一种T排夹具及其使用方法与流程
本申请涉及船舶建造,尤其涉及一种t排夹具及其使用方法。
背景技术:
1、船舶建造过程中,需要对舱室中的各种设备进行吊装进舱,然而船舶舱室中的设备往往重量较重,不能通过人力搬运到相应位置,这就需要借助手拉葫芦来将设备吊装到指定位置。
2、一般情况下,大型设备进舱是通过在所在舱室上甲板面开设工艺孔,通过吊车调入舱室,配合手拉葫芦调整设备位置;小型设备一般是通过舱室门直接进入舱室,此时吊车只能将设备吊装到舱室门口或者梯道口或者通道口,再通过手拉葫芦将设备吊入舱室并调整到位。
3、在使用手拉葫芦的过程中需要吊环配合,一般情况下通过球扁钢夹头可以连接个别手拉葫芦,当有些位置只能利用t排时,吊装就需要在t排面板上烧焊相应的吊环来实现吊装的目的。
4、传统的在t排面板烧吊环的方式较为死板,需要提前确定好吊环位置并烧焊,若是吊装过程中发现吊环位置需要调整就必须重新定位烧焊,非常浪费时间成本。
技术实现思路
1、有鉴于此,本发明提供了一种t排夹具及其使用方法,用以解决上述背景技术中存在的问题。
2、第一方面,本发明实施例提供一种t排夹具,包括:
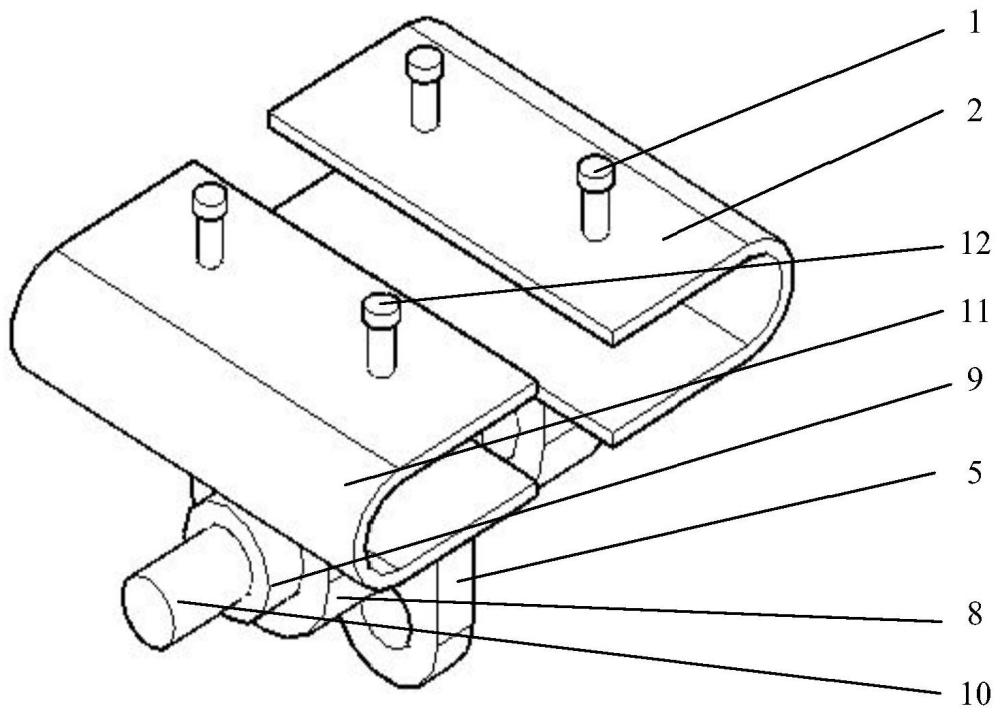
3、开口相对设置的第一卡槽和第二卡槽,所述第一卡槽和所述第二卡槽能够配合卡接t排面板;
4、所述第一卡槽顶侧穿设有第一紧固螺母,所述第二卡槽顶侧穿设有第二紧固螺母,通过调节所述第一紧固螺母和所述第二紧固螺母能够固定卡接于所述第一卡槽和所述第二卡槽的所述t排面板。
5、在一些实施例中,所述第一卡槽底侧设置有第一穿杆孔,所述第二卡槽底侧设置有第二穿杆孔,所述第一穿杆孔与所述第二穿杆孔相对应。
6、在一些实施例中,还包括:
7、调整杆,穿设于所述第一穿杆孔和所述第二穿杆孔之间,通过调整所述第一穿杆孔和所述第二穿杆孔在所述调整杆的位置能够调整所述第一卡槽和所述第二卡槽之间的间距。
8、在一些实施例中,所述调整杆为螺杆,所述调整杆对应所述第一穿杆孔的两侧设置有第一调整螺母和第二调整螺母,所述调整杆对应所述第二穿杆孔的两侧设置有第三调整螺母和第四调整螺母,通过调整四个调整螺母能够调整所述第一卡槽和所述第二卡槽之间的间距。
9、在一些实施例中,所述第一卡槽与所述第一穿杆孔焊接连接,所述第二卡槽与所述第二穿杆孔焊接连接。
10、在一些实施例中,所述调整杆中间底侧连接有吊耳,所述吊耳能够用于连接卸扣以实现吊装设备的功能。
11、第二方面,本发明实施例提供一种第一方面任一实施例所述的t排夹具的使用方法,包括以下步骤:
12、s1,将t排夹具第一调整螺母和第四调整螺母向外拧松,将第二调整螺母和第三调整螺母向中间拧松;
13、s2,将第一卡槽卡在t排面板一侧,调整到合适的位置,拧上第一紧固螺母并拧紧,相同的步骤拧上第二紧固螺母并拧紧;
14、s3,将t排夹具所述第一调整螺母和所述第四调整螺母向内拧紧,将所述第二调整螺母和所述第三调整螺母向外拧紧,使得四个调整螺母对应紧贴第一穿杆孔和第二穿杆孔;
15、s4,通过吊耳连接卸扣,卸扣再连接钢丝绳,钢丝绳另一端连接设备进行设备吊装或者设备吊装位置调整工作。
16、本发明的有益效果包括:
17、1、本发明通过使用t排夹具减少设备进舱过程中烧焊吊环所产生的时间成本,提高设备进舱效率。
18、2、本发明可以通过调整紧固螺母与调整螺母来适用于各种规格的t排面板规格,可重复利用,节约经济成本。
技术特征:
1.一种t排夹具,其特征在于,包括:
2.根据权利要求1所述的t排夹具,其特征在于,所述第一卡槽底侧设置有第一穿杆孔,所述第二卡槽底侧设置有第二穿杆孔,所述第一穿杆孔与所述第二穿杆孔相对应。
3.根据权利要求2所述的t排夹具,其特征在于,还包括:
4.根据权利要求3所述的t排夹具,其特征在于,所述调整杆为螺杆,所述调整杆对应所述第一穿杆孔的两侧设置有第一调整螺母和第二调整螺母,所述调整杆对应所述第二穿杆孔的两侧设置有第三调整螺母和第四调整螺母,通过调整四个调整螺母能够调整所述第一卡槽和所述第二卡槽之间的间距。
5.根据权利要求2所述的t排夹具,其特征在于,所述第一卡槽与所述第一穿杆孔焊接连接,所述第二卡槽与所述第二穿杆孔焊接连接。
6.根据权利要求4所述的t排夹具,其特征在于,所述调整杆中间底侧连接有吊耳,所述吊耳能够用于连接卸扣以实现吊装设备的功能。
7.一种权利要求1-6中任一项所述的t排夹具的使用方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种T排夹具及其使用方法。该T排夹具可以适用于各种规格的T排,根据不同规格的T排材质,通过调整T排夹具的紧固螺母和调整螺母对T排进行紧固,然后通过T排夹具吊耳连接卸扣,实现施工过程中设备进舱过程中的吊装吊环或者调整吊环的作用。本发明专利通过使用T排夹具,可以大大减少设备进舱过程中吊环的数量,实用性强,极大地提高了设备进舱的效率。
技术研发人员:张义飞,马鸿顺
受保护的技术使用者:沪东中华造船(集团)有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!