一种适用于长条工件生产的循环输送线的制作方法
本技术属于自动化生产,具体涉及一种适用于长条工件生产的循环输送线。
背景技术:
1、工件的结构多种多样,一般有长条、块状、管状等结构;输送线是一种用于对工件进行自动化输送,以便于工件在不同工位间流转和加工的设备,根据工件结构的不同,输送线的结构往往也会有不同的设计。
2、现有技术中,实现长条工件进行自动化输送的输送线,一般为直线型的输送线;由于实际的生产过程中,为了提高工件的生产效率,单条输送线中往往会设计多个工位来对工件同时进行加工,因此直线型输送线的长度一般较长;这种设计不仅输送线整体需要占用较大的使用面积,而且不利于加工辅料在生产加工过程中的流转,对工件生产效率的提升效果有限。
技术实现思路
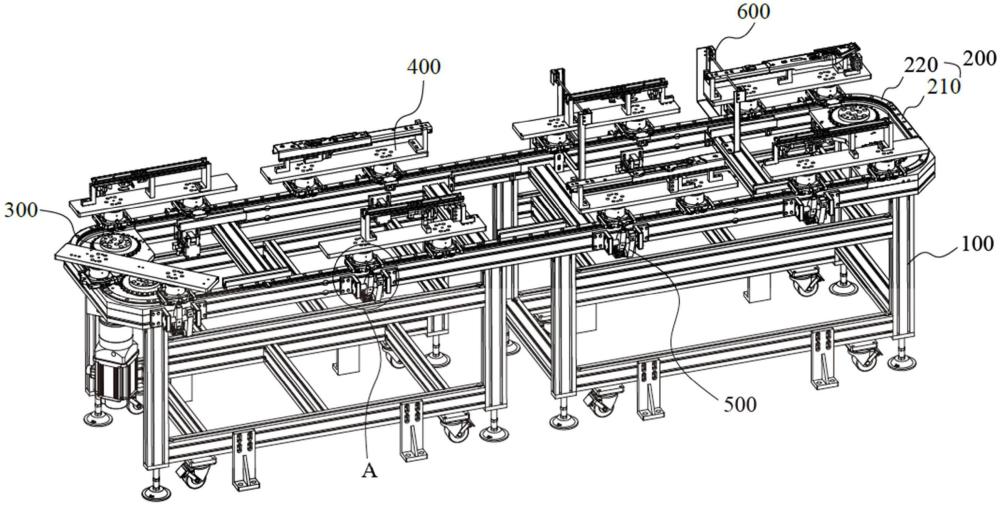
1、为了解决所述现有技术的不足,本实用新型提供了一种适用于长条工件生产的循环输送线,利用环形轨道机构、输送驱动机构和多个工件治具机构相结合而成,其中,工件治具机构包括定位治具组件,以及与所述环形轨道机构和输送驱动机构连接、分设于所述定位治具组件底部两端的第一轴承滑轮输送组件和第二轴承滑轮输送组件;第一轴承滑轮输送组件和第二轴承滑轮输送组件与环形轨道机构相结合,可使工件在输送的过程中顺利的回转和拐弯,不仅可有效的实现长条工件的循环输送加工,提高长条工件的流转和生产效率,而且环形输送线相较于直线型输送线而言,可有效的缩减输送线整体的使用面积,降低设备占地成本。
2、本实用新型所要达到的技术效果通过以下技术方案来实现:
3、本实用新型中适用于长条工件生产的循环输送线,包括机架;
4、环形轨道机构,设于所述机架上,用于实现工件的循环输送;
5、输送驱动机构,设于所述机架上,用于提供工件输送的动力来源;
6、以及多个工件治具机构,与所述输送驱动机构相连、设置于所述环形轨道机构上,用于长条工件的安装和固定;
7、其中,所述工件治具机构包括用于工件安装和固定的定位治具组件,以及与所述环形轨道机构和输送驱动机构连接、分设于所述定位治具组件底部两端的第一轴承滑轮输送组件和第二轴承滑轮输送组件。
8、作为其中的一种优选方案,所述第一轴承滑轮输送组件和第二轴承滑轮输送组件均包括输送组件安装板,与所述定位治具组件相连、设于所述输送组件安装板上的联动轴承单元,与所述输送组件安装板底部相连、滑设于所述环形轨道机构上的滑轮单元,以及与所述输送驱动机构相连、设于所述输送组件安装板侧边上的移送联动块。
9、作为其中的一种优选方案,所述联动轴承单元包括设于所述输送组件安装板上的联动轴承,以及连于所述联动轴承与所述定位治具组件底部之间的联动轴。
10、作为其中的一种优选方案,所述滑轮单元包括滑设于所述环形轨道机构上的第一滑轮组,以及与所述第一滑轮组相对、滑设于所述环形轨道机构上的第二滑轮组。
11、作为其中的一种优选方案,所述定位治具组件包括治具组件安装板,设于所述治具组件安装板其中一端上的第一定位块,设于所述治具组件安装板中部或另一端上的第二定位块,以及设于所述治具组件安装板另一端或中部上的第三定位单元。
12、作为其中的一种优选方案,所述第三定位单元包括设于所述治具组件安装板上的l型安装块、设于所述l型安装块侧边上的安装垫板、设于所述安装垫板上的限位安装块,以及设于所述限位安装块上的定位柱;
13、其中,所述定位柱包括装设于所述限位安装块上的定位柱安装部,与所述定位柱安装部相连的定位柱限位部,以及设于所述定位柱限位部顶部的工件定位部。
14、作为其中的一种优选方案,所述第一定位块和所述第二定位块均为l型定位块;其中,所述第一定位块包括l型定位块本体,以及设于所述l型定位块本体顶部的工件限位槽。
15、作为其中的一种优选方案,所述环形轨道机构包括相互垂直、设置于所述机架顶部的侧边轨道组件,以及连于相邻两所述侧边轨道组件之间的弧形轨道组件。
16、作为其中的一种优选方案,所述输送驱动机构包括与所述机架四角处对应设置的链轮组件,与所述第一轴承滑轮输送组件和第二轴承滑轮输送组件连接、设于所述链轮组件上的传动链条,以及与所述链轮组件连接、用于提供输送动力源的电机驱动组件。
17、作为其中的一种优选方案,本实用新型中适用于长条工件生产的循环输送线,还包括设置于所述机架上、用于对所述工件治具机构进行定位的治具定位机构,以及设置于所述机架上、用于检测所述工件治具机构是否移动到位的到位检测机构;
18、其中,所述治具定位机构包括定位机构安装架、转动装设于所述定位机构安装架上的转动轴、设于所述转动轴上的摆动定位块、设于所述机架上的伸缩驱动气缸组件,以及一端与所述伸缩驱动气缸组件末端连接、另一端与所述转动轴连接的摆动联动块;
19、所述到位检测机构包括设于所述机架上的检测机构安装架,以及与所述工件治具机构对应、设于所述检测机构安装架上的到位检测传感器。
20、综上所述,本实用新型至少具有以下有益之处:
21、本实用新型中适用于长条工件生产的循环输送线,利用环形轨道机构、输送驱动机构和多个工件治具机构相结合而成,其中,工件治具机构包括定位治具组件,以及与所述环形轨道机构和输送驱动机构连接、分设于所述定位治具组件底部两端的第一轴承滑轮输送组件和第二轴承滑轮输送组件;第一轴承滑轮输送组件和第二轴承滑轮输送组件与环形轨道机构相结合,可使工件在输送的过程中顺利的回转和拐弯,不仅可有效的实现长条工件的循环输送加工,提高长条工件的流转和生产效率,而且环形输送线相较于直线型输送线而言,可有效的缩减输送线整体的使用面积,降低设备占地成本。
技术特征:
1.一种适用于长条工件生产的循环输送线,其特征在于,包括:
2.根据权利要求1所述的适用于长条工件生产的循环输送线,其特征在于,所述联动轴承单元包括设于所述输送组件安装板上的联动轴承,以及连于所述联动轴承与所述定位治具组件底部之间的联动轴。
3.根据权利要求1所述的适用于长条工件生产的循环输送线,其特征在于,所述滑轮单元包括滑设于所述环形轨道机构上的第一滑轮组,以及与所述第一滑轮组相对、滑设于所述环形轨道机构上的第二滑轮组。
4.根据权利要求1所述的适用于长条工件生产的循环输送线,其特征在于,所述第三定位单元包括设于所述治具组件安装板上的l型安装块、设于所述l型安装块侧边上的安装垫板、设于所述安装垫板上的限位安装块,以及设于所述限位安装块上的定位柱;
5.根据权利要求1所述的适用于长条工件生产的循环输送线,其特征在于,所述第一定位块和所述第二定位块均为l型定位块;
6.根据权利要求1所述的适用于长条工件生产的循环输送线,其特征在于,所述环形轨道机构包括相互垂直、设置于所述机架顶部的侧边轨道组件,以及连于相邻两所述侧边轨道组件之间的弧形轨道组件。
7.根据权利要求1所述的适用于长条工件生产的循环输送线,其特征在于,所述输送驱动机构包括与所述机架四角处对应设置的链轮组件,与所述第一轴承滑轮输送组件和第二轴承滑轮输送组件连接、设于所述链轮组件上的传动链条,以及与所述链轮组件连接、用于提供输送动力源的电机驱动组件。
8.根据权利要求1所述的适用于长条工件生产的循环输送线,其特征在于,还包括设置于所述机架上、用于对所述工件治具机构进行定位的治具定位机构,以及设置于所述机架上、用于检测所述工件治具机构是否移动到位的到位检测机构;
技术总结
本技术属于自动化生产技术领域,具体涉及一种适用于长条工件生产的循环输送线,包括机架、设于所述机架上的环形轨道机构和输送驱动机构,以及多个与所述输送驱动机构相连、设置于所述环形轨道机构上的工件治具机构;其中,所述工件治具机构包括用于工件安装和固定的定位治具组件,以及与所述环形轨道机构和输送驱动机构连接、分设于所述定位治具组件底部两端的第一轴承滑轮输送组件和第二轴承滑轮输送组件。本技术提供了一种适用于长条工件生产的循环输送线,不仅可有效的实现长条工件的循环输送加工,提高长条工件的流转和生产效率,而且可有效的缩减输送线整体的使用面积,降低设备占地成本。
技术研发人员:施勤建
受保护的技术使用者:广东汇思德自动化科技有限公司
技术研发日:20230823
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!