喷涂铝壳上下交替装置的制作方法
本技术涉及上料装置,尤其是一种喷涂铝壳上下交替装置。
背景技术:
1、方形储能电池作为当前蓄能设备的重要组成部分越来越多的被生产,为了保证高品质的产品能被安装到蓄能设备上,需要对每个储能电池最前端喷漆铝壳六面都进行表面脏污清洁处理,同时由于喷漆铝壳本身需要检测的面较多,人工可能由于长期检测造成劳累带来检测失误;因此,需要放置在传输机构中,进行自动检测,以此来满足生产需要。
2、现有技术中存在问题如下:1.被检测产品的种类较多,在切换产品过程中,由于喷漆铝壳检测面较多,人工长期拿取检测完一个产品需要花费时间长,造成检测误差;2.人员操作工作效率远不如该机构运行速度,操作工拿取工作效率低;3.现有的一些自动化设备存在产品换型时会存在装调位置偏移和视觉成像位置更改问题,二次调试需要耗费大量的时间,甚至需要停机调试。
技术实现思路
1、本实用新型要解决的技术问题是:为了解决现有人工检测存在效率低误差大和机械检测存在换型号需要二次调试的问题,提供一种喷涂铝壳上下交替装置。
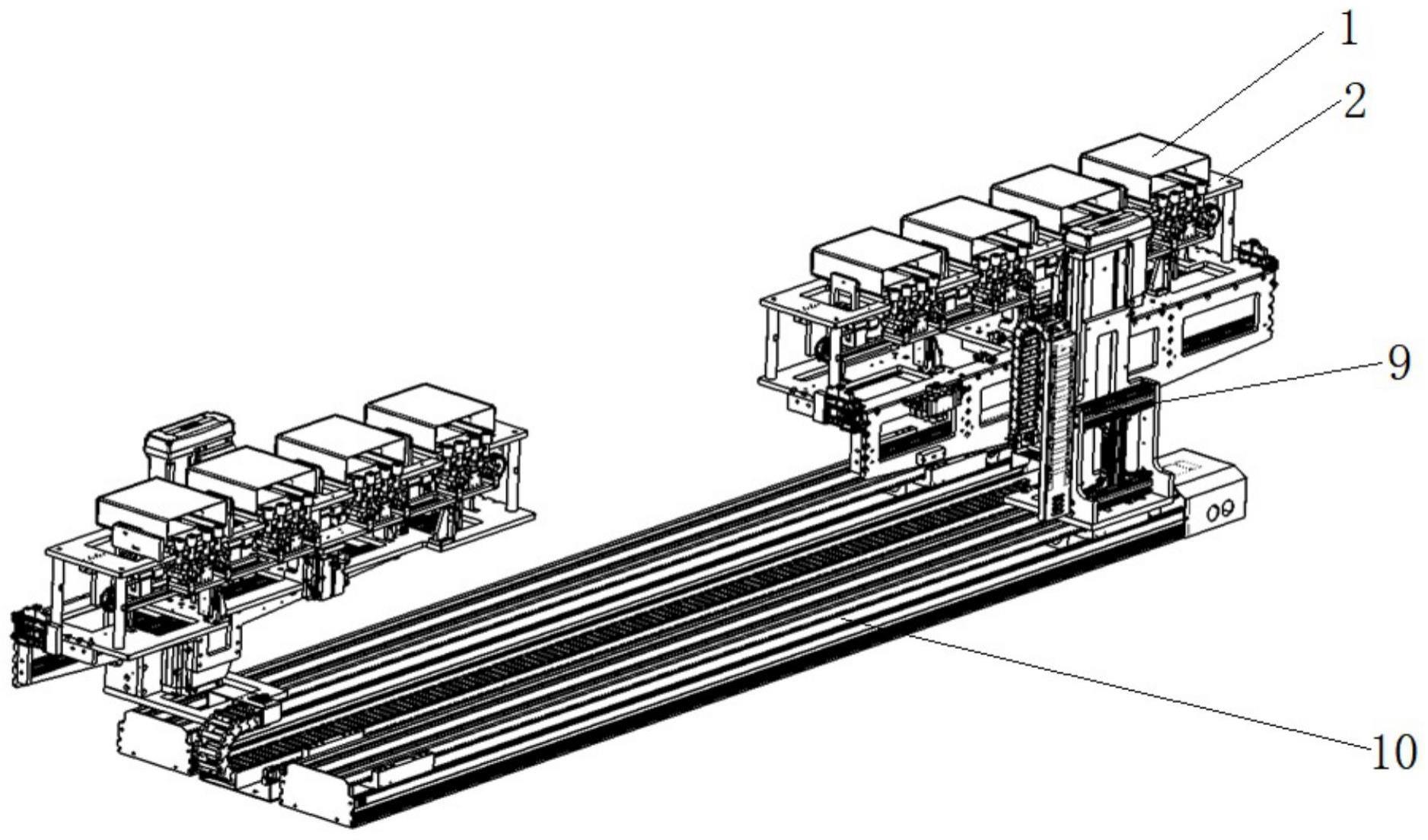
2、本实用新型解决其技术问题所采用的技术方案是:一种喷涂铝壳上下交替装置,包括两条平行设置的移动模组,两条移动模组交替运动,每条移动模组上均设置有二次定位组件,所述二次定位组件包括多个定位工位,每个定位工位的下方均设置有负压吸附组件,负压吸附组件的上侧设置基板,基板上设置左右定位组件和上下定位组件,左右定位组件和上下定位组件成十字分布,上下定位组件中的一侧为固定侧,固定侧固定安装在基板上,上下定位组件的另一侧为升降夹紧组件;
3、所述升降夹紧组件包括水平移动机构、垂直升降机构和多根立柱,所述垂直升降机构设置在基板的下侧,垂直升降机构上安装水平移动机构,水平移动机构上等距安装立柱。
4、进一步地,所述左右定位组件包括传动机构、连接板和夹紧板,夹紧板通过连接板与传动机构固定连接,并由传动机构驱动运动。
5、进一步地,所述传动机构为垂直安装的皮带机构,包括皮带、主动轮、从动轮和电机,电机的输出轴上安装主动轮,主动轮和从动轮上套设皮带,皮带的两条边一上一下的分布,两侧的夹紧板分别通过连接板固定在上侧与下侧的皮带上,皮带顺时针转动或逆时针转动时,带动两侧的夹紧板收拢或远离。
6、进一步地,所述立柱的顶端还设置有具有弹性的防撞块。
7、进一步地,所述立柱的顶端转动设置有具有弹性的防撞块,立柱的顶端与防撞块之间设置有用于减少两者间摩擦的转动件。
8、本实用新型的有益效果是,本实用新型的一种喷涂铝壳上下交替装置,通过二次定位将产品四个面定位好,产品通过z向移动组件上下运动,通过x向移动组件带动整个z向组件移动,实现多个产品上下交替运动,互不干涉,互不影响;在一定高度范围内,实现多款产品任意切换,适用性高;可大大节省换型时间,从而提高人效;同时,该种运动方式也可大大减少设备尺寸,从而降低设备成本;降低场内占地面积。由于铝壳检测面较多,可大大避免由于人工劳累所造成的检测失误,大大提高产品检测产能。
9、综上所述本实用新型具有效率高、误差小和无需二次调试的特点。
技术特征:
1.一种喷涂铝壳上下交替装置,其特征在于:包括两条平行设置的移动模组,两条移动模组交替运动,每条移动模组上均设置有二次定位组件,所述二次定位组件包括多个定位工位,每个定位工位的下方均设置有负压吸附组件,负压吸附组件的上侧设置基板,基板上设置左右定位组件和上下定位组件,左右定位组件和上下定位组件成十字分布,上下定位组件中的一侧为固定侧,固定侧固定安装在基板上,上下定位组件的另一侧为升降夹紧组件;
2.如权利要求1所述的喷涂铝壳上下交替装置,其特征在于:所述左右定位组件包括传动机构、连接板和夹紧板,夹紧板通过连接板与传动机构固定连接,并由传动机构驱动运动。
3.如权利要求2所述的喷涂铝壳上下交替装置,其特征在于:所述传动机构为垂直安装的皮带机构,包括皮带、主动轮、从动轮和电机,电机的输出轴上安装主动轮,主动轮和从动轮上套设皮带,皮带的两条边一上一下的分布,两侧的夹紧板分别通过连接板固定在上侧与下侧的皮带上,皮带顺时针转动或逆时针转动时,带动两侧的夹紧板收拢或远离。
4.如权利要求1所述的喷涂铝壳上下交替装置,其特征在于:所述立柱的顶端还设置有具有弹性的防撞块。
5.如权利要求1所述的喷涂铝壳上下交替装置,其特征在于:所述立柱的顶端转动设置有具有弹性的防撞块,立柱的顶端与防撞块之间设置有用于减少两者间摩擦的转动件。
6.如权利要求1所述的喷涂铝壳上下交替装置,其特征在于:所述移动模组包括z向移动组件和x向移动组件,z向移动组件垂直安装在x向移动组件上,并由x向移动组件驱动移动,z向移动组件上安装二次定位组件,并驱动二次定位组件移动。
技术总结
本技术涉及上料装置,为了解决现有人工检测存在效率低误差大和机械检测存在换型号需要二次调试的问题,提供一种喷涂铝壳上下交替装置,包括两条平行设置的移动模组,两条移动模组交替运动,每条移动模组上均设置有二次定位组件,所述二次定位组件包括多个定位工位,每个定位工位的下方均设置有负压吸附组件,负压吸附组件的上侧设置基板,基板上设置左右定位组件和上下定位组件,左右定位组件和上下定位组件成十字分布,本技术具有效率高、误差小和无需二次调试的特点。
技术研发人员:王郑,和江镇,方志斌,朱续伟,韩飞,梁俊龙
受保护的技术使用者:征图新视(江苏)科技股份有限公司
技术研发日:20230505
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!