一种气动抓持工装的制作方法
本技术属于机械,尤其涉及一种气动抓持工装。
背景技术:
1、近年来,随着经济水平的迅速提升,用户对于各式各样的产品的消费需求也在逐步变强,特别是一些具有塑料外壳的产品,其针对不同的外观需求,需要设计出对应的合模模具,以注塑成型并获得对应外形的塑料件。
2、在注塑成型领域中,通常利用注塑机一次注塑成型制备并获得带有水口的注塑料;针对这种注塑料,常常需要具体利用人工进行去水口的剪切操作,方才可以获得能够正常使用的注塑料。
3、然而,研究发现,由于注塑成型获得的带有水口的注塑料在刚成型时的温度较高,操作人员用手直接将注塑料脱模很容易出现危险;同时,现有用于替代人工脱模的抓持工装的适用性较差,其无法有效适配各种注塑料的外形,特别是针对一些外表面为倾斜面的注塑料,如若不采用人工脱模,则很难利用抓持工装脱模。
技术实现思路
1、本实用新型所要解决的技术问题是:提供一种新的气动抓持工装,以解决现有抓持工装的适用性较差,无法有效适配各种注塑料的外形,特别是针对一些外表面为倾斜面的注塑料无法脱模的问题。
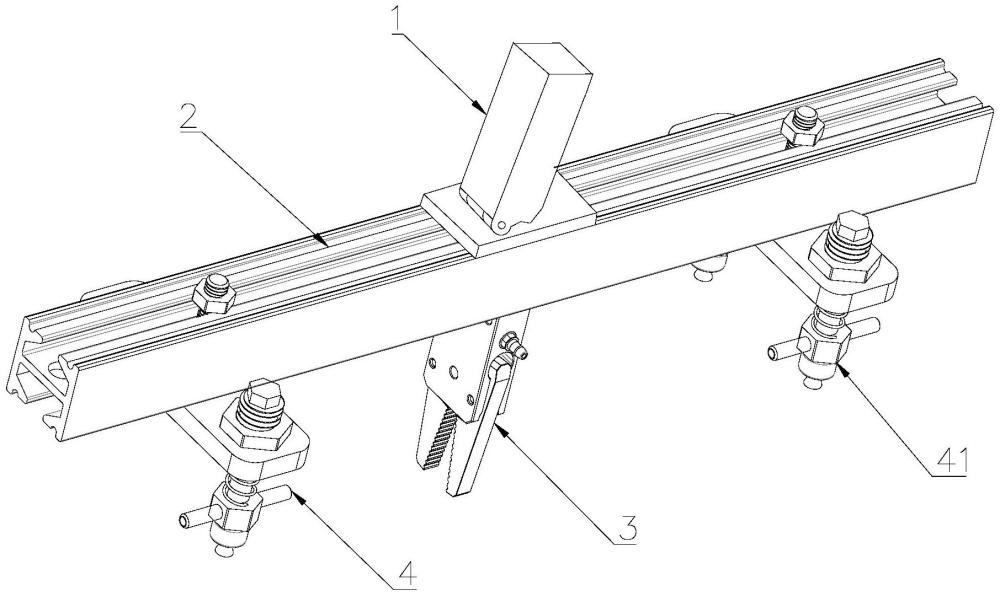
2、为了解决上述技术问题,本实用新型公开了一种气动抓持工装,其包括驱动臂、安装件、气动夹爪和吸附装置,所述安装件与所述驱动臂可转动连接,所述气动夹爪和吸附装置设于所述安装件上;所述气动夹爪包括成对设置的两个爪头,且所述气动夹爪与气源连通,以使成对设置的两个所述爪头在气源的控制下彼此靠近或远离;其中,所述吸附装置包括至少两个吸附件,至少两个所述吸附件自所述安装件的伸出长度具有预设长度差,且至少两个所述吸附件中均开设有空腔,所述空腔包括第一开口和第二开口,所述第一开口与用于吸附物体的吸盘连通,所述第二开口与抽真空装置连通。
3、为了替代人工脱模的方案,在当前现有技术中,虽然已经设计出了能够对带有水口的注塑料进行脱模的气动抓持工装,但当前用于替代人工脱模的抓持工装的适用性较差,其无法有效适配各种注塑料的外形,特别是针对一些外表面为倾斜面的注塑料,如若不采用人工脱模,则很难有效脱模。
4、因此,在本实用新型中,发明人设计了一种全新的气动抓持工装,该气动抓持工装不仅具有用于夹持物料的气动夹爪,其还设有用于吸附注塑料的吸附装置,该吸附装置具体包括至少两个吸附件,并且至少两个吸附件自安装件的伸出长度具有一定的预设长度差。也就是说,当实际应用时,驱动臂控制设于安装件上的气动夹爪和吸附装置靠近待脱模的注塑料时,若注塑料靠近该气动抓持工装的一侧为倾斜面,则吸附装置可以利用自安装件的伸出长度具有预设长度差的至少两个吸附件共同作用并吸附注塑料的倾斜面,以对外表面具有倾斜面的注塑件进行有效吸附。
5、此外,在某些其它的实施方式中,在注塑料为异形结构时,上述自安装件的伸出长度具有预设长度差的至少两个吸附件也可以分别作用并吸附该异形注塑料的至少两个面,从而实现对异形注塑料的有效吸附。
6、另外,在实际应用时,上述气动夹爪以及至少两个吸附件在上述安装件上的安装位置可调,用户可以根据具体的使用需求进行调整,从而大大提高该气动抓持工装的适用性和实用性。
7、进一步的,在本实用新型所述的气动抓持工装中,所述驱动臂沿竖直方向延伸,所述安装件沿水平方向延伸。
8、进一步的,在本实用新型所述的气动抓持工装中,所述安装件上设有多个安装孔,所述气动夹爪和所述吸附装置通过螺栓与所述安装孔固定连接。
9、在本实用新型的上述技术方案中,上述安装件上可以设置有多个安装孔,且上述气动夹爪和吸附装置能够通过螺栓与安装件上的安装孔固定连接,当上述气动夹爪和/或吸附装置的至少两个吸附件需要调整自身在安装件上的位置时,用户可以拧松螺栓,从而将上述气动夹爪和吸附装置自安装件上拆卸下来,并重新选择合适的安装孔进行安装。
10、进一步的,在本实用新型所述的气动抓持工装中,所述气动夹爪和至少两个所述吸附件垂直于所述安装件设置。
11、进一步的,在本实用新型所述的气动抓持工装中,所述气动夹爪和至少两个所述吸附件朝着所述安装件远离所述驱动臂的一侧方向延伸。
12、在上述技术方案中,为了确保气动夹爪和至少两个吸附件的使用效果,上述气动夹爪和至少两个吸附件均设于安装件的同一侧,并控制气动夹爪和至少两个吸附件均朝着安装件远离驱动臂的一侧方向延伸,以避免驱动臂的使用对气动夹爪以及吸附件的应用造成干扰。
13、进一步的,在本实用新型所述的气动抓持工装中,所述安装件的横截面呈“工”字形。
14、在上述技术方案中,本实用新型所设计的这种气动抓持工装的安装件的横截面可以呈“工”字形,该安装件可以具体选用为“工”字钢或“工”字铝,无论是“工”字钢还是“工”字铝在机械加工领域均属于非常常见的材料,其制备简单,使用成本较低,使用效果较优且容易替换。
15、进一步的,在本实用新型所述的气动抓持工装中,所述吸盘为橡胶吸盘。
16、进一步的,在本实用新型所述的气动抓持工装中,所述吸附件还包括螺杆、上部连接件、弹性件和下部连接件,所述上部连接件与所述螺杆螺纹连接,所述下部连接件可滑动地设于所述螺杆上,所述弹性件套设在所述螺杆上,且所述弹性件设于所述上部连接件和下部连接件之间。
17、在上述技术方案中,为了优化吸附件在抽真空状态下利用吸盘对注塑料的吸附效果,在上述吸附件上还可以设置有弹性件,该弹性件可以具体选用为弹簧,且其可以套设在螺杆上,并具体设置于上部连接件和下部连接件之间。
18、在具体安装时,该上部连接件能够与螺杆螺纹连接,并一同与安装件固定连接在一起,而下部连接件则能够可滑动的设于螺杆上,吸附件中的空腔可以具体设置在第二连接件中,以使吸盘在对应吸附注塑料时,该下部连接件能够克服弹性件经弹性形变所产生的弹性朝着上部连接件的方向移动一定的距离,从而确保吸盘对于注塑料的真空吸附效果。
19、进一步的,在本实用新型所述的气动抓持工装中,所述吸附装置包括第一吸附件、第二吸附件和第三吸附件,所述第一吸附件设于所述气动夹爪的一侧,所述第二吸附件和第三吸附件设于所述气动夹爪的另一侧,且所述第二吸附件和第三吸附件自所述安装件的伸出长度具有预设长度差。
20、进一步的,在本实用新型所述的气动抓持工装中,所述第一吸附件自所述安装件的伸出长度与所述第二吸附件或所述第三吸附件自所述安装件的伸出长度相同。
21、在实际应用时,利用注塑机一体成型注塑制备带有水口的注塑料时,通常能够在多个模具中一次成型出同一产品的不同部位。为此,为了强化该气动抓持工装的抓持效率,上述吸附装置可以包括第一吸附件、第二吸附件和第三吸附件,且第一吸附件设于气动夹爪的一侧,而第二吸附件和第三吸附件则设于气动夹爪的另一侧,且第二吸附件和第三吸附件自安装件的伸出长度具有预设长度差。基于这种设置,在驱动臂控制安装件朝着生产出的注塑料靠近时,上述第一吸附件能够对应吸附一个常规的注塑料,而上述第二吸附件和第三吸附件则可以共同作用并吸附另一个具有倾斜面的注塑料,从而一次脱模两个注塑料。
22、本实用新型的有益效果在于:本实用新型优化设计了一种新的气动抓持工装,该气动抓持工装的一大特色在于吸附装置的至少两个吸附件自安装件的伸出长度具有预设长度差,这样就导致各个吸附件的位置不一致,从而在某些特殊的应用场景下,利用自安装件的伸出长度具有预设长度差的两个吸附件能够共同作用并吸附倾斜面,以对外表面具有倾斜面的注塑件进行有效吸附。
23、此外,本实用新型所设计的这种启动抓持工装的气动夹爪同样可以在气源的控制下控制自身成对设置的两个爪头彼此靠近或远离,以进行抓持,
24、该气动抓持工装的生产成本较低,且其可以根据不同模具生产制备的注塑料形状与位置灵活调整上述气动夹爪和吸附装置的位置,从而提高该气动抓持工装的适用性,有效抓持吸附不同外形的注塑件,其具有良好的推广前景和应用价值。
- 还没有人留言评论。精彩留言会获得点赞!