智能手环自动组装机的制作方法
本申请涉及智能穿戴产品加工的领域,尤其是涉及智能手环自动组装机。
背景技术:
1、智能手环在生产过程中,要进行点胶、热压、上磁铁等工序。在相关技术中,将多个产品依次间隔放置在传送带上,通过传送带将待加工的产品流转至点胶、热压、上磁铁等不同工位进行加工。
2、针对上述中的相关技术,产品在传送带上进行传递时,加工设备需要进行等待,产品在加工设备进行加工时,传送带需要暂停进行等待,因此,存在生产连贯性差,生产效率低等问题。
技术实现思路
1、为了使生产更加连贯,提高生产效率,本申请提供智能手环自动组装机。
2、本申请提供的智能手环自动组装机,采用如下的技术方案:
3、智能手环自动组装机,包括输送带,所述输送带上设置有载具,所述载具沿所述输送带的传动方向移动,所述载具上可拆卸连接有治具,所述输送带上固定连接有四轴移动平台,所述四轴移动平台上可拆卸连接有工具头,所述工具头用于加工所述治具上的产品。
4、通过采用上述技术方案,当需要对产品进行加工时,将产品放置在治具上,将治具可拆卸连接于载具上,载具放置于输送带的一端,载具随输送带沿传动方向移动,四轴移动平台固定连接在输送带上,工具头可拆卸连接在四轴移动平台上,四轴移动平台驱动工具头随产品同步移动,在载具运动的过程中同时对产品进行加工,减少停顿的时间,增加生产连贯性,从而提高生产效率。
5、可选的,所述载具上设置有定位柱,所述治具上设置有定位孔,所述定位孔用于套设于所述定位柱。
6、通过采用上述技术方案,当治具需要安装在载具上时,将治具上的定位孔对位于载具上的定位柱,定位孔套设于载具的定位柱上,从而快速将治具安装在载具上,便于装夹,进而提高生产效率。
7、可选的,所述载具的侧壁设置有夹持缺口,所述夹持缺口供工具夹持。
8、通过采用上述技术方案,当载具在输送带上进行传递时,在载具的侧壁开设有夹持缺口,可供工具从夹持缺口渗入载具的侧壁和输送带之间,从而方便在输送带上取用和更换载具,进而提高生产效率。
9、可选的,所述治具上设置有多个定位槽,所述定位槽用于固定产品。
10、通过采用上述技术方案,当治具上需要固定产品时,在治具上开设有多个与产品形状相同的定位槽,能够在一个治具上安装多个产品,从而能够连续对多个产品进行加工,提高生产连贯性,进而提高生产效率。
11、可选的,所述输送带并列设置有两条,两条所述输送带的传动方向相反,且两条所述输送带之间设置有转运机构。
12、通过采用上述技术方案,当输送带传递产品时,输送带并列设置有两条,两条输送带传动方向相反,两条输送带的端部通过转运机构形成循环,使得加工完的产品流转回输送端的上料位置,使得上料位置和下料位置处于同一侧,减少辅助上下料工位,从而提高生产效率。
13、可选的,所述转运机构包括顶升移载件和转运皮带,所述顶升移载件设置于所述输送带的端部,所述转运皮带设置于两条所述输送带的同一端端部之间,所述顶升移载件用于将所述载具移动至所述转运皮带上。
14、通过采用上述技术方案,当两条输送带之间进行转运时,载具流转至一条输送带的尾端,顶升移载件将载板顶出输送带并移动至转运皮带上,再通过转运皮带平移至另一条输送带的始端,从而使两条输送带之间形成循环。
15、可选的,所述顶升移载件包括顶升气缸和移载皮带,所述移载皮带设置于所述顶升气缸的活塞杆上,且所述移载皮带的传动方向朝向所述转运皮带。
16、通过采用上述技术方案,当载具需要从输送带上移出时,顶升气缸驱动移载皮带升高,将载具推出输送带,再启动移载皮带,移载皮带将载具向转运皮带移动,使得载具从输送带的端部移向转运皮带,并转移至另一条输送带上循环。
17、可选的,所述输送带的侧壁设置有导向边,所述载具滑动抵接于所述导向边,且所述导向边使用导电材料,所述导向边接地。
18、通过采用上述技术方案,当载具在输送带上传递时,输送带的侧壁设置有导向边,载具的侧壁滑动抵接于导向边,载具在取用过程中产生的静电导入两侧的导向边,并通过导向边接地,从而减少静电对电机以及芯片的损伤,提高输送带的安全生产性。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.当需要对产品进行加工时,将产品放置在治具上,将治具可拆卸连接于载具上,载具放置于输送带的一端,载具随输送带沿传动方向移动,四轴移动平台固定连接在输送带上,工具头可拆卸连接在四轴移动平台上,四轴移动平台驱动工具头随产品同步移动,在载具运动的过程中同时对产品进行加工,减少停顿的时间,增加生产连贯性,从而提高生产效率;
21、2.当治具需要安装在载具上时,将治具上的定位孔对位于载具上的定位柱,定位孔套设于载具的定位柱上,从而快速将治具安装在载具上,便于装夹,进而提高生产效率;
22、3.当载具在输送带上进行传递时,在载具的侧壁开设有夹持缺口,可供工具从夹持缺口渗入载具的侧壁和输送带之间,从而方便在输送带上取用和更换载具,进而提高生产效率。
技术特征:
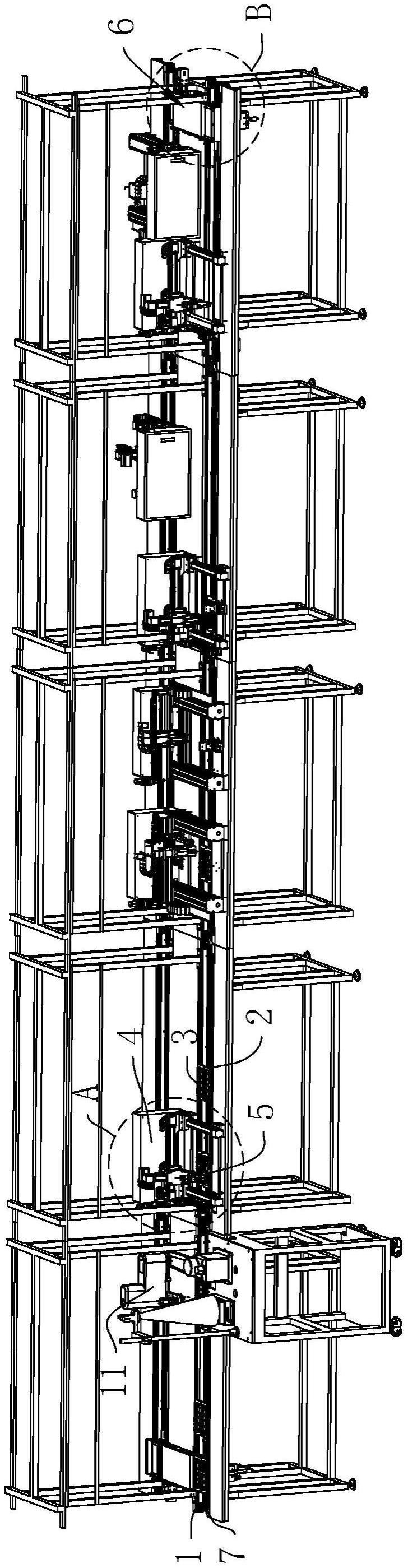
1.智能手环自动组装机,其特征在于:包括输送带(1),所述输送带(1)上设置有载具(2),所述载具(2)沿所述输送带(1)的传动方向移动,所述载具(2)上可拆卸连接有治具(3),所述输送带(1)上固定连接有四轴移动平台(4),所述四轴移动平台(4)上可拆卸连接有工具头(5),所述工具头(5)用于加工所述治具(3)上的产品。
2.根据权利要求1所述的智能手环自动组装机,其特征在于:所述载具(2)上设置有定位柱(21),所述治具(3)上设置有定位孔(31),所述定位孔(31)用于套设于所述定位柱(21)。
3.根据权利要求1所述的智能手环自动组装机,其特征在于:所述载具(2)的侧壁设置有夹持缺口(22),所述夹持缺口(22)供工具夹持。
4.根据权利要求1所述的智能手环自动组装机,其特征在于:所述治具(3)上设置有多个定位槽(32),所述定位槽(32)用于固定产品。
5.根据权利要求1所述的智能手环自动组装机,其特征在于:所述输送带(1)并列设置有两条,两条所述输送带(1)的传动方向相反,且两条所述输送带(1)之间设置有转运机构(6)。
6.根据权利要求5所述的智能手环自动组装机,其特征在于:所述转运机构(6)包括顶升移载件(61)和转运皮带(62),所述顶升移载件(61)设置于所述输送带(1)的端部,所述转运皮带(62)设置于两条所述输送带(1)的同一端端部之间,所述顶升移载件(61)用于将所述载具(2)移动至所述转运皮带(62)上。
7.根据权利要求6所述的智能手环自动组装机,其特征在于:所述顶升移载件(61)包括顶升气缸(611)和移载皮带(612),所述移载皮带(612)设置于所述顶升气缸(611)的活塞杆上,且所述移载皮带(612)的传动方向朝向所述转运皮带(62)。
8.根据权利要求1所述的智能手环自动组装机,其特征在于:所述输送带(1)的侧壁设置有导向边(7),所述载具(2)滑动抵接于所述导向边(7),且所述导向边(7)使用导电材料,所述导向边(7)接地。
技术总结
本申请涉及智能手环自动组装机,包括输送带,输送带上设置有载具,载具沿输送带的传动方向移动,载具上可拆卸连接有治具,输送带上固定连接有四轴移动平台,四轴移动平台上可拆卸连接有工具头,工具头用于加工治具上的产品。本申请具有使生产更加连贯,提高生产效率的效果。
技术研发人员:徐亚平,赵志华
受保护的技术使用者:深圳市友宏科技有限公司
技术研发日:20230306
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!