一种自动化组装打包装置的制作方法
本技术涉及金刚石胚料打包装置,具体为一种自动化组装打包装置。
背景技术:
1、打包装置是一种将物料进行汇总集合,统一打包摆放的装置;
2、在金刚石胚料的组合打包过程中,现有打包方式多为人工手动组合叠加摆放,手动打包,耗费大量人工,并且打包过程中,容易出现叠加胚料的规格大小不一的现象,存在误差,进一步降低其打包效率,为此,本实用新型提出了一种自动化组装打包装置。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种自动化组装打包装置,解决了上述背景技术中的问题。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种自动化组装打包装置,包括机架,所述机架的上端安装有输送组件,所述机架的上端安装有治具,所述机架的上端安装有移动夹持组件;
3、所述输送组件包括旋转料盘,所述旋转料盘的外侧安装有输送轨道,所述输送轨道的底部安装有振动器,所述输送轨道的一侧安装有输送架,所述输送架的中部安装有输送电机,所述输送架的上端安装有挡板;
4、所述移动夹持组件包括支架,所述支架的外侧安装有伺服电机,所述支架的中部安装有移动模组,所述移动模组的外侧设置有滑块和连接板,所述连接板的外侧安装有第一气缸、高度调节板和调节座,所述高度调节板的外侧安装有第二气缸,所述调节座的外侧安装有吸盘杆。
5、作为本实用新型进一步的技术方案,所述旋转料盘的数量为四组并呈阵列分布,所述旋转料盘的底部设置有安装底座,所述旋转料盘和输送轨道在连接处设置有输料孔,所述振动器的数量与输送轨道的数量相等。
6、作为本实用新型进一步的技术方案,所述输送架的中部安装有输送带,所述输送电机带动输送带进行转动,所述挡板和输送架之间为固定连接。
7、作为本实用新型进一步的技术方案,所述治具的中部安装有隔板,所述伺服电机通过螺栓与支架之间形成固定连接,所述移动模组与滑块之间相适配,所述滑块和连接板之间为固定连接。
8、作为本实用新型进一步的技术方案,所述连接板和第一气缸之间为固定连接,所述第一气缸的输出端与高度调节板之间为固定连接,所述高度调节板和连接板之间设置有导向杆。
9、作为本实用新型进一步的技术方案,所述调节座的数量为若干组并呈阵列分布,所述第二气缸的输出端与调节座的内部进行连接,所述吸盘杆的数量为若干组并呈阵列分布,且吸盘杆的底部安装有吸盘。
10、本实用新型提供了一种自动化组装打包装置。与现有技术相比具备以下有益效果:通过输送组件和移动夹持组件的设置,将不同规格的金刚石胚料分别倒入四组旋转料盘和两组输送架的内部,在通过移动夹持组件将同一种类的胚料进行输送,接着输送不同规格的胚料,从而进行不同种类金刚石胚料的叠加打包,无需人工手动摆放打包,提高打包的工作效率。
技术特征:
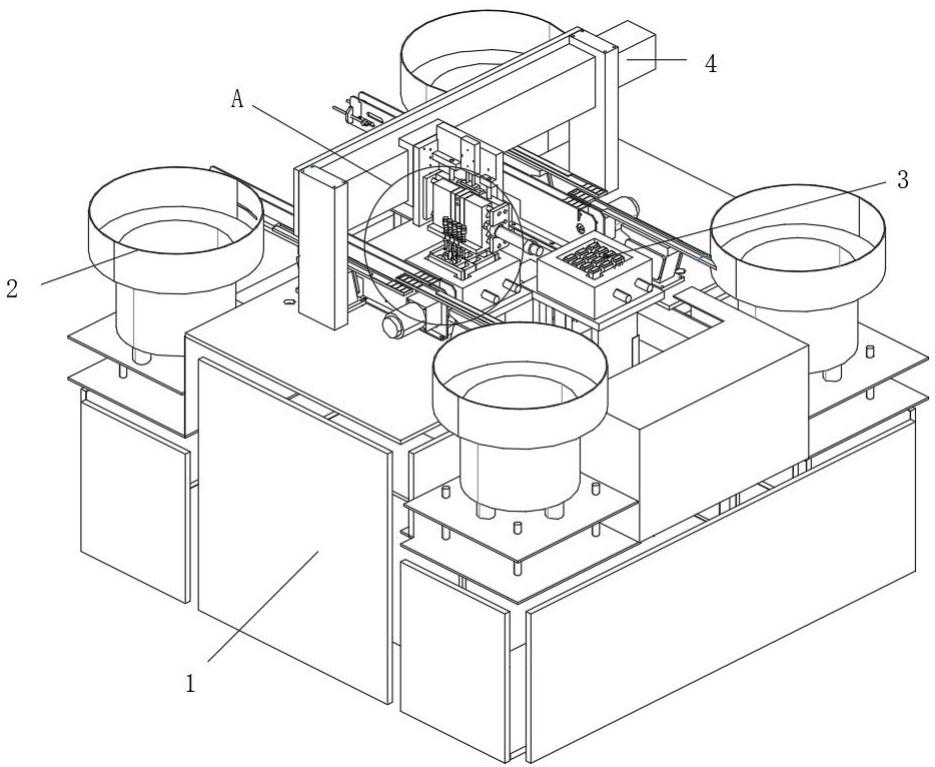
1.一种自动化组装打包装置,包括机架(1),其特征在于,所述机架(1)的上端安装有输送组件(2),所述机架(1)的上端安装有治具(3),所述机架(1)的上端安装有移动夹持组件(4);
2.根据权利要求1所述的一种自动化组装打包装置,其特征在于,所述旋转料盘(21)的数量为四组并呈阵列分布,所述旋转料盘(21)的底部设置有安装底座,所述旋转料盘(21)和输送轨道(22)在连接处设置有输料孔,所述振动器(23)的数量与输送轨道(22)的数量相等。
3.根据权利要求1所述的一种自动化组装打包装置,其特征在于,所述输送架(24)的中部安装有输送带,所述输送电机(25)带动输送带进行转动,所述挡板(26)和输送架(24)之间为固定连接。
4.根据权利要求1所述的一种自动化组装打包装置,其特征在于,所述治具(3)的中部安装有隔板(31),所述伺服电机(42)通过螺栓与支架(41)之间形成固定连接,所述移动模组(43)与滑块(44)之间相适配,所述滑块(44)和连接板(45)之间为固定连接。
5.根据权利要求1所述的一种自动化组装打包装置,其特征在于,所述连接板(45)和第一气缸(46)之间为固定连接,所述第一气缸(46)的输出端与高度调节板(47)之间为固定连接,所述高度调节板(47)和连接板(45)之间设置有导向杆。
6.根据权利要求1所述的一种自动化组装打包装置,其特征在于,所述调节座(48)的数量为若干组并呈阵列分布,所述第二气缸(49)的输出端与调节座(48)的内部进行连接,所述吸盘杆(410)的数量为若干组并呈阵列分布,且吸盘杆(410)的底部安装有吸盘。
技术总结
本技术公开了一种自动化组装打包装置,涉及金刚石胚料打包装置技术领域,该自动化组装打包装置,包括机架,所述机架的上端安装有输送组件,所述机架的上端安装有治具,所述机架的上端安装有移动夹持组件,所述输送组件包括旋转料盘,所述旋转料盘的外侧安装有输送轨道,所述输送轨道的底部安装有振动器;一种自动化组装打包装置,通过输送组件和移动夹持组件的设置,将不同规格的金刚石胚料分别倒入四组旋转料盘和两组输送架的内部,在通过移动夹持组件将同一种类的胚料进行输送,接着输送不同规格的胚料,从而进行不同种类金刚石胚料的叠加打包,无需人工手动摆放打包,提高打包的工作效率。
技术研发人员:付廷青
受保护的技术使用者:东莞市嵩山自动化科技有限公司
技术研发日:20230320
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!