基于视觉检测的上下料系统的制作方法
本技术实施例涉及智能控制,尤其涉及一种基于视觉检测的上下料系统。
背景技术:
1、目前农用收割机械的链轮及皮带轮装配时所使用的上料机及下料机,无法自动检测当前产品的数量和种类。使用时需要人工预设其产品数量和种类,操作繁琐,经常出现产品上料数量和种类与实际不一致的情况,导致取料机器人无法获取到当前所需产品。由此,每次使用上下料系统时,必须使上料机满料及将下料机清空后,上下料系统才能正常工作。
技术实现思路
1、本实用新型实施例提供一种基于视觉检测的上下料系统,以自动识别待加工物料的数量及种类和处理后的待加工物料数量。
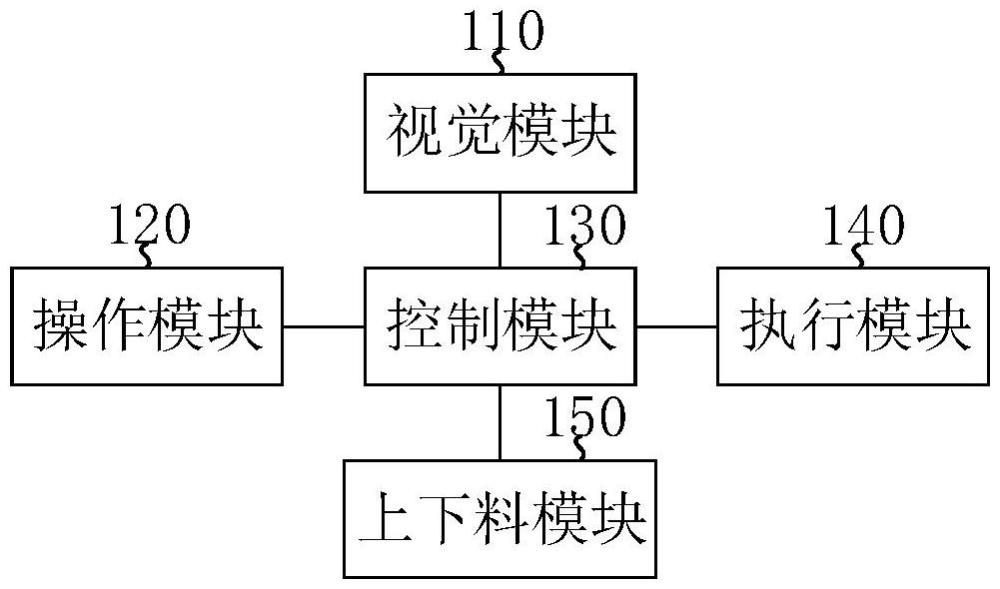
2、本实用新型实施例提供了一种基于视觉检测的上下料系统,基于视觉检测的上下料系统包括:视觉模块、操作模块、控制模块、执行模块以及上下料模块;
3、所述视觉模块、所述操作模块、所述执行模块以及所述上下料模块均与所述控制模块连接,所述视觉模块用于采集所述上下料模块的上下料信息,所述操作模块用于根据所述上下料信息产生操作指令,所述控制模块用于根据所述操作指令控制所述执行模块从所述上下料模块获取待加工物料或放置处理后的所述待加工物料。
4、可选地,所述上下料系统包括至少两个上料机和下料机;
5、所述上料机和所述下料机分别设置于所述执行模块两侧,所述上料机用于提供所述待加工物料,所述下料机用于放置处理后的所述待加工物料;其中,不同的所述上料机承载不同种类的所述待加工物料。
6、可选地,所述上料机包括第一型号上料转台、第二型号上料转台、快换部件以及轴承;
7、所述轴承兼容第一型号轴和第二型号轴;
8、所述第一型号上料转台通过所述快换部件固定于所述第一型号轴;或者,所述第二型号上料转台通过所述快换部件固定于所述第二型号轴。
9、可选地,所述下料机包括下料转台;
10、所述上料转台和所述下料转台均包括底座和多个支柱,所述支柱的直径小于所述待加工物料的内径,多个所述待加工物料穿插放置于一个所述支柱。
11、可选地,基于视觉检测的上下料系统还包括加工模块;
12、所述加工模块和所述控制模块连接,所述控制模块用于控制所述加工模块对所述待加工物料进行处理。
13、可选地,所述加工模块包括压机。
14、可选地,所述视觉模块包括第一上位机和至少三个图像获取单元;
15、所述上下料模块的至少两个上料口和下料口均设置一所述图像获取单元;
16、所述图像获取单元与所述第一上位机连接,所述第一上位机与所述控制模块连接;所述第一上位机用于根据输入的第一操作参数控制所述图像获取单元获取所述上下料信息。
17、可选地,所述图像获取单元包括工业相机和补光灯;
18、所述工业相机和所述补光灯在所述下料口或所述上料口的两侧相对设置。
19、可选地,所述操作模块包括第二上位机;
20、所述第二上位机与所述控制模块连接,所述第二上位机用于对所述执行模块和所述上下料模块进行配置。
21、可选地,所述控制模块包括可编程逻辑控制器;
22、所述执行模块包括机械臂。
23、本实用新型实施例所提供的上下料系统通过将视觉模块、操作模块、控制模块、执行模块以及上下料模块集成为一体,可以通过视觉模块自动获取上下料信息,也就是自行获知待加工物料的种类和数量,处理后的待加工物料的数量等信息。由此,控制模块通过上下料信息控制操作模块、执行模块以及上下料模块协同工作,可以提高基于视觉检测的上下料系统作业数量的准确性、提高基于视觉检测的上下料系统运行的稳定性以及提高基于视觉检测的上下料系统的抗干扰性。
技术特征:
1.一种基于视觉检测的上下料系统,其特征在于,包括:视觉模块、操作模块、控制模块、执行模块以及上下料模块;
2.根据权利要求1所述的基于视觉检测的上下料系统,其特征在于,所述上料机包括第一型号上料转台、第二型号上料转台、快换部件以及轴承;
3.根据权利要求2所述的基于视觉检测的上下料系统,其特征在于,所述下料机包括下料转台;
4.根据权利要求1所述的基于视觉检测的上下料系统,其特征在于,还包括加工模块;
5.根据权利要求4所述的基于视觉检测的上下料系统,其特征在于,所述加工模块包括压机。
6.根据权利要求1所述的基于视觉检测的上下料系统,其特征在于,所述视觉模块包括第一上位机和至少三个图像获取单元;
7.根据权利要求6所述的基于视觉检测的上下料系统,其特征在于,所述图像获取单元包括工业相机和补光灯;
8.根据权利要求1所述的基于视觉检测的上下料系统,其特征在于,所述操作模块包括第二上位机;
9.根据权利要求1所述的基于视觉检测的上下料系统,其特征在于,所述控制模块包括可编程逻辑控制器;
技术总结
本技术实施例公开了一种基于视觉检测的上下料系统。该基于视觉检测的上下料系统,其特征在于,包括:视觉模块、操作模块、控制模块、执行模块以及上下料模块;视觉模块、操作模块、执行模块以及上下料模块均与控制模块连接,视觉模块用于采集上下料模块的上下料信息,操作模块用于根据上下料信息产生操作指令,控制模块用于根据操作指令控制执行模块从上下料模块获取待加工物料或放置处理后的待加工物料。本方案可以通过视觉模块自动获取上下料信息,即自动获知待加工物料的种类和数量,处理后的待加工物料的数量等信息,从而提高基于视觉检测的上下料系统作业数量的准确性、提高运行的稳定性以及提高抗干扰性。
技术研发人员:庄顺胥,李爽,宗富芳,王慧,王海军,朱耀文
受保护的技术使用者:潍柴动力股份有限公司
技术研发日:20230725
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!