一种PCB板材的取放装置及其取放方法与流程
本发明涉及pcb收板机,具体涉及一种pcb板材的取放装置及其取放方法。
背景技术:
1、pcb(printed circuit board,印制线路板)是重要的电子部件,是电子元器件的支撑体,是电子元器件电气连接的载体,被广泛应用于电子技术领域。在pcb板材制造完成后,需利用收板机将多个pcb板材堆叠、包装,随后整体入库存放,在pcb堆叠过程中需要对每批次进行计数。目前生产线上的pcb板材点数方法多数为人工点数的方法,然而pcb板材堆叠后,具有数量多、厚度薄、重量大的特点,人工点数存在人工操作繁琐、易数错、效率低,费时费力的弊端,精度低且误差大。
2、记载在申请号为cn202310070096.8中的一种应用于板件生产的高效自动收板设备及收板方法,其通过传感器感应进入排板辊台的板件到达托盘的摆放量后,驱动抓取机构一次性大面积抓取进入到排板辊台的板件放置到托盘上;该设置虽然能够一次完成该批次的收板操作和板件计数功能,但排列成排的板件进入送板辊台需要一定的等待时间,长时间的间隔会导致工作周期的延长,并且该送板辊台增加了整体设备体积和厂区占用空间,过多冗余部件还会导致增加的设备采购成本。
3、记载在申请号为cn202321643473.4中的一种pcb收板设备,其采用高度检测装置同步监控升降和托盘的高度,每放置一块pcb板,升降架和托盘下降一定高度,待托盘下降至预设的高度位置,表示托盘内堆叠的pcb板已放满;该方式虽然实现了自动计数功能,控制精度要求非常高,否则易导致pcb板材易发生冲击导致损坏,且成本高昂、调试复杂。
4、因此,有必要提供一种新方式来解决上述技术问题。
技术实现思路
1、针对现有技术的不足之处,本发明的目的在于提供一种pcb板材的取放方法,利用弹簧的压缩量来指示pcb板材的堆叠量,计数方便快捷,无需工人进行手动计数,降低了劳动强度,同时不会造成漏记,且弹簧的设置减小了pcb板材堆叠过程中的冲击力以避免发生损坏,有效保护pcb板材。
2、本发明的技术方案概述如下:
3、一种pcb板材的取放方法,包括如下步骤:
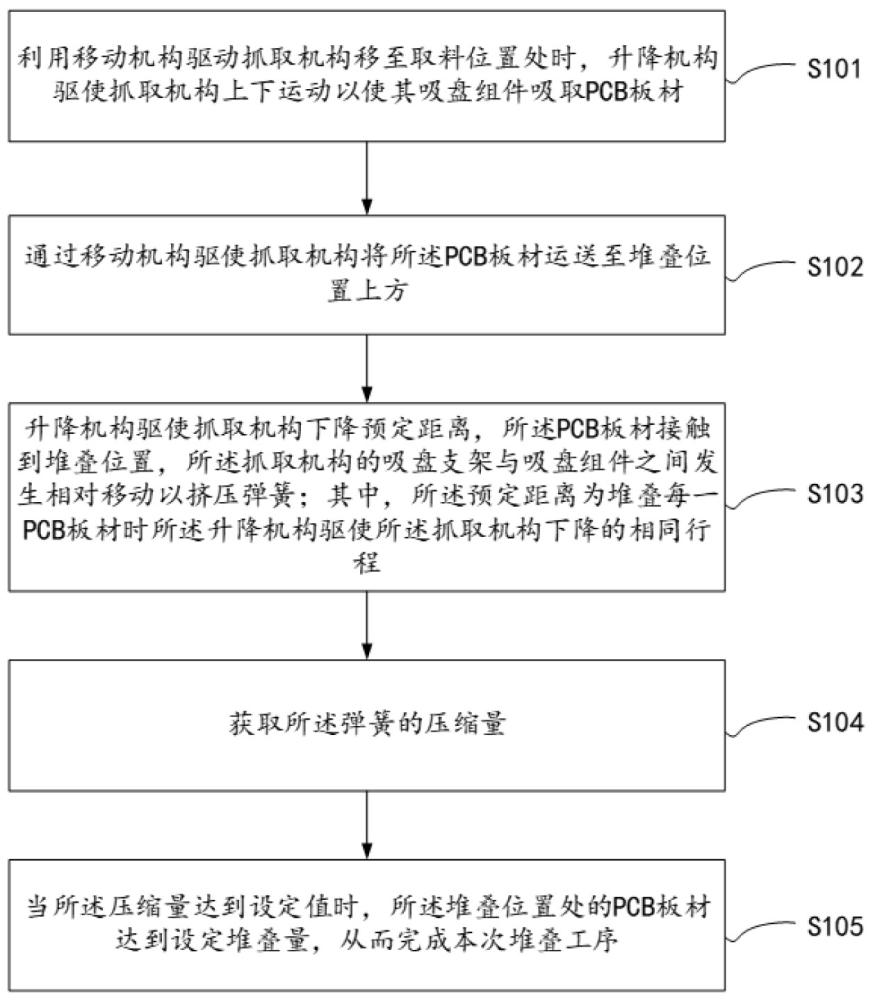
4、利用移动机构驱动抓取机构移至取料位置处时,升降机构驱使抓取机构上下运动以使其吸盘组件吸取pcb板材;
5、通过移动机构驱使抓取机构将所述pcb板材运送至堆叠位置上方;
6、升降机构驱使抓取机构下降预定距离,所述pcb板材接触到堆叠位置,所述抓取机构的吸盘支架与吸盘组件之间发生相对移动以挤压弹簧;其中,所述预定距离为堆叠每一pcb板材时所述升降机构驱使所述抓取机构下降的相同行程;
7、获取所述弹簧的压缩量;
8、当所述压缩量达到设定值时,所述堆叠位置处的pcb板材达到设定堆叠量,从而完成本次堆叠工序。
9、优选的,所述升降机构驱使抓取机构下降预定距离的步骤包括:
10、升降机构驱使抓取机构下降第一行程,以使pcb板材接触到堆叠位置处;
11、升降机构驱使所述抓取机构继续下降第二行程,使得所述抓取机构的吸盘支架与吸盘组件之间发生相对移动以挤压弹簧;其中,所述第一行程加上所述第二行程等于所述预定距离。
12、优选的,升降机构驱使抓取机构下降第一行程的步骤还包括:
13、检测其吸取的pcb板材是否与堆叠位置处相接触;
14、若是,则触发第二行程信号,配置升降机构驱使所述抓取机构继续下降执行第二行程。
15、优选的,执行所述第二行程的速度小于执行所述第一行程的速度。
16、优选的,还包括:根据所述压缩量确定pcb板材的当前堆叠数量。
17、优选的,包括步骤:
18、获取当前pcb板材堆叠时的压缩量;
19、将所述压缩量与预设压缩量阈值进行匹配;其中,每个预设压缩量阈值匹配不同的pcb板材堆叠数量;
20、若所述压缩量与所述预设压缩量阈值相匹配,则获取所述预设压缩量阈值对应的堆叠数量,作为所述当前堆叠数量。
21、优选的,还包括:通过改变所述设定值以调整pcb板材的目标堆叠数量。
22、优选的,包括步骤:
23、当所述升降机构驱使所述抓取机构下降相同总行程以堆叠pcb板材时,获取相邻两次pcb板材堆叠时所述弹簧的压缩量变化量;
24、将所述设定值设置为n*压缩量变化量;
25、通过调整n的数值以调整所述pcb板材的目标堆叠数量。
26、优选的,还包括步骤:
27、获取取料位置和堆叠位置处存放的pcb板材的位置信息;
28、基于所述位置信息调整所述抓取机构的吸取和堆叠pcb板材的方位。
29、优选的,还包括步骤:
30、在吸盘组件吸取过程检测是否存在pcb板材;
31、若存在,则继续执行当前指令;
32、若不存在,则停止当前指令或重新执行吸取新的pcb板材。
33、本发明还提供一种pcb板材的取放装置,其运用如上所述的pcb板材的取放方法来堆叠pcb板材;
34、所述取放装置包括:
35、抓取机构,其包括吸盘组件、吸盘支架和弹簧;所述吸盘组件与所述吸盘支架安装,用以实现对pcb板材的吸取和释放,所述弹簧位于所述吸盘组件与所述吸盘支架之间;
36、移动机构,其安装于所述抓取机构与机架之间,用以驱使所述抓取机构在取料位置和堆叠位置之间转运pcb板体;
37、升降机构,其安装于所述抓取机构与机架之间,用以驱使所述抓取机构相对机架上下移动;
38、其中,所述抓取机构在堆叠每一pcb板材时,所述升降机构均驱使所述抓取机构下降相同的预定距离;所述吸盘支架与所述吸盘组件之间发生相对移动并挤压所述弹簧,以通过所述弹簧的压缩量来判断pcb板材的堆叠数量。
39、相比现有技术,本发明的有益效果在于:
40、本发明提供的一种pcb板材的取放方法,其通过检测升降机构驱使抓取机构下降相同行程堆叠每一pcb板材时弹簧的压缩量,当所述压缩量达到设定值时,判断堆叠位置处的pcb板材达到设定堆叠量,从而完成本次堆叠工序;该方式使得弹簧同时具备计数功能和缓冲复位功能,利用弹簧的压缩量来指示pcb板材的堆叠量,计数方便快捷,无需工人进行手动计数,降低了劳动强度,同时不会造成漏记,且弹簧的设置减小了pcb板材堆叠过程中的冲击力以避免发生损坏,有效保护pcb板材;并且,通过堆叠每一pcb板材时升降机构都驱使抓取机构下降相同行程的方式,简化抓取机构的控制方式,即抓取机构的下降堆叠和回程复位变得简单可控,无需复杂的控制系统,具备较高的工作效率;结构简单、易于实现,优化整体结构,具备较高的自动化程度。
41、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。本发明的具体实施方式由以下实施例及其附图详细给出。
- 还没有人留言评论。精彩留言会获得点赞!