一种成品卷烟拆检装置与方法与流程
本发明涉及卷烟质量控制领域,具体涉及一种成品卷烟拆检装置与方法。
背景技术:
1、近年来,各卷烟企业对卷烟产品的质量要求越来越高,抽检频次愈发频繁。成品烟抽检是卷烟生产过程中的最后一次检验,也是最贴近客户需求的一道检验,因此在烟条、烟包、烟支质量控制中起着非常关键的作用。目前的成品烟抽检往往依赖于人工手动操作,当需要拆解烟包过多时,人工拆包的方式效率较为低下,效果不理想,因而总体上,这种人工拆解方式效率较为低下,而且次品的拣出率受人为因素影响较大,效果不理想,影响了相关检测工作的进行。
2、同时,目前的成品烟检测装置存在占用空间过大的问题。
技术实现思路
1、本发明的目的在于:针对目前存在的上述问题,提供了一种成品卷烟拆检装置与方法,优化空间布局和机械结构,增加上升通道,将平面布局改为空间立体布局;同时针对传感器控制距离不稳定的问题,通过调整转速控制相位;在同步带上设置模盒,提升检测效率。
2、本发明的技术方案如下:
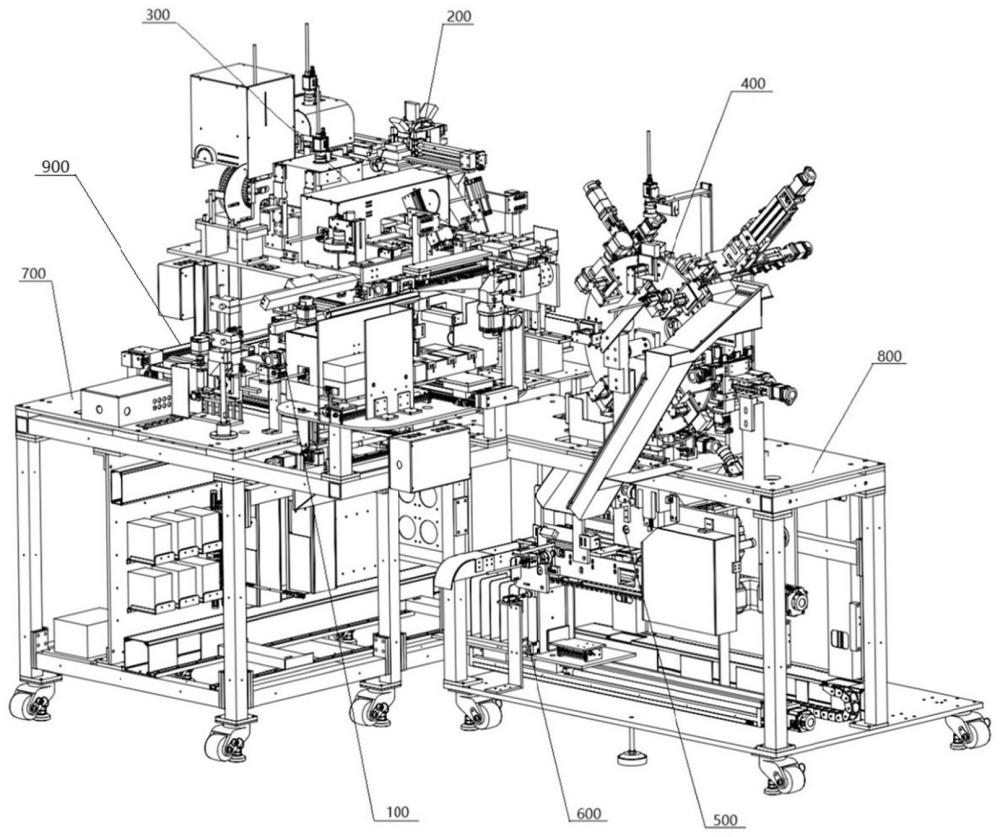
3、一种成品卷烟拆检装置,包括条烟外观检测设备、条烟拆壳设备和烟包提升设备,所述烟包提升设备垂直设置在条烟拆壳设备的烟包出口,烟包提升设备的烟包出口设置有烟包检测设备,烟包检测设备与条烟外观检测设备平行;烟包检测设备的烟包出口设置有烟包拆壳设备,烟包拆壳设备的下方设置有烟支外观检测设备和烟支回收设备。
4、进一步的,所述烟包提升设备包括固定机架i,固定机架i上设置有环形机构状的动力单元i,动力单元i上设置有至少两个模盒i,两个模盒i间形成烟包存储区;固定机架i的侧边分别设置有第一成像装置和第二成像装置;固定机架i上还设置有推出烟包的推出机构i。
5、进一步的,所述烟包检测设备包括第一输送机构、第二输送机构和烟包翻转通道,第一输送机构和第二输送机构成正交分布,且第一输送机构设置在第二输送机构上方,第一输送机构的烟包出口通过烟包翻转通道连接第二输送机构的烟包入口。
6、进一步的,所述第一输送机构包括固定机架ⅱ,固定机架ⅱ上设置有环形机构状的动力单元ⅱ,动力单元ⅱ上设置有至少两个模盒ⅱ,两个模盒ⅱ间形成烟包存储区;固定机架ⅱ的上方设置有第三成像装置和第四成像装置。
7、进一步的,所述烟包翻转通道包括圆弧轨道,圆弧轨道设置在底座上,圆弧轨道的两侧设置有侧板。
8、进一步的,所述第二输送机构包括固定机架ⅲ,固定机架ⅲ上设置有环形机构状的动力单元ⅲ,动力单元ⅲ上设置有至少两个模盒ⅲ,两个模盒ⅲ间形成烟包存储区;固定机架ⅲ的上方设置有第五成像装置,固定机架ⅲ的侧边设置有第六成像装置;固定机架ⅲ上还设置有玻璃纸切割机构i和玻璃纸切割机构ⅱ,固定机架ⅲ的侧方设置有推出机构ⅱ,推出机构ⅱ将烟包推入到设置在固定机架ⅲ侧下方的垂直翻转通道。
9、进一步的,所述玻璃纸切割机构i包括上压板i、上压板ⅱ、下压板i和切刀装置i,上压板i和上压板ⅱ均设置在固定机架ⅲ上方,下压板i设置在固定机架ⅲ中间,与模盒ⅲ固定烟包;切刀装置i设置在固定机架ⅲ两侧,进行往复运动切割烟包侧边玻璃纸。
10、所述玻璃纸切割机构ⅱ包括上压板ⅲ、下压板ⅱ和切刀装置ⅱ,上压板ⅲ和下压板ⅱ设置在固定机架ⅲ侧边,且上压板ⅲ和下压板ⅱ为上下分布,切刀装置ⅱ设置在下压板ⅱ下方,烟包在推出机构ⅱ的推动下经过玻璃纸切割机构ⅱ,切刀装置ⅱ对烟包正面玻璃纸进行切割。
11、进一步的,所述烟支回收设备包括圆弧导板、直线运动单元、底板、分隔机构、拍齐机构和烟盘,圆弧导板设置于烟支外观检测设备出口,直线运动单元设置于圆弧导板下方,底板设置于直线运动单元上,分隔机构设置于底板上,分隔机构包括基板和分隔板,分隔板等距设置于基板上,烟盘上设有与分隔机构相适应的开槽,拍齐机构设置于直线运动单元侧边。
12、本发明还包括一种成品卷烟拆检方法,包括以下步骤:
13、步骤一、烟条拆捡步骤
14、烟条在第一模盒中完成两个侧面的成像检测,由夹持头夹持烟条旋转,完成剩余四个面的成像检测,然后由第二模盒带动烟条向前运动,由切刀将烟条长度方向两端的端面切除,然后将切除端面的烟条传送至抽壳组件,通过挡块挡住烟条内的烟包,通过底皮带和/或侧皮带带动包装壳往前移动,从而将包装壳与包装物分离;
15、步骤二、烟包分离、提升及检测步骤
16、去除包装壳的烟包为二五平包排列,通过推头将前端两包烟的下层烟包推入烟包提升设备中由两个模盒i形成的容纳腔内,烟包提升设备运动一个单元,推头再将前端剩下的一包烟推入烟包提升设备,再由步骤一中脱壳组件中的底皮带将剩余烟包向前输送至挡块位置,循环烟包推入动作,直至十包烟都进入烟包提升设备,在烟包提升过程中,由第一成像装置对烟包长度方向的两端端面进行成像检测,由第二成像装置对烟包宽度方向未被遮挡的一端面进行成像检测,烟包提升至推出位时将烟包推出至烟包检测设备;
17、步骤三、烟包翻转、检测及玻璃纸切割步骤
18、烟包进入第一输送机构中由两个模盒ⅱ形成的容纳腔内,向前输送的过程中由第三成像装置和第四成像装置分别对烟包的正面进行成像检测,烟包在由容纳腔及烟包翻转通道形成的封闭空间中进行180°翻转,进而进入第二输送机构中由两个模盒ⅲ形成的容纳腔内,向前输送的过程中由第五成像装置对烟包背面进行成像检测,第六成像装置对烟包宽度方向未检测端面进行成像检测,至此完成烟包六面的全外观检测;烟包完成检测后向前输送过程中,由玻璃纸切割机构i对烟包盒盖在长侧面的倾斜缝隙处的玻璃纸进行切断,切断后烟包到达下一工位由推出机构ⅱ将烟包沿宽度方向推出容纳腔,进入垂直翻转通道,将烟包变为所需位置状态,在这一过程中,由玻璃纸切割机构ⅱ对烟包正面盒盖缝隙处的玻璃纸进行切断,至此完成烟包盒盖三处缝隙玻璃纸切断,为接下来烟包开盖做准备;
19、进一步的,还包括以下步骤:
20、步骤四、烟包拆壳步骤
21、1)翻盖工位,通过旋转电机的夹持部将烟包的盒盖翻开;
22、2)铝纸拉片拆除工位,首先使用毛刷将铝纸拉片刷开,然后使用夹持装置将铝纸拉片拉开;
23、3)拨片撑张工位,通过拨片将铝纸拉片拨开;
24、4)挤压工位,通过挤压头挤压烟包的两侧,将烟包内的烟支倒出;
25、步骤五、烟支调整步骤
26、倒出的烟支进入烟支调整装置后,烟支跟随调整装置的调整腔由竖直状态调整为水平状态,并在水平状态自由放置进烟支外观检测设备中;
27、步骤六、烟支外观检测步骤
28、将烟支放置于相邻随动辊之间向前传送,使用第一检测相机和第二检测相机拍摄烟支端面的外观图像,使用第三检测相机拍摄烟支柱面部分的外观图像,通过转动配合部与转动驱动装置配合将烟支旋转,使用其它检测相机拍摄烟支柱面的其他部分的外观图像,得到烟支端面和圆周表面的完整图像;
29、步骤七、烟支回收步骤
30、完成检测合格的烟支,通过烟支外观检测设备尾端的圆弧导板引导,进入被分隔板等距分隔的烟盘存储区内,一格存储区装满烟支后,由直线运动单元带动烟盘向前移动一格,循环烟支回收动作,直至烟盘装满。
31、与现有的技术相比本发明的有益效果是:
32、1、一种成品卷烟拆检装置与方法,优化空间布局和机械结构,增加上升通道,将平面布局改为空间立体布局;同时针对传感器控制距离不稳定的问题,通过调整转速控制相位;在同步带上设置模盒,提升检测效率;
33、2、一种成品卷烟拆检装置与方法,针对拆解小包的工艺路线,减少了剔除玻璃纸这一流程,直接在检测线上用切刀对小包进行切割,方便后续烟支检测;
34、3、一种成品卷烟拆检装置与方法,能够自动拆解条烟、烟包的同时,还能够检测烟条、烟包和烟支的质量,一举多得,填补了相关设备的技术空白。一方面可以降低质检员的工作强度,另一方面可以使得检测结果量化,检测数据自动存储,快速发现质量缺陷烟的问题所在,提高质量管理水平。该设备的使用能够保证质检质量的稳定;能够有效降低企业用工成本;降低管理难度,实现标准化作业,实现烟草行业的智能制造。
- 还没有人留言评论。精彩留言会获得点赞!