用于投板机的转运上料装置、上料系统、方法与流程
本发明涉及pcb投板机,具体涉及一种用于投板机的转运上料装置、上料系统、方法。
背景技术:
1、pcb(printed circuit board,印制线路板)是重要的电子部件,是电子元器件的支撑体,是电子元器件电气连接的载体,被广泛应用于电子技术领域。在pcb板生产加工作业过程中,为能配合整体加工生产线的自动化作业需要,通常在生产线的起点处设有一个投板机,即利用投板机逐一将电路板以特定的方式放置于生产线的输送机构中,以便于pcb板进行加工作业。
2、现有的投收板机存在通过一个投料车进行单工位投料操作,该方式待料盒被取空后,需要将投料车拉出并更换新的料盒,且人工协作更换料盒需要时间,当设备内无料盒后则会停机,增加投板机工作周期时间,造成生产效率下降。
3、而记载在公开号为cn217599808u中的一种双工位投收板机,虽然采用了两台产品运载推车交替运送产品的方案,但在线速较高或单只料盒中放板数量较少的情形下,上述的料盒切换就变得非常频繁,如此工人作业强度大,增加人力成本。
4、记载在公开号为cn116905078a中的一种集成式vcp上下板机生产线,其通过横向并排设置两个第一进出口工位,且每一个第一进出口工位的上方均设置有一个第一载具暂存工位,以实现不间断上下料;当第一个第一进出口工位上完板后,第二个第一进出口工位可继续对接上板运输车上板,然后第一个第一进出口工位退出空的托盘载具,进入新一批装载电路板的托盘载具,重复以上动作;该方式虽然通过第一载具暂存工位的设置减少了工人作业强度,但该上下料结构冗余部件过多,增加了设备的复杂程度,同时设备整体体积和占用空间,扩展性差。
5、因此,有必要提供一种新方式来解决上述技术问题。
技术实现思路
1、针对现有技术的不足之处,本发明的目的在于提供一种用于投板机的转运上料装置,可实现交替上料,且上料过程的无缝衔接,省略料盒切换的转移等待时间,提升了工作效率,提高上料机构的自动化程度,减少人力成本;且该结构简单、控制方便,减少上料装置占用空间。
2、本发明的技术方案概述如下:
3、本发明的目的之一是提供一种用于投板机的转运上料装置,安装于执行pcb板材上板的投板机一侧,包括:
4、第一上料组件,其内形成有料盒放置空间;
5、转运组件,其安装于所述第一上料组件下方,且所述转运组件内形成有料盒转运通道,用以输送料盒;
6、第一驱动组件,其安装于机架与所述转运组件之间,用以驱使所述转运组件和第一上料组件沿竖直方向同步上下运动;
7、所述第一上料组件用以接收料盒并在所述第一驱动组件的驱使下上移后形成上料工位,以供投板机的取料机构拾取pcb板材;所述转运组件用以接收料盒并向下一上料装置输送料盒形成料盒的中继输送工位;其中,所述上料工位处于工作状态时,所述中继输送工位能够持续输送料盒,以实现对投板机的交替循环上料。
8、优选的,所述第一上料组件包括:
9、第一上料托架,其通过连接柱安装于所述转运组件上方;
10、第一输送组件,其安装于所述第一上料托架内,用以承载并移送料盒。
11、优选的,所述转运组件包括:
12、转运托架,其与所述第一驱动组件安装;
13、转运输送组件,其安装于所述转运托架内;
14、其中,所述转运输送组件与所述转运托架共同围设形成所述转运通道;所述转运通道连通前后工位以移送料盒。
15、优选的,所述第一上料组件还包括挡料组件,用以限定料盒位置。
16、本发明的目的之二是提供一种用于投板机的转运上料装置的控制方法,包括配置如上所述的用于投板机的转运上料装置执行以下步骤:
17、判断来料方向的料盒是否流转至当前上料工位;
18、若是,则控制第一上料组件接收料盒,并控制所述第一驱动组件驱使所述第一上料组件上移;
19、若否,则控制转运组件接收料盒并向下一上料装置输送。
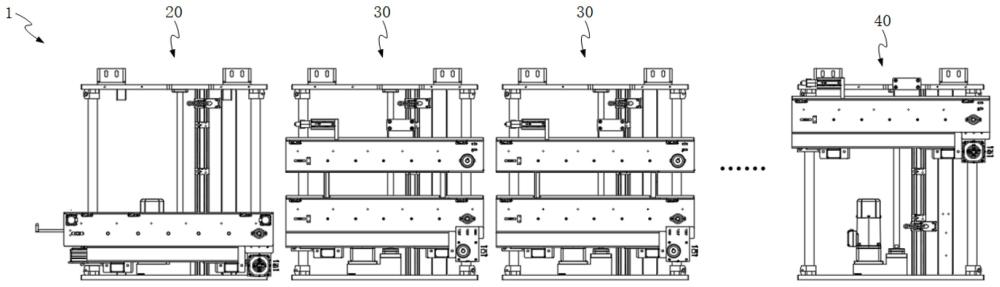
20、本发明的目的之三是提供一种用于投板机的上料系统,安装于执行pcb板材上板的投板机一侧,包括:
21、沿一直线方向依次首尾相接的若干如上所述的用于投板机的转运上料装置,用以形成若干上料工位和中继输送工位;
22、接驳装置,其与所述转运上料装置沿同一方向排列并位于若干所述转运上料装置前端,用以接收来料方向的料盒并向旁侧的转运上料装置输送料盒;
23、其中,若干装有pcb板材的料盒能够通过转运上料装置执行上料和/或流转,实现上料系统的多工位交替上料功能,以供投板机的取料机构在多个上料工位交替循环取用pcb板材。
24、优选的,还包括:上料装置,其与所述转运上料装置沿同一方向排列并位于若干所述转运上料装置尾端;所述上料装置包括第二上料组件以及驱使其沿竖直方向上下运动的第二驱动组件。
25、优选的,所述接驳装置包括接驳组件以及驱使其沿竖直方向上下运动的接驳升降组件;所述接驳组件包括:
26、接驳托架,其与所述接驳升降组件安装;
27、接驳输送组件,其安装于所述接驳托架内,用以形成一朝向所述转运上料装置的供料通道;
28、其中,料盒能够经所述接驳输送组件移送至所述第一上料组件或所述转运组件处。
29、优选的,所述接驳装置还设置有取料组件,其安装于所述供料通道内;且所述取料组件包括:
30、钩板,其端部形成有钩取部,用以钩取料盒底部;
31、滑移底板,其用以安装所述钩板;
32、伸缩气缸,其安装于所述滑移底板下侧,且所述伸缩气缸的动力输出端穿过所述滑移底板与所述钩板远离所述钩取部的一端固定;
33、移动组件,其安装于所述供料通道底部中间位置,且所述滑移底板滑动连接于所述移动组件上;
34、其中,所述伸缩气缸回缩或伸出时驱使所述钩取部钩住或松开料盒,所述滑移底板经所述移动组件驱使在所述供料通道内往复移动以取用料盒。
35、优选的,所述接驳装置还包括至少四阻挡气缸,其分布于所述接驳托架的四角处,用以围设形成料盒暂存区域。
36、优选的,所述第二上料组件包括:
37、第二上料托架,其与所述第二驱动组件安装;
38、第二输送组件,其安装于所述第二上料托架内,以承载并移送料盒。
39、本发明的目的之四是提供一种用于投板机的上料方法,其特征在于,包括配置如上所述的用于投板机的上料系统执行以下步骤:
40、当接收到上料指令时,获取料盒临时存放位的料盒存放数量;
41、根据所述料盒存放数量确定所需上料工位数量;
42、基于所述上料工位数量选用转运上料装置并将其分别配置为上料工位和/或中继输送工位;
43、料盒临时存放位的料盒被所述接驳装置依次取用并输送往转运上料装置后,各料盒经所述转运上料装置上料或转运以到达不同的上料工位,实现多工位交替上料。
44、相比现有技术,本发明的有益效果在于:
45、本发明提供一种用于投板机的转运上料装置,其通过在第一上料组件的下方设置转运组件,使得第一上料组件处于上料工位时,转运上料装置也可以通过转运组件对下一上料装置持续输送料盒,从而实现交替上料,投板机的取料机构能够在至少两个上料工位交替拾取pcb板材,如此上料过程能够无缝衔接,省略了料盒切换的转移等待时间,更高效利用时间优化上料节拍,提升工作效率,提高上料机构的自动化程度,减少人力成本;且该结构简单、控制方便,优化紧凑空间内的结构布局,减少上料装置的占用空间。
46、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。本发明的具体实施方式由以下实施例及其附图详细给出。
- 还没有人留言评论。精彩留言会获得点赞!