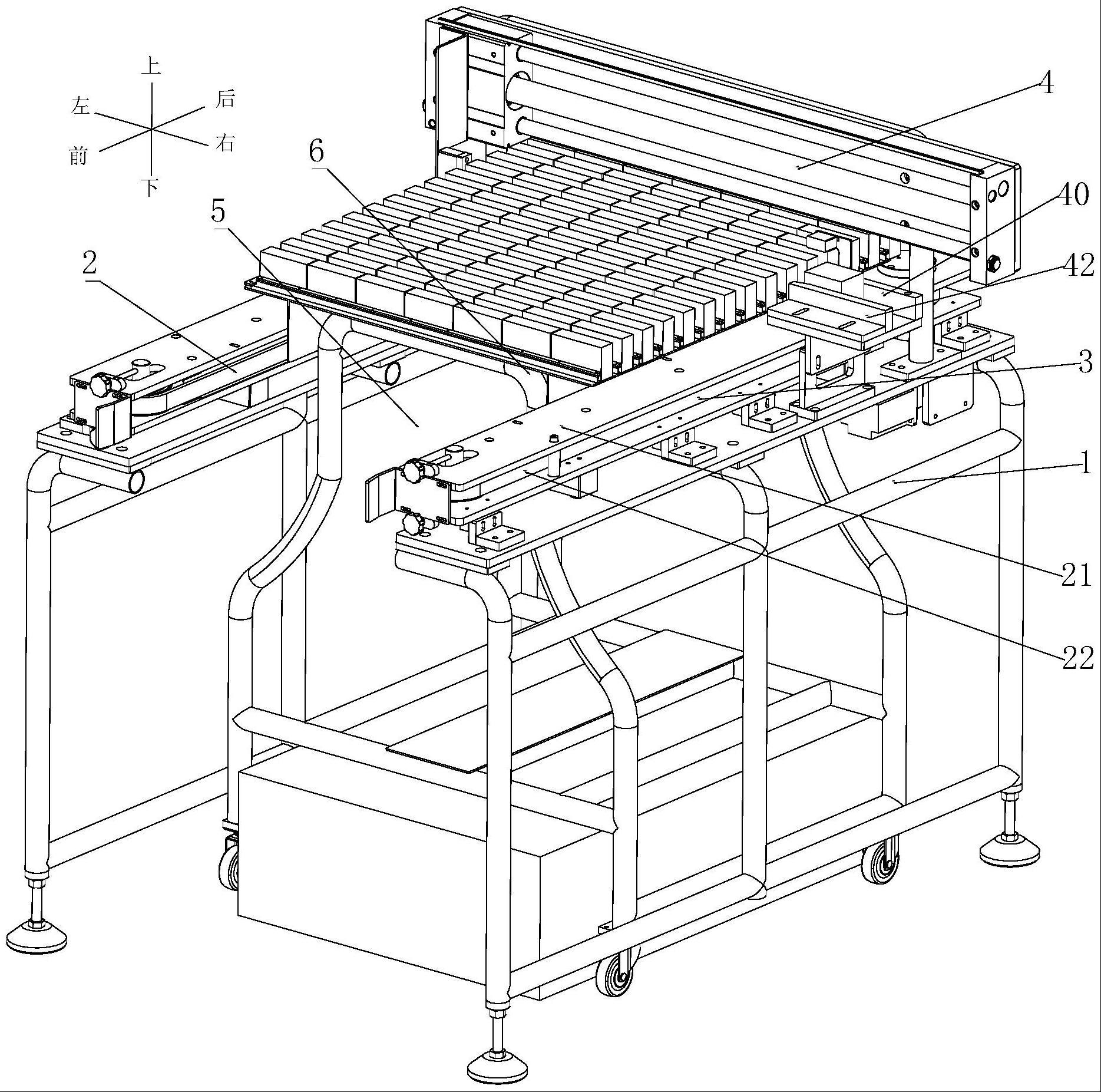
3、一种方块自动上料装置,包括支架以及均设置在支架上的第一上料定位机构、第二上料定位机构和上料机构;所述第一上料定位机构和第二上料定位机构分别设置在支架的左右两侧,且第一上料定位机构和第二上料定位机构之间形成用于物料车前后方向定位的定位通道;所述第一上料定位机构和第二上料定位机构均包括定位支撑组件和定位驱动组件;所述定位支撑组件设置在支架上;所述定位驱动组件设置在定位支撑组件上,且第一上料定位机构上的定位驱动组件和第二上料定位机构上的定位驱动组件用于同步驱动物料车的左右两侧,使物料车沿着上料通道移动定位;所述上料机构包括上料推动组件和上料支架;所述上料推动组件呈左右方向水平设置在支架上,所述上料支架设置支架上;上料支架上设置有呈左右方向的上料通道;所述上料推动组件用于将物料车上的方块推至上料通道内进行上料。该装置通过定位通道能够方便物料车进入,并且通过第一上料定位机构和第二上料定位机构能够使物料车进行定位,使物料车上的一组方块与上料机构对齐,通过上料机构将物料车上的一组方块从上料通道送出,当一组方块输送结束后,将物料车向后定位使第二组方块与上料机构对齐,依次将一组组方块从上料通道送出,代替人工上料,实现方块的自动化上料,减轻人工压力,提升方块上料效率。
4、作为优选,所述定位驱动组件包括驱动电机、第一驱动转轴、第一转轮、第二驱动转轴、第二转轮和输送带;所述驱动电机设置在定位支撑组件上,所述第一驱动转轴与所述驱动电机的转轴固定连接,第一驱动转轴通过转轴套转动连接在定位支撑组件的一端,所述第一转轮固定套设在第一驱动转轴上,所述第二驱动转轴固定设置在定位支撑组件的另一端,所述第二转轮转动套设在第二驱动转轴上,所述输送带张紧连接在第一转轮和第二转轮上。通过驱动电机驱动第一驱动转轴上的第一转轮进行转动,通过第一转轮、第二转轮和输送带三者之间的张紧传动配合,能够使输送带转动起来,通过输送带与物料车之间的摩擦力带动物料车随着输送带移动,从而实现前后方向的定位。
5、作为优选,所述定位支撑组件包括第一水平支撑板、第二水平支撑板和多根连接柱;多根所述连接柱呈纵向设置,且多根所述连接柱间隔排列设置在第一水平支撑板和第二水平支撑板之间,并使第一水平支撑板和第二水平支撑板之间形成水平的输送带空间;所述第一转轮、第二转轮和输送带均位于所述输送带空间内,所述第一驱动转轴的上下两端部分别通过转轴套设置在第一水平支撑板和第二水平支撑板上;所述第二驱动转轴的上下两端部分别固定连接在第一水平支撑板和第二水平支撑板上。通过第一水平支撑板的第二水平支撑板中间的输送带空间能够给转轮提供安装空间,方便将输送带进行定位,便于使物料车与输送带对齐,从而能够使输送带有序的带动物料车定位,提升定位精准性。
6、作为优选,所述第一水平支撑板上位于第二驱动转轴处设置有呈前后方向的第一调节通孔;所述第二驱动转轴的上端纵向穿过第一调节通孔;所述第一水平支撑板上设置有用于前后方向调节第二驱动转轴的第一调节部;所述第二水平支撑板上位于第二驱动转轴处设置有呈前后方向的第二调节通孔;所述第二驱动转轴的下端纵向穿过第二调节通孔;所述第二水平支撑板上设置有用于前后方向调节第二驱动转轴的第二调节部。通过第一调节部和第二调节部能够带动第二驱动转轴进行前后方向的移动,从而对输送带进行微调,能够确保输送带始终处于张紧状态,确保输送的精准性,防止出现输送带松弛导致无法带动物料车的情况。
7、作为优选,所述第一调节部和第二调节部结构相同且对称设置;所述第一调节部包括调节固定板和调节螺杆;所述调节固定板设置在第一水平支撑板上,所述调节螺杆螺纹连接在调节固定板上,所述调节螺杆的一端与第二驱动转轴的上端固定连接,调节螺杆的另一端连接有旋钮。通过调节固定板和调节螺杆螺纹连接,能够有以旋转的方式带动调节螺杆前后移动,从而对第二驱动转轴的位置进行调节,方便调节的同时也能进一步确保输送带张紧连接。
8、作为优选,所述第一水平支撑板的进料端和第二水平支撑板的进料端之间设置有l型的定位导向板,第一上料定位机构上的定位导向板与第二上料定位机构的定位导向板相配合形成导向通道,且所述导向通道的进料端呈扩口状。通过定位导向板能够方便使物料车精准进入,能够大致确定物料车的移动方向,防止物料车倾斜进入,进一步确保输送的稳定性以及精准性。
9、作为优选,所述上料推动组件包括第一支撑柱、第二支撑柱和左右直线滑台;所述第一支撑柱和第二支撑柱分别设置在左右直线滑台的左右两侧,所述左右直线滑台通过第一支撑柱和第二支撑柱设置在支架上方;所述左右直线滑台的移动部上设置有滑台连接板;所述滑台连接板上设置有上料推块;所述上料推块与上料通道对齐设置。通过左右直线滑台带动上料推块水平移动,从而能够将方块水平推至上料通道,进而实现方块的自动上料。
10、作为优选,所述上料支架上位于上料通道进料端上方设置有传感器。通过传感器能够实现当一组方块输送完成后,通过传感器检测到上料通道上没有方块时,从而将信号传递给驱动电机,进而带动输送带移动,使物料车移动至下一组输送位置。
11、作为优选,所述支架包括第一支撑部和第二支撑部;所述第一支撑部和第二支撑部对称设置,第一支撑部和第二支撑部之间形成所述定位通道;所述上料推动组件的左端部设置在第一支撑部上,上料推动组件的右端部设置在第二支撑部上。通过第一支撑部和第二支撑部方便形成定位通道,便于物料车进入和配合。
12、作为优选,还包括物料车,所述物料车包括车架、四个车轮、agv控制箱;所述车架包括四个支撑腿;四个所述车轮分别连接在四个所述支撑腿的底部,相邻的支撑腿之间均连接有支撑杆;四个所述支撑腿之间形成用于放置所述agv控制箱的安装空间;位于前后方向的两根支撑杆之间设置有机箱连接板,所述agv控制箱与机箱连接板固定连接;所述车架的左右两侧固定连接有呈前后方向的输送滑板;所述输送滑板与输送带相配合,并通过两者之间的摩擦力实现输送滑板的前后移动定位。通过物料车上的agv控制箱实现自动定位以及自动移动,通过输送滑板与输送带之间的摩擦力实现输送滑板的前后移动定位,从而能够确定物料车移动的距离,能够有效的将物料车上的方块与上料推动组件上的上料推块对齐,便于上料推块将方块推出。
13、综上所述,本实用新型的优点是该装置通过定位通道能够方便物料车进入,并且通过第一上料定位机构和第二上料定位机构能够使物料车进行定位,使物料车上的一组方块与上料机构对齐,通过上料机构将物料车上的一组方块从上料通道送出,当一组方块输送结束后,将物料车向后定位使第二组方块与上料机构对齐,依次将一组组方块从上料通道送出,代替人工上料,实现方块的自动化上料,减轻人工压力,提升方块(钕铁硼块)上料效率。
- 还没有人留言评论。精彩留言会获得点赞!